New Measurement Technologies

Uniform and consistent color is essential to achieve the impression of a high-quality finish and to avoid customer complaints. Special-effect coatings play a dominant role in automotive and other applications as they make an object “alive” and distinctively appealing. Over the last decades new effect pigments have been constantly developed with increasingly complex color shift and appearance that can no longer sufficiently be described with conventional instrumentation.

Color Measurement of Effect Coatings
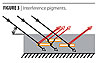
The first types of effect pigments introduced were aluminum flakes in metallic coatings. Dependent on the viewing angle they show a light-dark flop and, thus, accentuate the curved profile of an object (Figure 1).



Flake Characterization of Effect Coatings
Direct illumination (sunlight) on the other hand makes the pigments glitter (Figure 7). Small light flashes can be seen with low to high intensity. This effect is also referred to as sparkle, micro-brightness, glint or diamonds. Sparkle is caused by the reflectivity of the flakes and therefore is influenced by the flake type (aluminum flake, mica, Xirallic), the concentration of the flake and the size. In contrast to graininess, the sparkle effect depends a lot on the illumination angle.

Instrumental Measurement of Total Color Impression
To characterize the impression of effect finishes under different viewing angles and illumination conditions, a new instrument is available from BYK-Gardner that combines:- Multiangle color measurement “before and behind the specular reflection” to give better insights on the true color travel capabilities of an effect color.
- Flake characterization by measuring sparkle and graininess simulating the effect changes under cloudy sky and bright sunlight.
In order to obtain numerical values that can be used for daily process control and QC purposes, the camera pictures are analyzed with algorithms that were established based on visual evaluations of a variety of automotive finishes together with several partners from the automotive, pigment and paint industry.
To allow a better differentiation, the impression of sparkle is described by a two-dimensional system: sparkle area and sparkle intensity. For simplicity purposes, a function is applied that combines the two parameters in one number, the sparkle grade. Graininess is evaluated by measuring the uniformity of light and dark areas and is summarized in one graininess value. A graininess value of zero would ideally indicate a solid color, the higher the value the grainier or coarser the sample looks under diffused light.

Applications
Sparkle and graininess are essential parameters for automotive applications to achieve a harmonized look over the entire car body including add-on parts.Figure 9 shows an example of an anthracite color with a poor sparkle match between add-on parts and car body: all measurement taken on the add-on parts are outside the tolerance ellipse. Figure 10 on the other hand shows a very good match of a brilliant red. All readings are within the tolerance.

Last but not least, graininess and sparkle are two independent parameters that need to be evaluated side-by-side. Any particular sample can have high or low graininess regardless of the sparkle value. This has been proven by visual studies that were done lately.8
Conclusion
New effect pigments that not only change their appearance with different viewing angles but also with varying illumination conditions (direct sunlight vs. cloudy sky) add a new dimension to the characterization of effect finishes. With the new instrument from BYK-Gardner, the BYK-mac, it is now possible to objectively measure the total color impression of such coatings in agreement with the visual perception. Multiangle color measurement at six angles combined with the determination of sparkle and graininess are excellent tools to ensure total color harmony of any effect-coated product.Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




