Nanocomposite Coatings for High-Performance Fabrics
The first generation of inflatable fabrics was based on nylon 6,6 fabric with a neoprene coating. However, neoprene had several shortcomings, including necessarily thick coatings, a tendency to stick when deployed, limited environmental stability and marginal thermal resistance.
As improvements in nylon 6,6 and alternative fabrics continue, silicone coatings are being used more often than neoprene coatings to: (a) protect the fabric from heat-scorching; (b) allow thinner and more foldable coated fabrics; (c) improve long-term environmental stability; and (d) provide better compatibility with nylon. Silicone coatings are increasingly used on inflatable fabrics in several consumer, military and space applications. An excellent example is the successful deployment of the airbag system for the Mars Pathfinder. Silicone coatings exhibit one to two orders of magnitude less atomic oxygen erosion compared to their organic counterparts in low earth orbit.1
Notwithstanding their excellent long-term thermal stability, weatherability and flexibility, silicone coatings are relatively weak compared to other elastomers. Fillers, such as amorphous silica, are often added to the matrix to reinforce the network. Another drawback of silicone material is its poor adhesion to the substrates because of its low surface energy. These problems can be addressed by nanotechnology, and indeed various attempts have been made using nanoscale additives to strengthen the silicone and reduce gas permeability. This article introduces a commercially viable nanoscale additive developed by NEI Corporation that improves fabric tear strength, tensile strength and hardness at low additive loadings. At the same time, the NEI product greatly improves adhesion between the silicone and the fabric. The NEI product is a nanoscale additive package that is easily added to commercial silicone coating formulations to impart excellent coating properties.
The first part of this article discusses how nanoscale additives can be used to improve the properties of the silicone base polymer. The second part presents data on NEI’s nanoscale additive-reinforced silicone-coated fabric.
Forming Silicone Nanocomposites
In recent years, polymer nanocomposites have received significant attention since nanoscale particles provide an opportunity for enhancing the mechanical and functional properties of the polymer at relatively low-volume fractions, thereby preserving the desirable properties of the polymer, such as flexibility and ductility. The reasons for using nanoscale particles in a polymer matrix are outlined in the following points.
1. Incorporating nanoscale particles, particularly those with a high aspect ratio (e.g., platelet-shaped clay nanoparticles) in a polymer matrix leads to several beneficial features, including low percolation threshold (< 2 vol%), high interfacial area and a size scale that is comparable to that of polymeric molecules.
2. The interface between surface-modified nanoparticles and the polymer matrix will be smooth, resulting in effective load transfer to the matrix and a smooth surface finish to the final nanocomposite. Conversely, coarse particles, because of their large size and particularly when added in large volume fractions, do not bond well with the polymer matrix. Consequently, coarse particles degrade the mechanical properties of the base polymer.
3. Incorporating solid particles (or nanoparticles) in a polymer matrix or in a polymer-based coating formulation can give rise to processing issues such as a significant change in viscosity, inhomogeneous mixing and reduction of shelf life. All these problems can degrade the final properties of the nanocomposite. Nanoparticles present less of a problem than micon-sized particles because nanoparticles can be added in much smaller quantities to achieve a similar reinforcing effect. Additionally, when nanoparticles are modified with a suitable organic molecule/oligomer, they become compatible with the matrix and ameliorate processing problems.
Silicones, also referred to as polysiloxanes or PDMS, have the repeating unit [Si(R)2-O]- and are prepared from chlorosilanes. Depending upon the number of repeating units in a polymer chain and the degree of crosslinking, several different types of commercial silicone products can be produced: fluids, emulsions, compounds, lubricants, resins and elastomers or rubbers. The silicone material discussed in this article is a silicone elastomer, suitable for use as an inflatable fabric coating.
Nanoscale additives in silicone coatings offer the opportunity to improve physical gas barrier properties, in addition to enhancing mechanical properties. Some data indicates that oxygen transmission rates for nanocomposites of silicone are usually less than half that of the unmodified polymers. The aspect ratio of the additive nanoparticles has been shown to have a major effect on enhancing gaseous barrier properties, particularly with higher aspect ratios.2 Researchers at Argonne National Laboratory demonstrated that the oxygen barrier properties of nanocomposite films were 200,000 times better than oriented propylene and over 2,000 times better than Nylon-6.3 Researchers at NASA showed that by adding about 2 vol% additives in a thermoplastic matrix, the hydrogen permeability can be reduced by 10 to 20%.4
 Credit: NEI Corporation Credit: NEI Corporation
|
| Figure 1 Click to enlarge |
Experimental Procedures
An example of the wide variety of airbag applications is the Mars Pathfinder airbag system. With funding provided by NASA, we chose to work with materials similar to those used for this Mars mission. Dow Corning Liquid Silicone Rubber (LSR 3730) was used as the base silicone material. It is a two-component, fumed silica-filled, high solids (>98%) vinyl-addition (platinum catalyzed), high-temperature-curing (150-200 °C) silicone with high viscosity (165,000 cSt). This is a commercial coating formulation optimized for adhesion to fabrics and is chemically similar to the silicone rubber used to coat the Mars Pathfinder airbags (i.e., Silastic LT-50, a Dow Corning product designed for enhanced low temperature performance). The fabric used was Vectran, a commercial woven fabric obtained from Fabric Development, Inc.
NEI nanoscale additives, hereafter called Nanomyte™ PC-30, were prepared by modifying the surface of inorganic nanoparticles with organic functional groups that can react with the silicone matrix, thereby facilitating dispersion and allowing chemical bonding of the nanoparticles with the matrix. The functional groups also improve the adhesion of the silicone coating with the fabric.
Nanomyte PC-30 was mixed thoroughly with part B of LSR 3730 before mixing with part A and catalyst. The mixed, uncured silicone resin was then applied to Vectran fabric and cured at 190 °C, followed by aging at 120 °C. This coating and curing process was then repeated to apply a second coat.
Coated Vectran sheets were cut to the standard geometry as specified in MIL-C-21189(Aer) TM 10.2.4 for cut-slit tear testing. Samples were tested on a CRE-type tensile machine using hydraulic/pneumatic grips.
Peel testing was conducted according to ASTM D 1876-01, Standard Test Method for Peel Resistance of Adhesives (T-Peel Test) using an MTS QTest/25 Elite Controller frame fitted with a 5kN load cell and rubber-faced, manual grips. To prepare T-Peel test samples, uncured coating material was applied to the coated faces of two cured, coated Vectran sheets using a drawdown process. The sheets were then laid face-to-face to make sandwiched sheets, which were compressed together and cured.
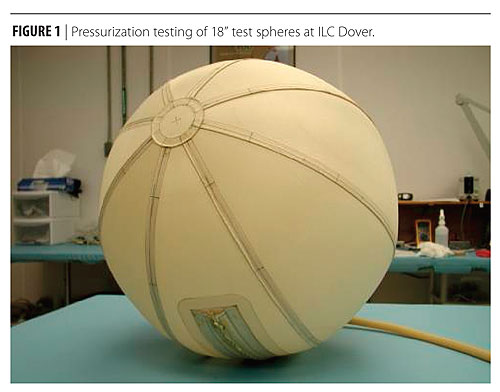
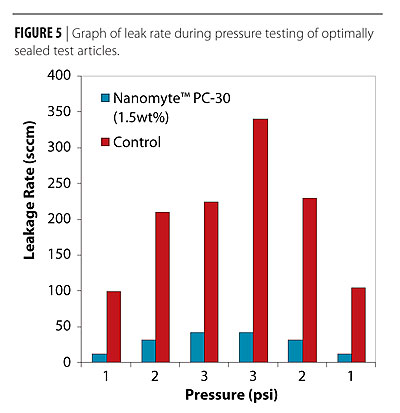
Spherical test articles, 18” in diameter, were fabricated at ILC Dover (a leading manufacturer of high-performance softgoods, and a collaborator on this project) for leakage testing (Figure 1). The test articles were inflated to 1, 2 and 3 psi, and the leak rate was measured. This was followed by holding the inflation pressure at 5 psi, then reducing the pressure and repeating the leakage tests at 3, 2, and 1 psi.
 Credit: NEI Corporation Credit: NEI Corporation |
| Figure 2 Click to enlarge |
Results and Discussion
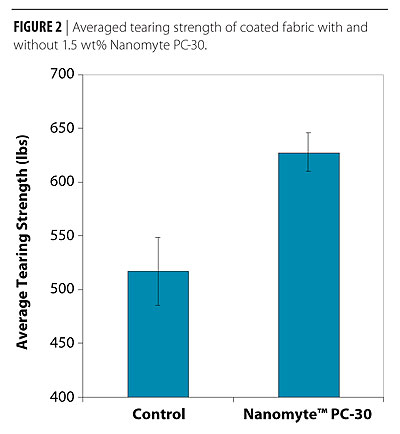
Figure 2 shows the results from cut-slit tear testing. The coated fabric containing Nanomyte PC-30 exhibits significantly improved tear strength.
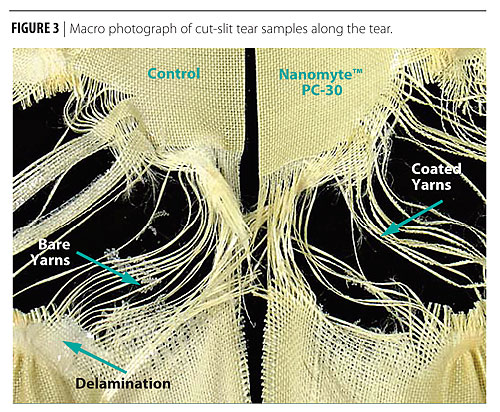
Examination of the tested samples revealed that different degrees of delamination of the silicone coating material from the fabric had occurred as a result of the tearing action (Figure 3). In general, there appeared to be substantial delamination of coating material from the Vectran for control samples, especially at the grip points and along tears. This delamination is an adhesive failure. The samples containing Nanomyte PC-30 exhibited minimal or no delamination. Further, in some cases, residual coating material remained connected to exposed yarns within the tear zone giving a “toothed” appearance, offering evidence of a cohesive failure; this was not observed to such a degree for control samples, where yarns were typically stripped bare.
 Credit: NEI Corporation Credit: NEI Corporation |
| Figure 3 Click to enlarge |
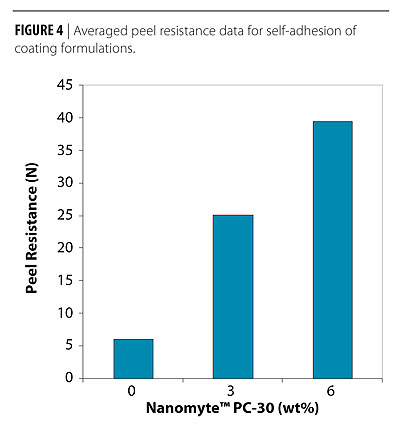
The above tests demonstrate the importance of adhesion between the fabric and coating, which is promoted by Nanomyte PC-30. Further evidence of stronger adhesion is shown by the T-Peel test. Figure 4 shows a strong correlation between Nanomyte PC-30 loading and adhesive strength.
 Credit: NEI Corporation Credit: NEI Corporation |
| Figure 4 Click to enlarge |
In addition to enhancing coating-fabric adhesion and mechanical strength, Nanomyte PC-30 greatly suppresses leakage in fully sealed test articles. Figure 5 shows a strong trend towards reduced test article leakage for spheres manufactured with the nanocomposite material versus control.
Conclusions
We have shown that the mechanical strength and coating-fabric adhesion can be significantly enhanced by adding relatively low levels of nanoparticles. Certain fabric coatings that are used for space applications are formulated with fillers, including metal oxide particles, in order to increase strength. However, these additives typically require high additive loading in order to attain the desired properties, which can adversely impact the weight of the part and potentially result in degradation of mechanical properties. Our approach permits the use of far lower levels of additive loading, which better preserves the material’s desirable characteristics. Further, NEI’s nanoscale additives significantly suppress air leakage in the test articles fabricated.
 Credit: NEI Corporation Credit: NEI Corporation |
| Figure 5 Click to enlarge |
Most importantly, NEI’s technology has a minimal impact on the coating application process. That is, NEI’s patent-pending technology can be readily incorporated into commercially available coating formulations and requires no special processing or equipment when applied to the fabric. In addition, using the NEI nanoparticle additive approach, other desirable functionalities can be engineered into the coating formulation.
Acknowledgments
NEI Corporation is grateful to the NASA SBIR program for funding this Phase II effort, which was carried out under contract NNL07AA11C. The authors wish to thank Ms. Robin C. Hardy of NASA Langley Research Center, Virginia, for her constant encouragement and suggestions during the Phase II program. The authors also wish to thank Ms. Jody Ware of ILC Dover for her support of this development work, particularly with respect to prototype airbag fabrication and testing.
For more information see www.neicorporation.com or email keberts@neicorporation.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}