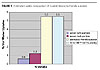
The Importance of Water in Weathering
 Credit: BASF Corporation Credit: BASF Corporation
|
| Figure 1-4 Click to enlarge |
Prior Test Procedures and Field Correlation
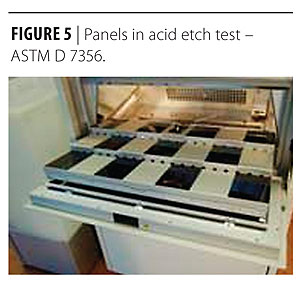
Any accelerated laboratory test must be able to correctly duplicate and predict the type, degree and severity of defect that is seen in actual field conditions. Many tests have been developed in the past that can be used to generate a specific defect and predict the field performance of a coating system. For example, a Gravelometer has been used successfully by customers for many years using multiple types of media to predict various types of chipping that could happen to automotive coatings. Also, a newly developed etch test [ASTM D 7356 (Figure 5)] has very good correlation to actual outdoor acid etch damage to automotive coatings.(1)
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 5 Click to enlarge |
While there are many tests that can predict defects with good field correlation, there are other areas where correlation has been difficult. There are numerous types of scratch test methods and pieces of equipment used in the coatings industry; however it is difficult to point to a single test that correlates well to actual outdoor damage. Many of the tests used to determine cracking potential of a coating do not accurately predict outdoor performance.
There does not appear to be a good test to determine overall coating resistance to materials such as bug residue, tree sap and pollen from various sources. In the case of this type of testing, the challenge would seem to be overwhelming. It does not seem possible to test all potential organic and inorganic materials that could come in contact with an automotive coating.
The accelerated weathering tests used today were developed using single-coat acrylics and high-solids enamels. Gloss loss and color change/fade were the primary modes of failure and, in many cases, failure occurred in less than two years of outdoor testing. The accelerated methods appeared to correlate well to outdoor testing based on these criteria. Coatings today are more complex, and the modes of failure extend beyond gloss loss and color change/fade. The service life expectation for automotive coatings is now 10 years or longer. Analytical techniques used to evaluate failure modes have advanced in their ability to predict coating failures.
 Credit: BASF Corporation Credit: BASF Corporation |
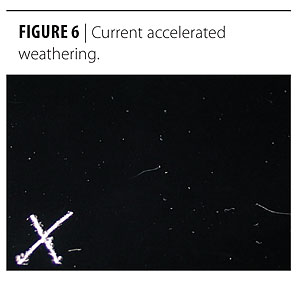
| Figure 6 Click to enlarge |
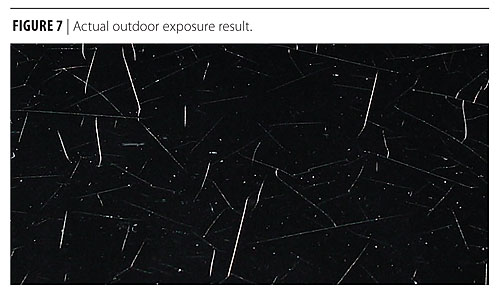
The correlation between current accelerated weathering test results and actual service/outdoor testing of automotive coatings in use today is poor. The test procedures have not kept up with the changes in technology. As mentioned by many previous authors,(2) there are issues with the entire methodology of accelerated weathering, including the filters, light usage, temperatures, humidities, water exposure and the time designated for each cycle step. These issues have led to the inability to properly produce and predict almost every potential defect known in outdoor exposure, including delamination/peeling, cracking, erosion, gloss loss/oxidation and color change/fade (Figures 6-7).
Newer Test Developments
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 7 Click to enlarge |
Light Filter
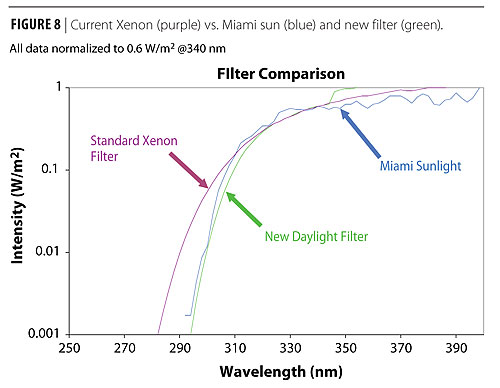
The first change that was obvious to start with in accelerated weathering was the development of a light filter that would successfully match the spectral power distribution (SPD) of sunlight. Given that SPD data existed for sunlight, the challenge was to determine the filter composition that yielded the same SPD after the Xenon light passed through it. Ford and 3M were both successful in their work with glass manufacturers to develop a proper filter combination.(3,4) It is well known that unnatural coating failures can be generated using light sources that do not duplicate sunlight, as well as testing at a higher irradiance and intensity light than is found outdoors (Figure 8). While the original thought was that this could accelerate real failures, the facts are that these unnatural failures lead to higher-cost coating products that are actually improperly formulated for real-world exposure conditions.
Temperature Control
There are some limitations in accelerated weathering equipment pertaining to temperatures. It is possible to approach and maintain temperatures near the average panel/part temperatures expected in many global regions (approx. 70 °C), but it is difficult for equipment to control at the lower temperatures (approx. 20-25 °C) without the use of chiller units. This being said, it does appear possible to achieve a reasonable temperature profile for accelerated weathering within the control limits of the available weathering equipment. To date no technical data has been found to support a requirement for an ambient (room) or lower temperature cycle in an accelerated weathering test for automotive coatings.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 8 Click to enlarge |
Water and Humidity Requirements
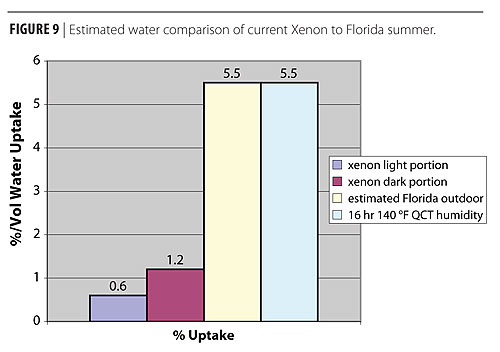
The area in accelerated weathering that was lightly considered for many years was the water and humidity requirements. While it was known that water exposure is part of the outdoor weathering cycle, there were no reasonable efforts made in the industry to understand or to optimize humidity and water usage in accelerated weathering. In the last few years, much of the background data has been collected to define the water exposure outdoors and how this relates to current accelerated testing (Figure 9).(5,6) The challenge after collecting the real water data is to duplicate the same effects in the accelerated test. This goes well beyond controlling the percent humidity in the test cabinet. The actual amount of water in a coating as a function of time and the location of the water within a multi-layered coating film must be determined. The different layers of the coating may have varying degrees of permeability.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 9 Click to enlarge |
As the conditions in the accelerated weathering test get closer to real-world conditions, particularly in the case of water exposure, failures are now being seen in the lab that have not been seen with the current accelerated weathering tests (Figures 10-12). One of the reasons is that the water exposure in current accelerated weathering is low and, most likely with the low amount of water exposure time, the only true exposure to water is within the top layer of a multi-layered coating. For example, in a system comprised of electrocoat, primer, basecoat and clearcoat, water only permeates within the clearcoat layer.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 10-12 Click to enlarge |
As the water exposure is increased, the amount of water in the film is increased, and the distribution of water within a multi-layered coating also changes. For an automotive coating system, water now could be reaching through all of the coating layers, reaching as far as the phosphate surface.
When water permeates entirely through multiple coating layers, both chemical and mechanical changes can result. Water can certainly participate in numerous reactions, including acid- or base-induced hydrolysis. Water can also interact with humidity-sensitive materials in coating formulas, causing the formation of physical defects. The uptake of water into various coating layers is also different as a function of time, creating various scenarios for mechanical expansion/contraction situations within a multi-layered coating. These mechanical changes caused by water can certainly cause and contribute to the formation of coating system defects, including such defects as cracking and coating layer delamination.
There are many failure examples caused or aided by the exposure of an automotive coating system to water. The first simple defect is the whitening of a coating due to the coating having water-soluble components, making it hydrophilic in nature. It is possible for this defect to be seen with only slight water penetration into the clearcoat film of an automotive coating system. In current accelerated weathering methods, this defect can sometimes be noted because the water exposure in these methods does result in some water permeation into the clearcoat layer.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 13 Click to enlarge |
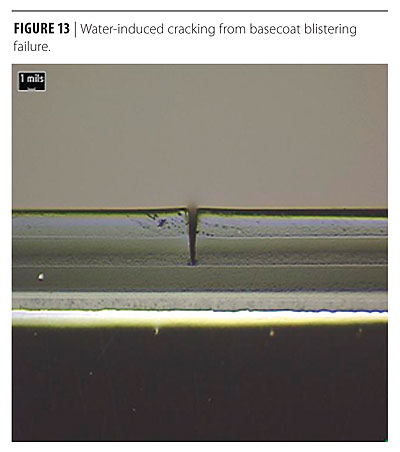
Another type of failure found is related to humidity sensitivity and water interaction with the basecoat film. In this case, water penetrates the basecoat layer and interacts with water-soluble components in the basecoat film. As a result of this interaction, defects form in the basecoat layer and eventually create stress in the upper clearcoat layer. The clearcoat finally relieves its own internal stress by cracking (Figure 13). This defect is essentially not detected by current accelerated weathering methods because there is little-to-no water penetration or interaction with the basecoat layer. The reason for this is that the low water exposure to test specimens as well as the short time duration of the water exposure prevents water from reaching the basecoat layer.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 14 Click to enlarge |
There are also coating delamination failures where water plays a vital role. The example discussed here is a delamination failure in the region of the electrocoat/primer interface. This failure has been seen in real-world situations, but is not properly detected by current accelerated weathering methods.
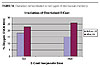
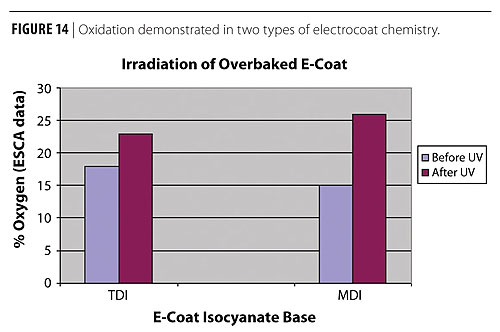
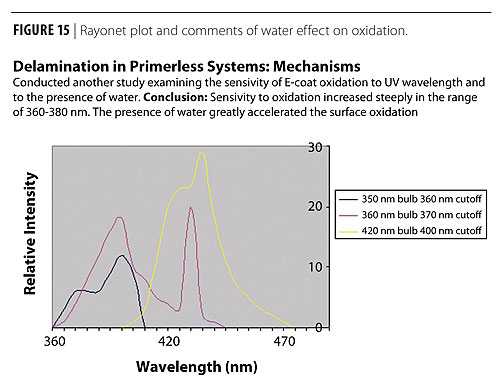
It is well known in the industry that most electrocoat formulations have sensitivity to both UV and visible light. It is very important to design the overlying coating layers to protect the electrocoat layer from any UV or visible light exposure. The electrocoat layer is oxidized as it is exposed to most UV light (Figure 14). Rayonet experiments in 1997 showed that 360-370 nm wavelengths produced more oxidation in electrocoat than 350 nm (Figure 15).
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 15 Click to enlarge |
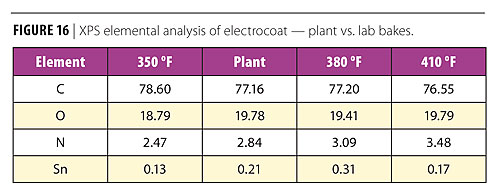
Also, as electrocoat layers are baked, there are usually amine-functional materials that are released from the coating. Some of these materials volatilize into the atmosphere, but some of the compounds can be left on top of the electrocoat film. These amine-functional materials are mostly aromatic in nature and are also subject to degradation with exposure to light.
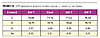
The levels of these materials can be detected using XPS (X-ray photoelectron spectrometer) analysis, basing the amine level on the total nitrogen content found at the electrocoat surface. Analytical data shows that as electrocoats are overbaked, a higher concentration of amine would be expected at the electrocoat surface (Figure 16). An assessment of actual electrocoat bake conditions in an OEM assembly plant can be determined using this technique. Many of these amine compounds could also participate in hydrolysis reactions in the presence of water.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 16 Click to enlarge |
Oxidation-type reactions generally occur upon light exposure to these compounds. A BASF study conducted more than 10 years ago showed that the presence of water at the electrocoat surface was able to greatly accelerate the oxidation reaction. Water will also change the mechanical interaction between the coating layers. Water uptake studies conducted by BASF have shown that different coating layers uptake and hold varying amounts of water. In general, waterborne coatings have three- to five-times greater water uptake than solventborne coatings. Therefore, in a coating system where combinations of solventborne and waterborne layers are used, the mechanical stresses could be greater than those with either all waterborne or all solventborne layers.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 17 Click to enlarge |
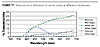
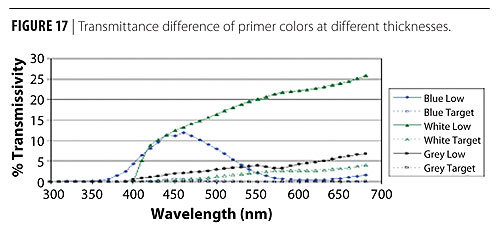
In coating films where the basecoat and primer layers are thin, it would be possible for low-energy UV and visible light to reach the electrocoat surface. This would be more prevalent in lighter basecoat and primer colors, where the light-blocking characteristics are poorer than darker colors (Figure 17). Under this condition, the same effect is being created that existed before primers were in everyday use in automotive assembly plants. When the light alone reaches the surface, the electrocoat can oxidize, but it may not oxidize to the extent where coating adhesion loss would take place.
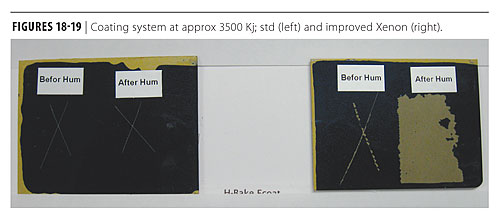
This is essentially the effect in current accelerated weathering, where the effects of water are not realized at the electrocoat/primer interface or deep into the electrocoat layer. The improved Xenon test actually reproduces some specific field delamination cases due to the proper interaction of water within the coating matrix (Figures 18-19). The water interaction most likely produces both chemical and mechanical effects that properly reproduces the delamination failure mode found in actual outdoor exposure.
 Credit: BASF Corporation Credit: BASF Corporation |
| Figure 18-19 Click to enlarge |
Conclusion
Water has always been an important factor in the generation of coating defects with any coating system that experiences outdoor exposure. Whether the effects are chemical or mechanical, these effects need to be reproduced properly in any test designed to duplicate outdoor coating defects. The understanding of water and the proper usage of water in new accelerated weathering cycles will greatly improve the confidence level of preventing coating defects in the future.
The authors would also like to acknowledge Brian Quinn, Don Barber, Mike Garner and Tom Savino from BASF for their contributions and data.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}