Novel Acrylic Polymer Adhesion Technology for Coating Weathered TPO Roofing Membranes
Elastomeric roof coatings (ERCs) have been used for many years as a cost-effective means of maintaining, repairing and extending the useful life of many types of commercial roofing substrates, including sprayed polyurethane foam (SPF), rubber [ethylene propylene diene terpolymer (EPDM)], asphalt, modified bitumen and metal. Until now, a major exception has been thermoplastic polyolefin (TPO) roofs, a popular roofing system first introduced commercially to the U.S. market in 1990.(1) As some of the earlier TPO roofing systems have begun to show signs of natural wear and tear, the challenge has been developing a viable waterborne (hydrophilic) elastomeric roof coating formulation with sufficient adhesion to the amorphous, water-resistant (hydrophobic) polyolefin surface of weathered TPO roofing membranes that also meets ASTM performance standards and withstands harsh outdoor environments.
This article describes highlights of the ongoing laboratory, outdoor exposure and pilot testing of various acrylic polymer emulsion and additive combinations for use on weathered TPO roofing systems. The weathered TPO adhesion challenge was overcome by using a hydrophilic polyacid dispersant, matching the contact angle of the formulation to that of the weathered TPO surface, and by incorporating three separate adhesion technologies to create an acrylic polymer emulsion binder, which ultimately can be used to manufacture an elastomeric roof coating with exceptional TPO adhesion.
After nearly three years of field testing using two formulation prototypes at three different sites, the successful acrylic polymer emulsion was commercialized as RHOPLEX™ EC-3100. The new binder opens the door to manufacturing elastomeric roof basecoats that fully adhere to TPO substrates and cost-effectively extend the useful life of ageing TPO roofing systems by five to 10 years or longer.
The TPO Adhesion Challenge
Used in a variety of applications, TPO technology was first introduced as a non-reinforced, plasticizer-free roofing membrane in Europe in the 1980s. During the early 1990s, manufacturers began adding reinforcing fabric to TPO roofing membranes to increase tear strength. These reinforced systems have experienced rapid market penetration in U.S. low-slope commercial applications since about 1995. Today, they are the fastest growing segment of the U.S. commercial roofing industry, fueled in large part by cost advantages, ease of installation, and the demand for “cool roofing” – white or light-colored surfaces that reflect, rather than absorb, solar energy.(2)
TPO membranes are based on polymers defined by ASTM D 5538-07, Standard Practice for Thermoplastic Elastomers - Terminology and Abbreviations, as “a thermoplastic elastomer – olefinic.” TPO roofing membranes are typically composed of polypropylene plus either ethylene/propylene rubber (EPR) or EPDM, which act as softening agents to make them more flexible. Rounding out TPO roofing membrane formulations are pigments (such as TiO2 and CaCO3), fire retardants, crosslinkers, antioxidants (phenols, amines, phosphites), lubricant/processing aids, and ultraviolet light absorbers.(3) The nature of polyolefin chemistry, as a material with only carbon and hydrogen, makes it a low-surface-energy material that is difficult to adhere to. Though additional ingredients are compounded with polyolefins and EPR or EPDM to make a TPO roof membrane, there are few active surface sites for chemical bonding and adhesion.
Although TPO roofing membranes have followed the classic pattern of new products, with ongoing refinements to optimize their formulations and to meet the demands of the marketplace, the primary mechanical and chemical properties are determined by the dominant components – propylene plus EPR or EPDM.(4) While solventborne elastomeric coatings that adhere to weathered TPO surfaces have been developed, the composition of those coatings is highly flammable and high in odor and VOC content, which can make them complicated to use and apply. The challenge in coating TPO membranes with waterborne elastomeric roof coatings is due to a combination of several factors:
- High initial hydrophilicity of unweathered TPO, as measured by their very low contact angles, with higher contact angle after weathering;
- Lack of functional groups that can normally promote adhesion;
- An amorphous TPO surface, which results from a sheer dependant TPO morphology.
Early Testing
|
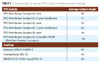
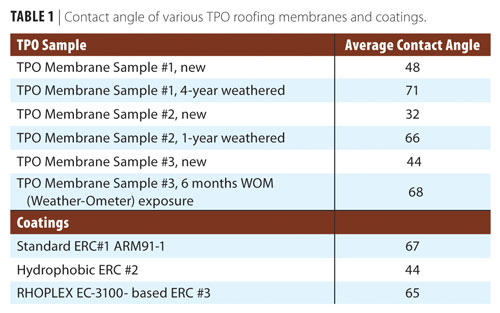
| Table 1 Click to enlarge |
During the early 2000s, an increasing number of roof coating manufacturers inquired about potential waterborne formulations for coating weathered TPO roofs. At the time, there were no viable coating options because existing elastomeric roof coatings did not adhere well to weathered TPO surfaces. In 2002, we acquired several square yards of new TPO Membrane Sample #1 (45 mil), cut it into 3- by 6-inch and 8- by 12-foot sample squares and placed them face up in our Spring House outdoor exposure station near Philadelphia, PA. Although our laboratories include a variety of accelerated weathering tools, we believe there is ultimately no substitute for actual outdoor weathering for the final testing of coatings and the preparation of weathered test substrates.
As we waited for the outdoor samples to acquire sufficient weathering, we tested various prototype coating formulations in the lab using other TPO roofing samples:
- TPO Membrane Sample #2 (45 mil), 10-year weathered (Georgia exposure);
- TPO Membrane Sample #3 (45 mil), six-month weathered (Philadelphia exposure);
- TPO Membrane Sample # 4 (45 mil), three-month and six-month weathered (Philadelphia exposure).
We evaluated various technologies to improve adhesion, including different adhesion chemistries, emulsion compositions and dispersants. All of this initial formulation work was tested on new TPO membranes or TPO membranes that were weathered outside for no more than six months. During this period, most of the adhesion improvements were low, but some were significant enough to suggest we would need to combine multiple adhesion chemistries into one binder.
Following the path toward multiple adhesion chemistries, we developed a new acrylic polymer prototype that combines three different adhesion chemistries. This prototype had improved adhesion to a variety of surfaces, but only showed a 10 percent improvement on weathered TPO. Somewhat puzzled, the research team took a closer look at some of the fundamental mechanisms that govern the adhesion of a coating to a substrate.
- Wetting. Can the coating wet the surface (i.e., macro-wetting)? This is generally influenced by the relative surface energies of the coating and the substrate. Substrates with low surface energy can generally only be wetted with coatings that also have low surface energy.
- If the coating is able to wet the substrate, upon drying, is there intimate physical contact between the coating and the substrate? If the polymer chains are able to deform enough to contact the micro-surface and the functional groups of the substrate, a strong physical bond can form between the two materials (i.e., not a chemical bond).
- Finally, if the polymer is able to contact the substrate on a molecular level (i.e., micro-wetting), specific chemical interactions can develop between the coating and substrate, leading to a chemical type of adhesion. Generally, chemical adhesion leads to the strongest type of adhesion between coatings and substrates. But, as outlined above, it is generally effective only when wetting and physical bonding are present.
Needless to say, water resistance and hydrophobicity are very important to any roofing substrate. Determining the contact angle of a surface is a well-defined test of hydrophobicity in which a drop of fluid – typically water – is placed on the substrate, and, after a specified period of time, the angle the droplet makes with the surface is measured. A higher contact angle indicates greater hydrophobicity. As shown in Table 1, the initial contact angle of water on TPO is relatively low, indicating a somewhat hydrophilic surface.
This is quite surprising considering the presumed hydrophobic nature of new TPO roofing membrane. We assume this is due in part to the processing aids and formulation compounds used to manufacture TPO membranes, which presumably can wash off or erode from the surface with exterior weathering. According to the contact angle data, following exterior or WOM (Weather-Ometer) exposure, the TPO surface becomes more hydrophobic and the contact angle increases. The increase in hydrophobicity of TPO with weathering actually makes it more compatible with the wetting characteristics of the elastomeric coating. This compatibility proved to be very important, as will be discussed further below.
Adhesion Breakthrough
|
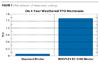
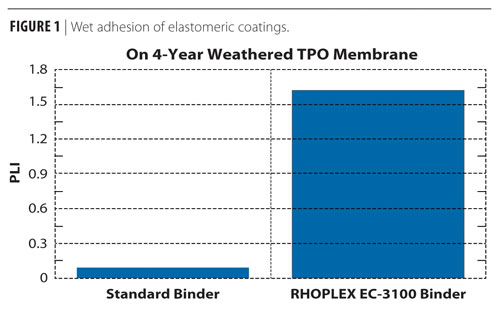
| Figure 1 Click to enlarge |
Final Prototype Polymers/Formulations
With the adhesion challenge solved, the research team proceeded to optimize the final polymer and formulation candidates, working through each class of additive to define the optimal adhesion and durability properties: surfactants, wetting agents, thickening agents, pigments and extenders. One major difference from conventional elastomeric coatings is that we found that zinc oxide – a common ultraviolet light protector – interferes with the novel adhesion chemistry of our prototype. Zinc oxide was replaced in our formulations by adding a small amount of titanium dioxide to maintain a constant pigment-to-volume ratio.

|
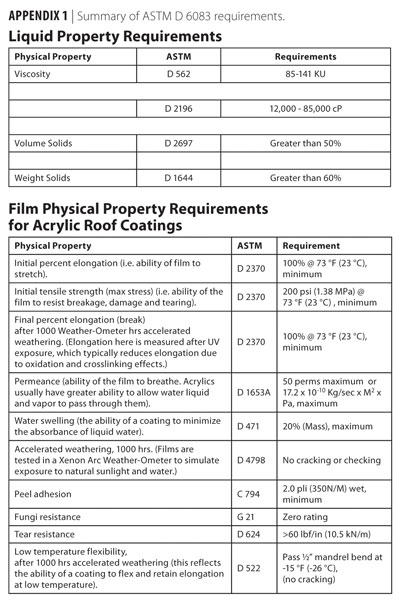
| Appendix 1 Click to enlarge |
Several prototype formulations based on different binders were selected for application on the four-year weathered 3- by 6-inch TPO Membrane Sample #1. These coatings were tested for performance according to ASTM D 6083 – Acrylic Elastomeric Roof Coating, (see Appendix 1).
Ultimately, two of these prototype emulsions (Candidates #1 and #2) were chosen for final field trials.

|
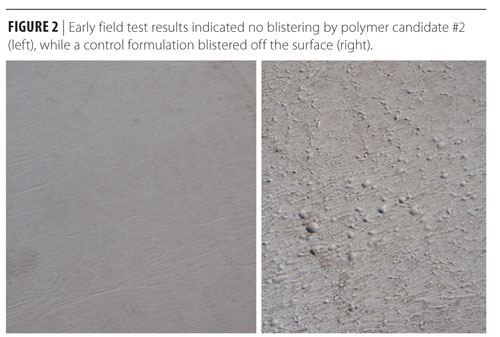
| Figure 2 Click to enlarge |
Field Trials
The first field trials commenced on 8- by 10-foot roof deck mockups at the Spring House exposure station in November 2007, with both of the final polymer candidates coated over new, unweathered TPO Membrane Sample #1 (45 mil) Early results showed no blistering, while a control formulation blistered off the surface (Figure 2).
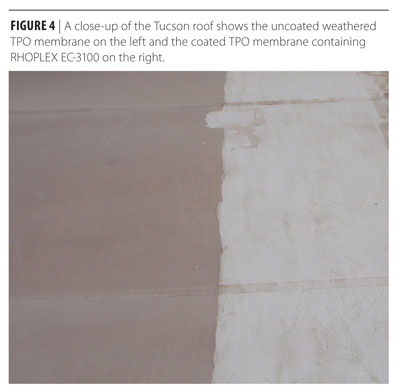
A second field trial was initiated in cooperation with Pro-Tech Products in May 2008 in Tucson, AZ, on an existing commercial roof with TPO Membrane Sample #1. After 12 years of weathering, the white TPO membrane had become tan, and the surface was chalked and micro cracked due to high UV exposure in the Southwest United States. The substrate was power washed with water and dried before coating. Candidates #1 and #2 were coated over select large areas of the roof, but not the entire surface (Figures 3 and 4).

|
| Figure 3 Click to enlarge |
A third trial began in cooperation with Structural Elastomeric Products in August 2008 on a two-level commercial roof in New Mexico with a seven- to eight-year weathered TPO Membrane Sample #2. Both levels were coated using polymer candidates #1 and #2 as the basecoat on different sections of the roof. A commercial elastomeric roof coating formulation was used as the topcoat.

|
| Figure 4 Click to enlarge |
Field Trial Results
After more than two years of field testing, there was a significant variation in results among the trials. Both candidates performed well overall, with no peeling, cracking, flaking or loss of adhesion. However, while candidate #1 exhibited higher peel adhesion results in lab tests, it also blistered on the roof, while candidate #2 did not. Candidate #2 also exhibited good adhesion strength during scratch/probe tests in active ponded water areas. Although Candidate #1 had superior adhesion in lab tests, Candidate #2 emerged as the better practical option due to better field adhesion, stability, easier application properties and preferred drying characteristics.

|
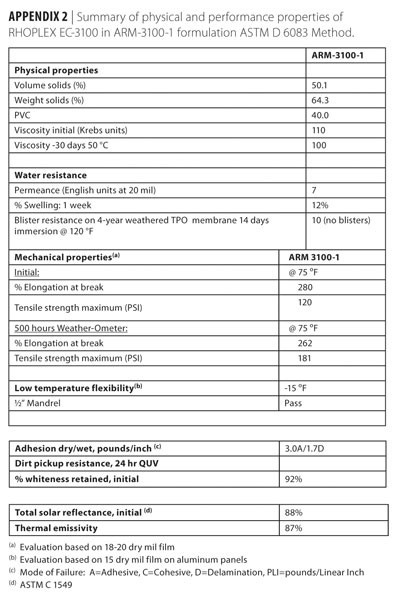
| Appendix 2 Click to enlarge |
In the third roof trial, Candidate #2 also exhibited adhesion strength of about 5.0 PLI before failure in the field peel adhesion test based on ASTM D 903: Standard Test Method for Peel or Stripping Strength of Adhesive Bonds. This result is well above the target of 1.5 PLI. Candidate #2 also provided reflectance and emittance performance roughly equivalent to new TPO membranes, restoring the “cool roof” performance of the original roofs.
One thing to note is the adhesion technologies utilized in Candidate #2 – now RHOPLEX EC-3100 – reduce the tensile strength of the coating and therefore compromise its compliance to the ASTM D 6083 norm. This suggests that RHOPLEX EC-3100 is an ideal choice as a basecoat binder, which, when coupled with an established ASTM D 6083-compliant elastomeric roof coating as a top coat, provides exceptional TPO adhesion, as well as exceptional durability, water resistance and reflectivity.

|
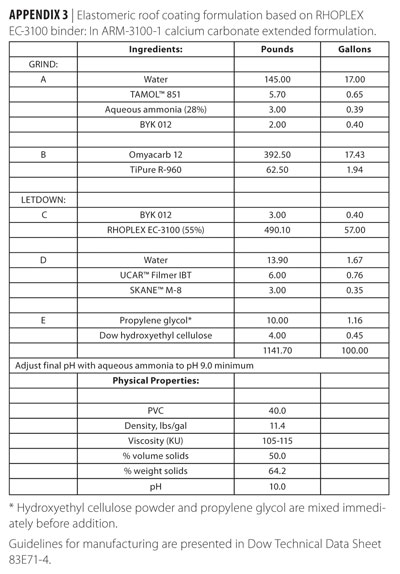
| Appendix 3 Click to enlarge |
We continue to monitor the performance of both prototypes in all three field trials. An aerial view of the large white trial roof in Tucson can be seen using the free version of Google Earth (http://www.google.com/earth/download/ge/agree.html): Select “Fly To” and enter: 6025 East Broadway, Tucson, Arizona. Zoom in on the large white roof. The current view is dated 11-20-09, 1.5 years after the trial began.
Conclusion
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}