Design and Performance of Radiation-Curable Acrylates with High Renewable Carbon Content
Introduction

|
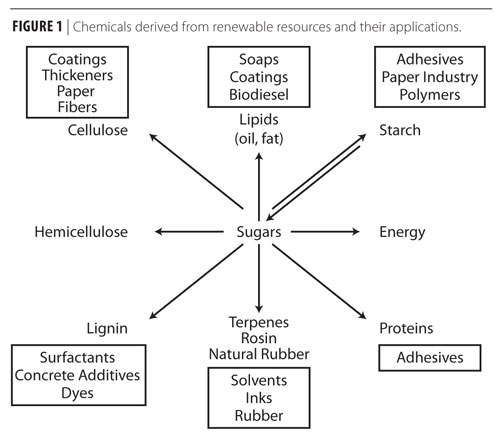
| Figure 1 Click to enlarge |
Chemicals derived from renewable resources have long been widely used in a variety of industrial, household and cosmetic applications. Nearly all of the renewable raw materials used are plant-based and are all ultimately derived from plant sugars formed by conversion of CO2 by photosynthesis (Figure 1). These raw materials are converted to final products using a range of chemical processes such as esterification, epoxidation, hydrogenation, fermentation, hydrolysis, dehydration or polymerization.
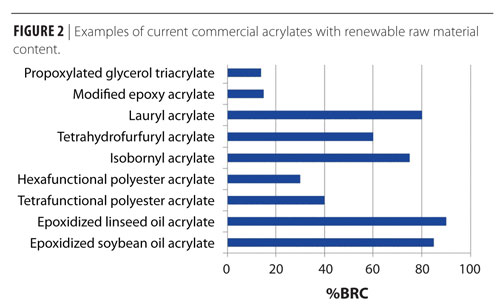
Like the chemical industry, radiation-cure applications have also long used renewable raw materials in a variety of ways. Materials like rosin esters, sucrose esters and vegetable oil derivatives are used as inert ingredients for pigment wetting, thickening or plasticization. There are also a significant number of reactive acrylate monomers and oligomers on the market that are at least partially based on renewable raw materials. Some examples are shown in Figure 2, along with their biorenewable carbon content.(1)

|
| Figure 2 Click to enlarge |
While there are several different ways to express the renewable content of a chemical product, this paper uses the biorenewable carbon content, or %BRC. The %BRC has the advantages of being easy to understand and calculate, reasonably widely accepted and verifiable by analytical testing.(2,3) The %BRC can be calculated by the equation:
%BRC = 100 x (# of Biorenewable Carbon Atoms/# of Total Carbon Atoms)
Some of the current commercial examples have impressively high %BRC values, but until there is a viable commercial supply of bio-sourced acrylic acid it will be impossible to make 100%-renewable acrylates. While there is development activity in this area, availability at reasonable prices is still likely several years away.(4) Despite the commercial availability of radiation-curable acrylates with partial biorenewable carbon content and their widespread use in some applications, there is still a need for new offerings with higher %BRC and improved properties. In particular, there are needs for multifunctional low-viscosity diluents and for oligomers with low color and properties suitable for general coatings applications.
Results and Discussion

|
| Table 1 Click to enlarge |
Table 1 introduces a series of six new radiation-curable acrylates with BRC contents of 50 to almost 90%, and functionalities of 2 to 12 acrylate groups per molecule. The products are all derived from readily available renewable raw materials and were converted to acrylates using standard techniques such as esterification, epoxy addition and urethane formation. The properties of each are discussed in more detail below.
As noted above, there is a need for low-viscosity, multifunctional monomer diluents with high BRC. Monomer 1 is a higher-molecular-weight analogue of 1,6-hexanediol diacrylate (HDDA) made by conventional acrylate processing techniques using a raw material derived from a common vegetable oil.

|
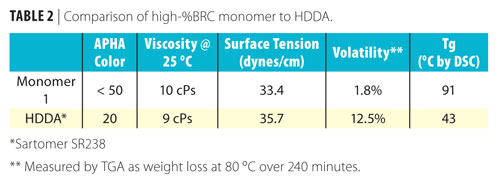
| Table 2 Click to enlarge |
Table 2 shows a comparison of the basic properties of Monomer 1 to HDDA. Monomer 1 has liquid properties similar to HDDA with the benefits of reduced volatility, less skin irritancy, higher Tg and better flexibility. Diluency power, cure efficiency and weathering performance have been found to be nearly identical to HDDA. Its balance of properties make Monomer 1 well suited for applications such as ink jet, screen and flexo inks and exterior coatings. The performance of Monomer 1 as a diluent in simple, high-BRC formulations is discussed below.

|
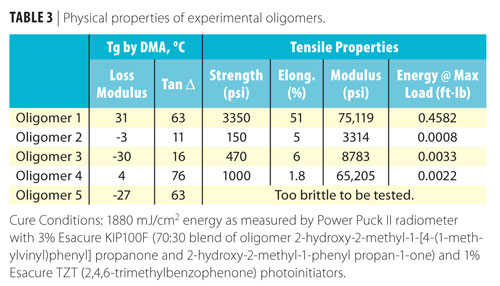
| Table 3 Click to enlarge |
The basic physical properties of Oligomers 1 through 5 are shown in Table 3. Each oligomer will be discussed separately in more detail below.
Oligomer 1 is one of several urethane acrylates that have been made from hydroxyl-functional vegetable oils or derivatives. In addition to varying the vegetable oil portion of the product, the use of urethane chemistry allows for adjustment of properties by choice of isocyanate and acrylating agent. Oligomer 1 exhibits the high flexibility and toughness typical of many urethane acrylates. Other urethane acrylates with modified structures are being tested.
Oligomer 2 and Oligomer 5 are both made from raw materials that have undergone one or more chemical processing steps and are quite chemically pure. One result of this is that the color of resulting acrylates is low compared to most acrylated oligomers with high renewable carbon content. In addition, chemical processing provides structures and resulting properties that are not available directly from nature or from petrochemical sources.

|
| Table 4 Click to enlarge |
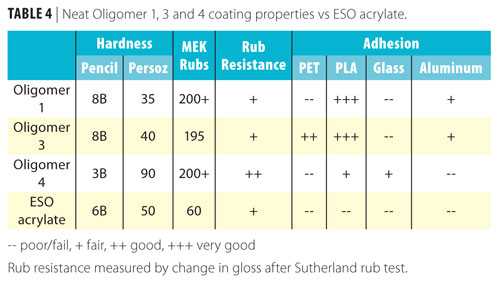
Oligomers 3 and 4 can be considered higher-functionality versions of conventional epoxidized oil acrylates such as epoxy soybean oil (ESO) and epoxy linseed oil (ELO) acrylates. They are made by reaction of a well-defined fatty acid stream with a high-functionality, naturally derived polyol core followed by epoxidation and acrylation using standard methods. Oligomer 3 differs from Oligomer 4 in that only about 50% of the available epoxy groups are converted to acrylate.
So in addition to six acrylates/molecule, Oligomer 3 also contains about six epoxies/molecule, offering opportunities for dual-cure uses. As they are based on a raw material that is chemically processed with relatively pure and well-defined precursors, Oligomers 3 and 4 should exhibit less of the year-to-year and regional variations seen with products that use vegetable oil precursors more directly.
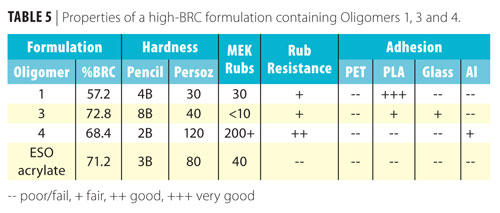
All of the experimental oligomers were tested for basic coating properties as neat materials and in a simple, high-BRC formulation consisting of 50% oligomer, 23% Monomer 1, 23% IBOA, 3% Esacure KIP100F (70:30 blend of oligomer 2-hydroxy-2-methyl-1-[4-(1-methylvinyl)phenyl] propanone and 2-hydroxy-2-methyl-1-phenyl propan-1-one) and 1% Esacure TZT (2,4,6-trimethylbenzophenone). All samples were cured with a Fusion 600 W/in H bulb at 861 mJ/cm2 total UV energy as measured by a Power Puck II radiometer.

|
| Table 5 Click to enlarge |
Oligomers 1, 3 and 4, which are all vegetable oil derived, were compared to a commercial ESO acrylate (Sartomer CN111US). Neat oligomer results are summarized in Table 4 and formulation results in Table 5.
As they are all based on vegetable oils and contain long-chain fatty acids, Oligomers 1, 3 and 4, as well as ESO acrylate, all cure to relatively soft films as measured by pencil and Persoz hardness tests. Within the series, the higher-functionality Oligomer 4 does show higher hardness compared to the others. All of the experimental oligomers do show quite good MEK resistance and are much improved over ESO acrylate in this regard. Interestingly, Oligomers 1 and 3 both provide very good adhesion to PLA (polylactic acid), which is an increasingly popular choice for packaging because of its renewability.(5) Test results on the high-BRC formulations are somewhat disappointing given the fairly encouraging neat oligomer results. However, no attempt was made to adjust or optimize the formulations, and it seems likely that much better results could be achieved.

|
| Table 6 Click to enlarge |
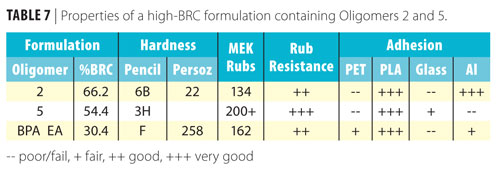
Analogous studies to those above were carried out on Oligomers 2 and 5. Although the two materials are based on quite different raw materials, they do have some similarities: both are at least partially cyclic in structure, have low viscosity and are diacrylate functional. In this case a standard bisphenol A epoxy acrylate oligomer (Sartomer CN120), which shares the cyclic structure and difunctionality, was used as the comparison.

|
| Table 7 Click to enlarge |
In these tests the performance of Oligomers 2 and 5 equals or exceeds that of the epoxy acrylate oligomer in some respects (Tables 6 and 7). In particular, Oligomer 5 has very good hardness, chemical resistance and rub resistance both as a neat material and in the high-BRC formulation. In other work that is being reported on separately, Oligomer 2 has shown very good performance as a moisture vapor barrier material.(6)
Conclusion
A series of new acrylate monomers and oligomers with high renewable carbon content and differentiated physical properties has been developed. Some of these products may help address performance needs that cannot be met by high-%BRC acrylates currently on the market. Work is ongoing to further explore the properties of these new materials in a range of applications, and new materials with high renewable carbon content and enhanced properties continue to be developed.
This paper was presented at the RadTech 2010 Technology Expo and Conference, Baltimore, MD, www.radtech.org.
The author would like to thank James Goodrich and Sarah Cotts of Sartomer’s UV/EB Applications group for formulation and physical properties testing, and all members of Sartomer’s Product Development team for synthesis work.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




.webp?height=200&t=1672116434&width=200 "Sustainability and Bio-based")

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}