New Water-Soluble Catalyst for Two-Component Waterborne Polyurethane Coatings
Two-component waterborne polyurethane (2K WB PU) coating technologies have been commercially available since 1990 and were primarily developed to address VOC reduction requirements that were not feasible with solvent-based technologies at that time.(1) Since the initial introduction of 2K WB PU technologies, advancements have addressed many of the deficiencies inherent to water-based coatings in an effort to match the performance properties and application latitude of traditional solventborne two-component polyurethane coatings.
However, one deficiency of 2K WB PU systems that can be difficult to overcome is the drying speed, particularly under high humidity conditions. This is especially evident when using typical polyester polyols as the OH component of the system. Acrylic polyols do not impart as severe dry time slowing under high humidity conditions, but other properties such as flexibility, durability or chemical resistance may be compromised. Therefore, it would be of interest to examine whether proper choice of catalyst could provide improvements in dry time for polyester-based 2K WB PU coatings.
The performance of common polyurethane catalysts such as dibutyl tin dilaurate (DBTDL) in waterborne systems is diminished mainly due to incompatibility and hydrolytic instability in the aqueous matrix. Enhanced hydrolytic stability and water solubility are two important features for an effective waterborne polyurethane catalyst. In addition to these features, a suitable waterborne polyurethane coating catalyst should provide the desired reactivity and property development for a wide range of formulation characteristics (chemistry, functionality, additives, % solids, etc.). Ideally, an effective waterborne polyurethane catalyst should also promote consistent application and performance attributes under a variety of environmental conditions, including temperature and relative humidity.
Reaxis has developed a new water-soluble catalyst that has excellent hydrolytic stability and provides enhanced properties in 2K WB PU formulations under a variety of environmental conditions compared to typical polyurethane catalysts. This article will focus on shelf-life stability, pot life, dry times, solvent resistance and the effect of humidity on curing rates.

|
| Figure 1 Click to enlarge |
Reactivity and Film Formation
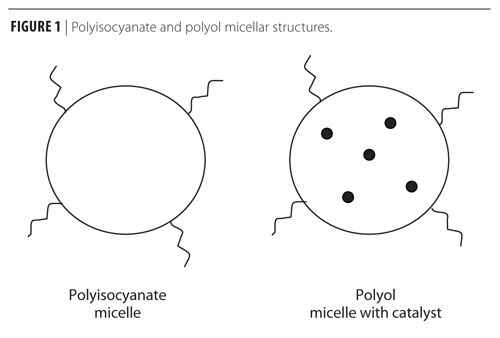
There are two methods that can be utilized to prepare stable 2K WB PU coating formulations.(2) The first involves the use of hydrophilically modified polyols to provide an emulsifying capability that allows the use of typical hydrophobic polyisocyanates. The polyol droplets are typically much smaller and surround the polyisocyanate droplet, helping to disperse it. Emulsification occurs as the polyol droplets surround the larger polyisocyanate droplets to create a stabilized polyisocyanate micelle.
In addition, a typical 2K WB PU coating can be prepared using a hydrophilically modified polyisocyanate mixed into a polyol dispersion. The polyisocyanate can form a micellar structure without the aid of the polyol (Figure 1). As the formulation ages, the polyisocyanate droplets and polyol droplets can begin to coalesce, and the particle size will increase. This usually leads to an initial viscosity decrease. Because of this decrease, the pot lives of these systems are not determined by measuring viscosity increase over time, as is typical in solventborne 2K polyurethane systems.

|
| Figure 2 Click to enlarge |
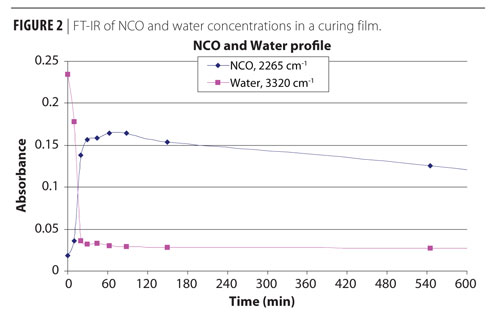
Once the formulation is applied, water begins to evaporate and the particles begin to coalesce and form a film.(3) The curing profiles in Figure 2 were generated by following the relative concentrations of water and isocyanate groups (NCO) by FT-IR. The profiles show that most of the water evaporates over the first 30 minutes, and after 60 minutes almost all of the water has evaporated. At this point, the main reaction occurring is the reaction of polyol hydroxyl (OH) groups with polyisocyanate NCO groups. Catalyst reactivity and selectivity is important because the competing reaction with water is important while the formulation is in the mixing pot, and during the first 30 to 60 minutes after film application. A catalyst that preferentially promotes the reaction of NCO groups with polyol OH groups over the reaction with water is very desirable. Too much water reaction with NCO groups results in bubbles forming from carbon dioxide liberation. If the catalyst is too reactive, too much crosslinking can take place before all of the water evaporates, and pinholes can form from carbon dioxide bubbles being trapped.

|
| Figure 3 Click here to enlarge |
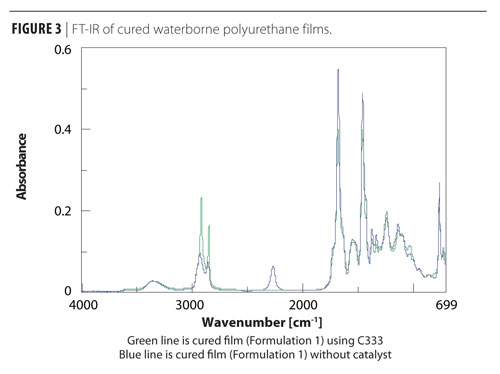
The advantage of using a catalyst can be illustrated by a simple FT-IR experiment. Analysis of films cured with and without catalyst shows the difference in curing completeness. After two days, no isocyanate peak was visible in a film cured utilizing the new Reaxis™ C333 catalyst. In a film prepared without catalyst, the isocyanate peak (2265 cm-1) is still easily visible, as shown in Figure 3.
Experimental
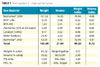
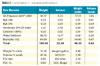
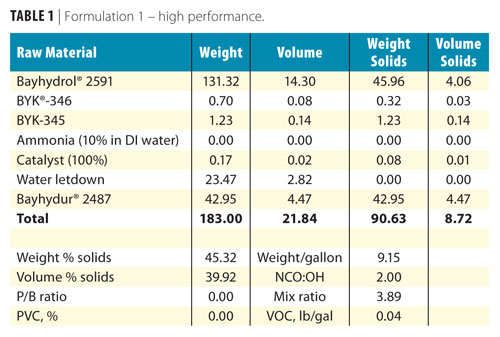
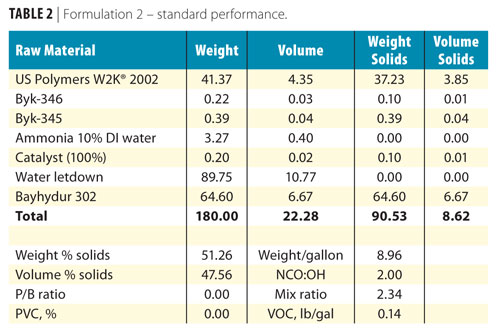
Two polyester/hexamethylene diisocyanate (HDI) formulations of different reactivity were used in this study. Throughout this article these formulations will be defined as follows: Formulation 1 consisted of Bayer Bayhydrol® 2591 urethane-modified polyol and Bayhydur® 2487/1 -isocyanate. Formulation 2 consisted of U.S. Polymers’ W2K® 2002 polyester polyol and Bayhydur 302 isocyanate.
|
| Table 1 Click to enlarge |
We further defined the formulations as high performance and standard performance based on the hydroxyl functionality and backbone structure of the polyols. Thus, Formulation 1 (tetra functional urethane functional polyol with OH equivalent weight of 436) was defined as high performance, whereas Formulation 2 (polyester polyol with OH equivalent weight of 252) was defined as standard performance. The equivalent weights at 100% solids were 436 for Bayhydrol 2591, and 252 for W2K 2002. These formulations are shown in Tables 1 and 2. The catalysts were used at levels of 0.2% based on resin solids.
|
| Table 2 Click to enlarge |
In preparation of the coating, part A (polyol, catalyst, water, wetting additive) was mixed with part B (isocyanate) for 1 minute. Using a Binks siphon spray gun set to 50 psi at the gun, each coating was spay applied onto an aluminum substrate to a dry film thickness of 1.5-2.0 mils. The coatings were air dried for a specific time as required by the test methods used. ASTM-defined methods for set-to-touch, dust free, dry hard, MEK double rubs and pencil hardness were followed in determining the physical properties.
Results
Physical Properties Results of comparative physical properties demonstrate that the formulations with Reaxis C333 provided the shortest dry times across the board, from set to touch to dry hard. They also yielded the same ultimate physical properties as any other catalyst. The ultimate physical properties are, of course, determined by the nature of the raw materials chosen. The C333 helped to achieve these ultimate properties in the shortest amount of time. Catalysts promote the reduction of the time needed to achieve final properties but can also reduce the ultimate physical properties if they promote undesirable side reactions. Therefore, selectivity is an important feature.

|
| Table 3 Click to enlarge |
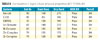
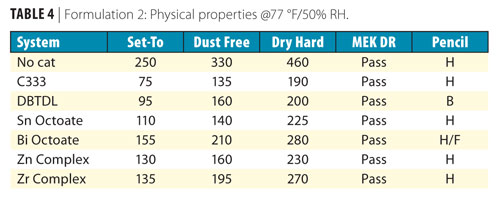
Table 3 illustrates that all catalysts performed similarly in robust polyol, but dry hard time for C333 was the best. We define the robustness of a polyol as the propensity to provide better final film properties in the formulation, all other things being equal. Table 4 shows that use of C333 resulted in faster property development in the less-robust polyol system.

|
| Table 4 Click to enlarge |
One of the important advantages of the C333 catalyst is that it is soluble in both organic and aqueous phases. This makes the catalyst compatible with most systems, and it ensures a homogeneous distribution in the formulation. This helps ensure uniform curing of the coating.
Shelf-Life Stability
It is important to establish suitable shelf life stability for the A and B components of 2K WB PU systems for practical applications. Best stability is normally seen when the catalyst is added to the A side. Use of catalyst in the B side (NCO) can result in the formation of side products such as biurets, allophonates, isocyanurates, and ureas under certain conditions. Also, use of catalyst on the A side avoids the catalysis of the water/NCO reaction should the mixture absorb water on standing.

|
| Table 5 Click to enlarge |
Some catalysts are designed to be used in the polyisocyanate matrix (B side); however, this is not common practice. As mentioned previously, this can lead to many problems if traces of moisture get into the polyisocyante component. We did not observe any differences in performance of aged vs. non-aged B side formulations except that the C333 system best retained pencil hardness. As long as the B side is kept free of moisture, C333 shows the best versatility for use in either side.

|
| Table 6 Click to enlarge |
Pot Life
In waterborne coatings, pot life is typically not measured by viscosity increase, since a decrease in viscosity on aging is normally encountered. The typical measurement of pot life for waterborne coatings involves determination of physical properties after a specified aging time.

|
| Table 7 Click to enlarge |
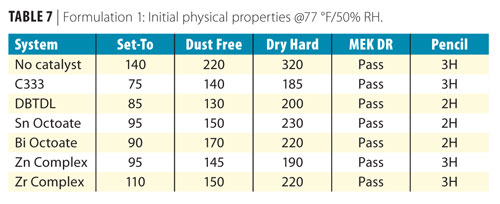
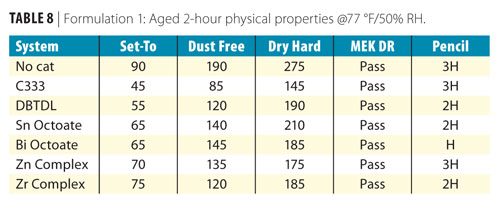
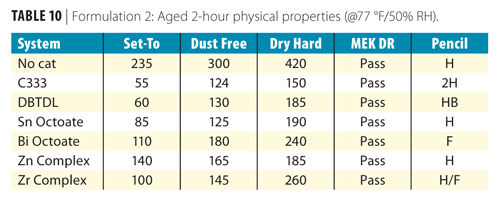
Even though C333 promoted the achievement of ultimate properties, it still allowed a reasonable working time (at least 2 hours) after mixing the A and B sides. The drying times were reduced due to some reaction in the pot, but the ultimate properties were unchanged. However, as illustrated in Tables 8 and 10, the difference in pencil hardness of the C333-based system compared to the other catalysts was more pronounced after aging.
|
| Table 8 Click to enlarge |
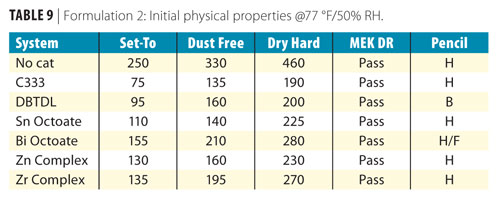
Coating Properties at Variable Humidity
The C333 catalyst provides robust curing under a wide range of humidity conditions. High humidity very often leads to slow drying of waterborne coatings. The drying times and ultimate physical properties of coatings were relatively unchanged when C333 was utilized. This is advantageous to an end user because it allows coating application to be done under a wider variety of conditions. For example, consistent application can be achieved at high humidity and/or heat in exterior environments where temperature and humidity are not controllable.

|
| Table 9 Click to enlarge |
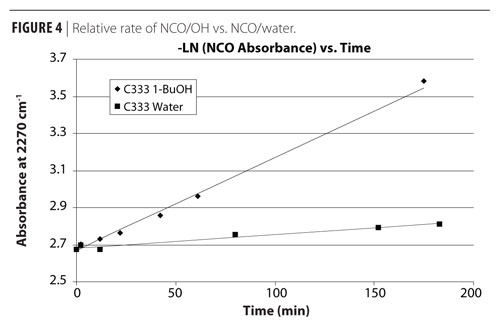
Selectivity of Isocyanate/Water Reaction versus Isocyanate/Hydroxyl Reaction
The relative selectivity of C333 for promoting the reaction of isocyanate with hydroxyl groups versus water was investigated by FT-IR. A polyisocyanate and co-reactant were mixed in dipropylene glycol dimethyl ether at 0.8 molar concentrations. The catalysts were used at a 200 ppm metal concentration based on reactant solids.

|
| Table 10 Click to enlarge |
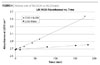
The peak heights of the NCO absorbance were plotted as the negative natural log (-Ln) versus time in minutes. The slopes of the plots were then compared to determine the relative rates. Figure 4 shows that the reaction of 1-butanol with a primary aliphatic NCO group is 6.7 times faster than the reaction of water with the NCO group. This is very advantageous for the formulation of 2K waterborne urethane coatings, as it helps to prevent foaming, which could lead to poor film appearance. Seneker and Potter reported a selectivity of about 2 for DBTDL.(4)
|
| Figure 4 Click to enlarge |
Figure 5 shows that the reaction of water with NCO catalyzed by DBTDL is 1.45 times faster that the reaction catalyzed by C333.
Summary and Conclusions
Reaxis C333 is a water-soluble, hydrolytically stable catalyst that provides fast dry times and very good physical properties for 2K WB PU formulations under a variety of temperature and humidity conditions. Many 2K WB PU systems suffer from slower dry times and diminished physical properties at higher humidity, so use of C333 offers wider application latitude.
C333 is unique in that it is soluble in both aqueous and organic media, thus providing very wide formulation latitude and allowing for uniform distribution in the liquid coating, leading to uniform cure response throughout the film.
|
| Figure 5 Click to large |
The robustness of C333 is demonstrated by the fact that the physical properties and drying times of 2K WB PU formulations containing this catalyst are maintained after aging. Also, the pot life and shelf stability of these formulations are excellent.
The superior selectivity of C333 (compared to DBTDL) in promoting the reaction of isocyanate with hydroxyl groups versus water was confirmed by FT-IR. This is a very important advantage over typical catalysts for the formulation of 2K WB PU coatings, as it contributes to prevention of foaming, which helps to optimize film appearance.
Further experimentation is required to better define and understand the advantages for use of C333 in 2K WB PU systems and related coatings technologies. This initial study has provided promising data that merits further investigation.
For more information, contact Reaxis Inc. at 800/426.7273 or visit www.reaxis.com.
This paper was presented at the Polyurethanes 2010 Technical Conference, sponsored by the Center for the Polyurethanes Industry of the American Chemistry Council, in partnership with UTECH North America, in Houston, Texas.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}