Cost-Effective VOC Compliance

This 110,000 scfm RTO system has provided a manufacturer of recreational vehicles with significant process flexibility. The company has more than 25 exhaust stack point sources that can be directed to the RTO system for VOC abatement.
The Pacific Northwest is noted for its pristine and clean environment, which has attracted a major influx of new residents and subsequent industrial finishing business growth to the region. To maintain clean air standards, many industrial finishers and spray coaters have expanded their operations while achieving cost-effective air quality compliance of volatile organic compound (VOC) emissions with dual-chamber regenerative thermal oxidizer (RTO) technology.
Regenerative heat transfer is extremely energy efficient and typically is rated at 95% air side primary heat recovery effectiveness at a full flow rate for most RTO systems. Figure 1 illustrates the operation of a dual-chamber RTO system. The process VOCs are captured from the spray booths and ducted to the RTO forced draft fan, where they enter the RTO poppet valve flow control plenums. The VOCs are cycled up through the first heat transfer bed, where they are oxidized or purified at 1500-1600°F temperatures in the RTO combustion chamber during a minimum 0.75-second retention time. The high temperature ceramic media in the second bed is then preheated by the 1500-1600°F purified combustion chamber air as it passes through the second ceramic media bed and into the stack, where it exits the RTO as harmless water vapor.
RTOs come in many shapes, sizes, bed configurations (single bed, dual chamber, three, five, seven chamber, etc.) and ceramic media types. Random ceramic media have been used successfully for more than a century for high-temperature heat transfer in the glass industry and have also been used effectively since 1970 in RTO applications. Many RTO suppliers today also use high-velocity ceramic structured block media. However, structured media typically cost three to five times more than random packings, require much longer warm or cold startup times, and are also significantly more labor intensive to install in, and remove from, the RTO system.
The following case studies summarize three Pacific Northwest industrial finishing firms that successfully have installed dual-chamber RTO technology with low-pressure-drop random packing heat transfer media and poppet valve flow control for VOC abatement and compliance.
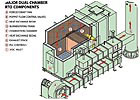
Figure 1. A schematic showing the operation of a dual-chamber RTO system.
Recreational Vehicle Spray Booth Coating
In 2001, a major Oregon recreational vehicle (RV) manufacturer expanded and consolidated its paint shop operations to meet growing demand for its custom coated and painted recreational vehicle product lines. The manufacturer selected a two-module 110,000 cfm dual-chamber RETOX® RTO system with low-pressure-drop 95% primary heat recovery ceramic heat transfer media. The system includes custom-designed controls with Ethernet capability to provide real time data logging and remote telemetry service diagnostic support 24/7 by the RTO supplier.The RTO system has provided significant process flexibility to the manufacturer, which has more than 25 exhaust stack point sources that can be directed to the RTO system when needed. The dual-chamber RTO system provides 99% reduction of VOCs and hazardous air pollutants (HAPs), while also giving the paint shop the choice to use either solvent- or water-based coatings. If only a few paint booths are scheduled to apply solvent-based finishes, the RTO system can be turned down and the flow rate balanced automatically by dual AC variable-frequency drives, which sense the inlet duct pressure upstream of the dual-chamber RTO. This feature allows the paint shop to cost-effectively handle a minimum 12,000 scfm flow up to the maximum capacity of 110,000 scfm.
The dual-chamber RTO system also provides the manufacturer with an integral "bake-out" feature, which allows the paint shop to periodically elevate the RTO media temperature that burns off any organic paint solids that may accumulate on the cold face of the RTO media. Even though each spray booth has multiple filters, organic paint solids can carry over from the finishing processes. Any overspray buildup in the RTO can be inspected visually and monitored by the PLC through periodic checks of bed pressure drop. In the past, a rotary concentrator abatement technology had been used by this manufacturer. However, organic paint and solids masking on the concentrator media caused numerous shutdowns, making the rotary concentrator significantly more maintenance-intensive and less reliable than the RTO system.
The two-module dual-chamber RTO system with a common stack has been tested at 99% VOC abatement and also operates in a flameless no-nitrogen oxides (NOx) mode. The supplemental natural gas injection (NGI) capability of the RTO does not require the burner and combustion air blower to operate after the initial one-hour burner cold startup for the paint shop, and therefore does not generate any NOx byproducts of burner combustion.

This 22,500 scfm dual-chamber RTO system provides greater than 99% VOC control of the styrene and alcohol HAPs for a Seattle-area manufacturer of windows and doors.
Window Manufacturing and Vinyl Pultrusions
A growing Seattle-area manufacturer of windows and doors selected a 22,500 scfm dual-chamber RTO system in 2004 for the abatement of styrene and alcohol VOCs from its vinyl pultrusion and coating operations. Several vinyl coating lines are exhausted into a common duct header that leads into the RTO system. The system provides greater than 99% VOC control of the styrene and alcohol HAPs. An integral AC variable-speed drive with inlet pressure control provides automatic RTO system operation from a maximum 22,500 scfm flow down to a minimum 5,500 scfm process flow rate.A high demand for its products caused the window manufacturer to require the RTO supplier to adhere to a rapid 12-week shipment cycle, followed by a two-week or shorter installation schedule. A substantial amount of shop assembly allowed the RTO supplier to install the dual chamber RTO in less than three days. The minimal downtime for system installation and system balancing provided the window manufacturer with increased production availability while allowing the company to attain VOC compliance.
Like most lean manufacturing and finishing operations today, the window manufacturer does not have a large engineering and maintenance staff, so its VOC abatement technology had to be both reliable and simple to maintain to provide the maximum productivity. The dual-chamber RTO has experienced virtually zero downtime over the first three years of operation. The system's energy costs are minimal due to the efficient 95% primary heat recovery effectiveness of the low-pressure random packing ceramic media heat exchanger. This installation also uses the integral RTO bake-out feature to routinely volatilize any styrene polymers that may condense. The RTO's ability to destroy "high boiler" polymer components such as styrene was a major reason that the manufacturer selected this technology over carbon and rotary concentrators, which could not provide a proven track record of low maintenance and compliance in such a difficult finishing environment.

This 120,000 scfm dual-chamber RTO has provided a wood cabinet manufacturer with a balance of low energy use and low maintenance, while providing extremely high and consistent VOC abatement.
Wood Cabinet Spray Coating and Finishing
In March 2005, a major Washington state wood cabinet manufacturer selected a 120,000 scfm dual-chamber RTO system to comply with federal Environmental Protection Agency (EPA) maximum achievable control technology (MACT) regulations. The company's new 534,000 ft2 wood cabinet finishing and spray both coating facility, which included more than 30 spray booth and coating stations, was due to come on-line in late summer 2005.The cabinet manufacturer's technical project manager evaluated various RTO, concentrator and carbon technologies for air compliance. After extensive assessment, the project manager selected the dual-chamber RTO system because it had the lowest RTO energy use and pressure drop. Additional benefits included the flexibility to abate the VOCs at very high levels without the costly downtime for the carbon or zeolite maintenance that many rotary concentrator systems require.
While pre-filtration was designed for each spray booth, each of the two RTO modules has the bake-out feature to remove any organics or paint residues that may condense on the cold face of the heat transfer media over time. Any organic or particulate buildup is monitored by routine checking of pressure drops across the RTOs beds through the integral telemetry data logging system capabilities custom-designed by the RTO supplier.
The low-pressure-drop dual-chamber RTO design has saved the manufacturer more than 120 fan motor horsepower compared to other three- and five-chamber RTO designs that were evaluated. This savings equates to more than $72,000 in lower annual electric costs (at the plant's current electric rate of 8 cents/kW) compared to other higher-pressure-drop RTO designs. The dual-chamber RTO system has also provided natural gas savings of more than $235,000 per year (at $6.20 per million cubic feet of natural gas) compared to other burner-fired RTO designs evaluated due to the system's flameless natural gas injection (NGI) operation, which does not require the combustion air blower or open flame to operate. The flameless operation "also provided NOx-free operation, which pleased the air regulatory authorities," noted the cabinet manufacturer's project manager.
In addition, the RTO supplier's technical team assisted the manufacturer and its spray booth supplier to optimize the VOC capture, ductwork and PLC control system design. The RTO supplier further minimized the system's energy costs by implementing a proprietary spray booth flow rate reduction design. The original maximum flow rate from the spray booth and coating sources was successfully reduced from 185,000 scfm to 120,000 scfm by cascading the manned spray booth exhaust with ultralow VOC loadings into the unmanned spray booths in accordance with the NFPA standards. "This solution drastically reduced system energy costs; the manufacturer is now using less than $8,800/month natural gas input to destroy the VOCs," said Adwest Technologies' technical project manager, Richard Whitford.
The cabinet plant achieved on schedule startup and compliance with lower-than-expected RTO energy costs. The project team credits their success to an extensive technology review and reference visits to other Pacific Northwest spray coaters and finishing plants. "The site reference visits allowed us to see how well the VOC abatement systems are operating [in other facilities], as well as the energy and maintenance costs. We evaluated some other technologies that claimed to have lower operating costs but were not anywhere near as reliable as our RTO system. What good are low theoretical energy costs if a technology requires frequent expensive additives or cannot destroy our wide range of VOC solvent formulations, including high boiler compounds? Our dual-chamber RTO provides us with a great balance of low energy usage and low maintenance, while also providing extremely high and consistent VOC abatement," said one paint shop team member.
Dual-Chamber RTO Flexibility for Finishers
These three case studies illustrate the high level of VOC abatement that dual-chamber RTO technology can provide to industrial finishing operations. Two-chamber RTO systems also are generally less expensive than three- and five-chamber RTOs, rotary RTO designs and rotary concentrator systems, and the two-chamber design provides a small footprint that requires minimal installation space and cost. The dual-chamber RTOs provide energy-efficient, reliable operation with minimal plant service requirements for today's industrial finishers.Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



