The Latest in Paint Application Equipment and Fluid Handling Systems
Acting on the principle that information sharing and training is valuable to the industry, ITW Ransburg offered a program recently that had a lot of new information and updates on old ideas. The ITW Ransburg Technical Seminar and Demonstration Day highlighted processes and technology in electrostatic and automated finishing systems. The program was held at the company's laboratory in Toledo, OH, and was attended by about 150 people.
The agenda included two sessions, each focusing on products and new technology. The morning session was dedicated to process application presentations and the afternoon session focused on live demonstrations. The technical presentations included:
- Coating nonconductors electrostatically
- Recent advances in robot-mounted applicators
- Fluid handling process, reporting, metering and piggability
- Finish flexibility by controlling the application process
- UV coatings and applications
After lunch, the line demonstrations were conducted in an informal, open-house format where attendees were free to mingle from one demonstration to another with times dedicated for specific demonstrations on the following products:
- Bell and disk application
- UV applications
- Electrostatic hand guns
- Conventional guns
- Electronic plural component
- Advanced control systems--(RCS/ DynaFlow) closed loop controls
There was something of interest there for everyone. Some of the technological highlights were interesting enough for further review.
Coating nonconductors electrostatically
The "how" of coating nonconductive surfaces with electrostatic equipment has not changed too much over the years. Plastic, composites and wood can be treated with "prep-coats," conductive primers and conductive adhesion promoters. The moisture content in wood can create an electrostatic attraction, a characteristic that is often used to promote attraction of powder coatings to MDF. Conductive additives are sometimes added to a molded product to promote electrostatic attraction. In some cases, imaging is used to help with application. A ground image is created by placing a metal fixture behind the nonconductive target. The charged paint is attracted to the image and adheres to the target.
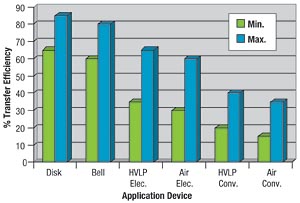
What should be reinforced on this subject is the "why" of working with electrostatic equipment on these nonconductive surfaces. The answer is the transfer efficiency of the coating. Air spray without electrostatic attraction provides very poor application efficiency. By adding electrostatic attraction, the percentage of paint sprayed that goes onto the target is greater and the amount of paint that is oversprayed is lower (Figure 1).
Advances in robotic automation in painting and coating processes
Robotic painting has long been popular with automotive parts painters. Advantages include:
- Consistent quality
- High speed for improved throughput
- Good transfer efficiency
- Reduced human health issues
- Excellent repetition
The basic advantage of a robot is that it provides the best side of manual painting with the best side of automatic painting. The "painter" has excellent range of motion to access all surfaces of complex shapes, and it does so with precision and consistency.
Sales of robots for painting have grown from 600 units in 1994 to over 1,200 units in 2000. Part of this growth is due to the advances that have been made in the design of the robots. These advances include the available types and sizes of manipulators, the controls and diagnostic tools available, the fluid delivery equipment, path teaching tools and safety enhancements.
The type and size of robots range from small systems that use very little floor space, for "cell" or mask painting, to large, eight-axis systems used for trucks, vans, boats and similar complex shapes. New controls can provide improved communication with the robot that reduce the dependency on skilled operators and provide monitoring and adjustment through a PLC, integral PMC, GUI functionality and remote connectivity to receive help from the manufacturer.
Programming has been made simpler with new software options, off-line path teaching and editing tools such as Win TPE and Paint Pro. The Paint Pro software offers a graphical approach to robot programming that eliminates the need to use the teach pendant. The operator identifies the zone to be painted on the graphic screen and the program sets up the robotic pattern.
The manufacturers of the robot-mounted application equipment have also made a lot of improvements. Single and dual head applicators with quick disconnects and internally mounted fluid regulators, dump regulator, high voltage cascade and trigger solenoid reduce downtime, paint waste, solvent use and maintenance. With all valves at ground potential, one color can be flushed while another is being sprayed, with no voltage drop at the applicator tip. Color change time may be as fast as 10 seconds with very little wasted fluid.
These advances reflect improvements based on customers' needs to make everything work better, faster, simpler and with less waste.
Fluid handling and piggable paint systems
Automated fluid-metering systems can provide precise control of air and fluid for repeatable application and film thickness control. The operator interface provides a monitoring screen, function screens and diagnostics that are simple to use. They can meter tow component materials or provide closed loop flow control. Systems are available with extremely high accuracy, even in low flow applications, and with fewer components downstream so that flushing is easy and contamination is unlikely.
Pre-engineered modular color valve (MCV) systems have been updated to utilize micro-valve technology and stainless-steel connections for fast, accurate color changes with very little waste. They can also be fitted with a bell wash assembly, flow meter option or an integral fluid regulator.
One of the more interesting topics in fluid handling is the use of a piggable paint pipe system. A properly designed piggable system provides color-to-color pump and system flushing in 10 minutes with only two gallons of solvent waste and virtually no material waste. Piggable paint circulation systems have helped to provide efficient use of paint, reduction of cleaning solvent use and affordable installations for unlimited numbers of colors.
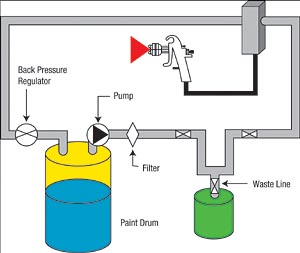
A piggable system has unique design characteristics that allow the lines to be flushed of one color and used for another color. The paint supply line can be cleaned using a small plastic plug, referred to as a pig. Using a pig to quickly clean paint lines for color change avoids the need for a separate circulation line for every color.
The sequence of cleaning with a piggable system is as follows:
1. Shut off the paint supply.
2. Blow the paint back to the barrel with an air push.
3. Blow a "pig" through the supply line from the pig launch valve to flush any remaining paint solids.
4. Disconnect the paint supply source.
5. Load a small amount of solvent (one quart to one gallon, typically) and push it through the supply line with a pig.
6. One additional air/solvent push if necessary.
A piggable paint system can provide a substantially lower capital investment for multiple color systems and an outstanding return on investment.
Using a standard micro-valve color-change manifold with a piggable paint line can provide unlimited color change capability and simplicity. With a shutoff valve and weep hole, the micro-valves can be serviced without depressurizing the paint line. The modular design can be easily expanded, and with a dual valve option, two operators can be fed from a single color-change valve.
To get the maximum benefit from the piggable system, the pump must be flushable and able to reclaim the paint material. Not all horizontal piston pumps are designed to flush and reclaim. ITW Ransburg used an Exel pump with a patented fluid piston seal design that always maintains contact with the piston. With this seal, the pump can be easily purged of material and quickly flushed, with very little waste and no leaks.
UV coatings and applications
UV coatings are unique formulas that use ultraviolet light energy to create a chemical reaction in the coating and crosslink the material from a liquid to a solid in a fraction of a second. A photo-initiator is added to the coating formula to create the reaction. UV coatings can be solvent-free liquids or powder coatings. With very short processing times, little or no VOCs and an excellent finish, UV coatings offer a variety of benefits to some manufacturers. Common uses include CDs, cell phone bodies and flooring.
With these advantages, it would seem logical that UV coatings would be a fast-growing field in industry, especially automotive applications. Like all coating technologies, UV formulas have certain issues that have so far limited their use for automotive and general industry. These include:
- Line of sight cure: 3-D shapes are difficult.
- Very fast cure cycle: stress and shrinkage are possible.
- Lamp emission/photo initiator absorption: formulations still need work to be flexible enough for some applications.
- Competition for UV energy: pigments and additives affect absorption and create challenges for curing some formulations.
Progress has been made to provide the needed flexibility for 3-D shapes. Working with Fusion UV, ITW Ransburg has developed a lab that uses a modular lamp arrangement and conveyor system to research and test UV coatings on 3-D shapes. One of the demonstrations was the application of a UV clearcoat on a miniature baseball bat. There is still work to be done but the future of UV coatings looks promising.
Summary
There was a lot to see during the demonstrations and the hospitality was excellent. Keeping up with developments in our industry provides us with a better chance to succeed and remain strong in a globally competitive market. Coaters should make time to visit the lab where their suppliers can show them what is available to make their business more successful. In the competitive atmosphere we work in these days, one cannot know too much.
We are grateful to ITW Ransburg Electrostatic Systems, FANUC Robotics and Fusion UV Systems Inc. for their time in developing and presenting this informative event.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



