Airflow Patterns in Spray Booths
Sometimes, coaters that experience dust deposits on the already finished surfaces blame these deposits on makeup air filters. The filters are replaced with new ones but, even with the brand new filters, sometimes dust deposits still occur.

Aerodynamic Airflow Patterns
The key to continuous and efficient operation of the booth, whether large or small, is the design of airflow currents and implementation of a suitable arrangement of the most efficient air pollution control equipment.One opinion is that makeup air should push overspray and VOC vapors into the exhaust opening. This, I have found, diminishes the capture efficiency of the exhaust system, and additionally, creates turbulent air whirls, which should be avoided at all costs. The whirls are an invisible cause of overspray deposits on the already finished surfaces.
Paint arresters are not able to provide the desired result without a proper arrangement of air currents in the booths. It means the makeup air shall efficiently ventilate the booth space, but must avoid conflicts with the exhaust air capture patterns. Even a strong exhaust can be diminished by a poorly designed makeup air inlet system. Improper design or installation creates drawbacks (Figures 1, 2 and 3).
You can easily observe these events in your booths. If you discover the sequentially clogging filters, it means you do not have uniform air exhaust. The turbulence does not provide any exhaust, but it deposits the flying overspray on already treated surfaces, causing redos.

Regulation Requirements
Here is some information about requirements. According to NFPA-33, 5-2; OSHA, 1910.107.d-2, "All spray areas shall be provided with mechanical ventilation adequate to remove flammable or combustible vapors, mists, residues, dusts or deposits to a safe location and confine and control combustible residues so that life and property is not endangered."OSHA, 1910.107,d.11 states "Exhaust air shall not create a dead air pockets." And, per (NFPA-33, Appendix A, A-5-2.1, "System design should provide uniform flow air movement to sweep vapors to exhaust openings."
"The safety of life and property from fire or explosion as a result of spray applications of flammable and combustible paints and finishes varies depending upon the arrangement and operation at a particular installation. The accumulation of overspray residues, many of which are not only highly combustible but subject to spontaneous ignition, shall be controlled," according to NFPA-33, Appendix A, A-1.
Finally, "An adequate mechanical ventilation, together with vapors or mists of flammable or combustible materials should not be underestimated, nor should they be viewed with such concern as to assume they cannot be controlled by proper engineering," according to NFPA-33, Appendix A, A-5.

Revelations
Figures 1, 2, and 3 demonstrate situations that are not in conformance with the regulations.In my opinion, the ventilation does not necessarily "remove flammable or combustible vapors, mists, residues, dusts or deposits to a safe location." The accumulation of overspray residues on filters may not be "a safe location." It does not always "confine and control combustible residues." Collected overspray in some cases may represent an explosion or fire hazard.
The "dead air pockets" are the results of air turbulence, shown in Figures 1, 2, and 3. Only makeup with uniform air supply and exhaust with uniform suction can ensure the "uniform flow air movement." The proper engineering design of the makeup and exhaust systems is essential. Dry filters or baffles and many waterwash type booths may not always provide uniform air exhaust. The presence of filters does not mean the presence of uniform flow. In reality, airflow will follow the path of least resistance. "The accumulation of overspray residues" on filters/baffles is not truly controllable.
Obstructions
In terms of job quality, the air turbulence may deposit the overspray on already finished surfaces. Often, coaters find fault with makeup air purity. In terms of safety, hazardous concentrations of overspray and VOCs cause unsafe health conditions if workers inhale contaminated air. And in terms of efficiency, when filters collect paint overspray, they become more resistant to airflow. The more paint that is trapped, the more resistance there is and the less air is exhausted. As a sequence, the air velocity will not satisfy the regulations. The main obstacle here is the non-uniform airflow.These problems can occur in down draft and cross-draft booths, with dry filters or in waterwash booths.
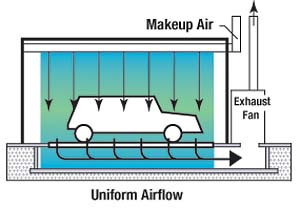
Uniform airflow movement is necessary for job quality, job productivity, fire and explosion prevention, a healthier environment, and a lower cost of operation.
Engineering Overview
A dry filter booth allows air to pass through the filter and captures paint solids on the media surface. The overspray on the filter surface may not always be completely safe.Wet types of arresters tend to mix sprayed water with contaminated air. The main problem with older style water-wash systems is the ancient spray-nozzles that are incompatible with up-to-date technology. They are predisposed to clogging and gradual loss of efficiency. But even completely clean spray-nozzles do not provide the desirable efficiency, because paint particulates can bypass water droplets.
Some water-wash systems are designed to create water curtains. The gravitational water curtain can be disturbed by the air stream as it moves through the arrester and the overspray freely flies through the unveiled air passes, depositing on baffles, ducts, fans, roof, etc. The systems are still insufficient.
Advanced Concept
The patented self-contained pumpless air-water pollution control and paint disposal system (LF) is designed to eliminate:- Pumps with water filters, piping and appurtenances.
- Water manifold with spray nozzles.
- Air filters and water drops eliminators.
- Compound additives and chemical water treatment equipment.
- Laborious paint removal procedure and water pollution.
The system comprises the Air-Turbo impactor and an open-to-the-atmosphere Sludge Separator. They are hydraulically interconnected and filled with water to a certain level. It is a simple, space saving sheet metal unit.
The engineering of the system is based exclusively on aero-hydro-dynamic principles, without any moving or removable parts. The system makes use of the aerodynamic force of the exhaust fan to circulate a waterfall contaminant capture in the Air-Turbo impactor and accumulate floats in the Sludge Separator. The open, accessible sludge separator uses many types of hydraulically performed floats removal. Manually it can be done at any time.
This highly efficient system for air and water pollution control has a wide field of utilization, comprehensive range of operation with no maintenance and minimal operational costs.
The LF system is deigned to maintain a constant amount of exhausted air, provide a uniform airflow along the entire exhaust slot, ensuring high quality coating, a healthy environment, and a low flammable level of VOCs. It provides a dust-free environment that guarantees a mirror finish, around-the-clock internal fire prevention and emergency smoke exhaust with flame suppression, without any special additional devices.
The system avoids the tendency to become clogged because there are no spaces in the system where paint collects and restricts the flow of air or water, and it can accommodate all paint spray applications from acrylics to waterborne. It is applicable for sanding and polishing operations, and requires a minimum of skill and training.
A liquid trap (not a mechanical air locking device) in the Air-Turbo Impactor prevents gas and flame diffusion through the ducts to the atmosphere during non-operating time. The system also is designed to provide hydraulically automated disposal based on the difference between static and dynamic water levels in the system. Simple sludge removal avoids drainage of the entire system, preventing water pollution. The hydraulically operated floats compactor converts floating paint into a pressed foam mat, allowing a paint recovery or a non-hazardous waste disposal.
VOC Problems
Air purification from VOCs currently could be done by carbon filters or by incineration systems. Those solutions are not cost-effective. Body shops could not financially afford it. So, they often sacrifice their production in response to meet the EPA limits, which are based on a paint amount used, assuming 100 percent VOC evaporation and dissipation to the atmosphere.There continues to be an effort to develop air pollution control, which will eradicate the problem.
But still there is a way to use more paint and not violate EPA requirements using the LF system.
Because LF is located in the downdraft pit, the exhaust airflow impinges (impacts) overspray immediately and captures it in the water bath of the Air-Turbo Impactor where the overspray containing VOCs (still in the liquid form) becomes permanently trapped. Then a water passage delivers it into the Sludge Separator. Thus, VOCs contained in the trapped overspray will not evaporate and therefore will not dissipate to the atmosphere. The more overspray is trapped, the less VOCs are discharged to the atmosphere.
The units are suitable for all types of new booths and can be easily retrofitted in the existing ones.
Editors Note:
Marathon Finishing Systems Inc. in California manufactures and sells spray painting booths with the LF system. Visit www.marathonfinishing.com.References:
ASHRAE System 84, 20.2; ASHRAE 87, 43.2.Industrial Ventilation, American Conference of Governmental Industrial Hygienists.
NFPA-33
OSHA
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





