Arresting VOCs

As environmental regulations in the finishing industry become increasingly stringent, companies are constantly on the lookout for technologies that can help them remain in compliance. One possible solution is a paint overspray arrester that uses water to capture volatile organic compounds (VOCs), along with the overspray. Developed in Russia, the technology is helping a number of facilities around the world reduce their environmental impact. The technology can be fitted to new or existing paint booths and can be used with all types of paints.

Figure 1. Schematic of the paint overspray arrester.
Principle of Operation
The technology is composed of a self-contained, pumpless air-water pollution control and sludge handling unit. An air turbo-impactor (ATI) is hydraulically connected to a paint overspray collector (POC), which remains open to the atmosphere. The system uses the aerodynamic force of the paint booth’s exhaust fan to circulate a paint capture waterfall in the ATI, and to accumulate overspray in the POC (see Figure 1). A diffusion control feature maintains the operating liquid level; prevents and suppresses fire; and provides static pressure feedback control to ensure that the desired amount of airflow remains constant, regardless of any unexpected fluctuations in the flow resistance of the exhaust system.As the paint-laden air passes through the ATI, it penetrates the dynamic water streams and is dispersed into small particles. The small size of the overspray particles permits efficient contact with the water and ensures a high air purifying efficiency. The clean air leaves the ATI, and the paint-laden water flows into the POC. A quiet laminar flow assists in separating the water from the overspray. The clarified water flows back to the ATI for the next air cleaning cycle. The air and water are continuously recirculated through the system by the exhaust airflow. Because the water is continually reused, consumption is negligible.

Figure 2. Schematic of the hydraulic floats compactor.
The open and easily accessible POC allows for automated sludge removal at any time without draining the system. A hydraulic floats compactor converts floating paint into a compressed foam mat that can be removed easily without water drainage (see Figure 2). This design enables the overspray to be reclaimed for reuse, and it prevents water pollution.
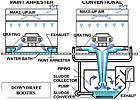
Figure 3. The paint overspray arrester vs. conventional technologies.
Effective VOC Control
The system does not trap VOC vapors that are released during the finishing process. However, it does capture liquid VOCs that are contained in the overspray, thereby preventing harmful emissions from entering the atmosphere. Because the wet overspray is impinged directly in the water bath, the VOCs become permanently trapped. Spray booths that are designed or retrofitted with the shortest possible distance between the spray guns and ATI air intake slots will have a high level of VOC capture (typically 50% or more). The floats compactor in the POC prevents the captured VOCs from evaporating into the atmosphere.While the system was created as a paint arrester, it also provides around-the-clock internal fire prevention and emergency smoke removal with flame suppression, without employing any additional devices. The system is smaller than other types of paint arresters and can therefore provide substantial space savings (see Figure 3). The absence of pumps, water spray nozzles, baffles, water and air filters, droplet eliminators, chemical additives, and intricately shaped surfaces prevents clogs, laborious paint removal, costly repairs and shutdowns - and ultimately can reduce maintenance and lower operating and energy costs.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




