Fast, Efficient Surface Finishing
The two systems used most often for surface finishing are shot blasting or vibratory finishing, also known as mass finishing. For both types of finishing systems, processing parts continuously in through-feed machines, rather than in batch machines, allows large quantities of parts to be finished in a short amount of time at the lowest possible cost.

 Most die-cast parts made from aluminum, zinc or magnesium must be surface finished after the casting process for functional or cosmetic reasons. The most common finishing objective is “deburring” - i.e., the removal of flashes and burs from the parts. However, in many cases other finishing objectives must be achieved, including:
Most die-cast parts made from aluminum, zinc or magnesium must be surface finished after the casting process for functional or cosmetic reasons. The most common finishing objective is “deburring” - i.e., the removal of flashes and burs from the parts. However, in many cases other finishing objectives must be achieved, including:
Mass finishing and shot blasting produce distinctly different results, as shown in Table 1. Shot blasting is preferred for producing rough surfaces, for preparing the surface for painting or for removing fine flashes. Mass finishing is best for general deburring, radiusing of sharp edges, surface smoothing, and degreasing or general cleaning.
For both types of finishing systems, processing parts continuously in through-feed machines, rather than in batch machines, allows large quantities of parts to be finished in a short amount of time at the lowest possible cost.
 Linear mass finishing systems are characterized by their high productivity - i.e., good grinding performance. They are used for deburring and radiusing a range of components, from relatively small bulk parts to large components with a width of 750 mm and a length of 1,000 mm. Figure 2 shows a few examples of parts that can be processed in linear mass finishing systems.
Linear mass finishing systems are characterized by their high productivity - i.e., good grinding performance. They are used for deburring and radiusing a range of components, from relatively small bulk parts to large components with a width of 750 mm and a length of 1,000 mm. Figure 2 shows a few examples of parts that can be processed in linear mass finishing systems.
 In some systems, processing times can be adjusted from 5 to 25 minutes by using a variable speed vibratory drive system and by inclining the work bowl. The steeper the incline of the work bowl, the faster the processing time.
In some systems, processing times can be adjusted from 5 to 25 minutes by using a variable speed vibratory drive system and by inclining the work bowl. The steeper the incline of the work bowl, the faster the processing time.
Multichannel systems, another type of continuous mass finishing system, have processing channels shaped like spirals (see Figure 3). These systems are characterized by their long processing channels and their ability to process parts gently. Their main applications are in removing light burs and degreasing delicate parts that should not impinge on each other during the finishing process. Examples of typical parts finished in a multichannel system include machined pump housings, bearing cages and sintered parts.
In continuous tumble machines, the parts travel through the machine at a given speed and are constantly “tumbling” over each other. This action ensures complete coverage of the part surface. Some machines incorporate a patented part transport system that is designed to ensure a perfect forward movement. The tumbling action in these machines is so gentle that even the most delicate or fragile parts are blast cleaned without any nicking or warping of the parts.
Shot-blasting machines with wire-mesh conveyor belts are used for blast cleaning midsized to large parts. In these machines, the parts are placed on a wire-mesh conveyor running at a speed of up to 12 ft/min. Wire-mesh shot blasting machines are usually equipped with four or eight blast wheels and are designed so that one set of wheels blasts down while a second set blasts up through the wire mesh.
Continuous spinner-hanger machines are most suitable for blast cleaning large, bulky die castings. Such systems usually consist of a blast cabinet equipped with four to 12 blast wheels and a continuous monorail or a power-and-free part transport system.
By using continuous finishing systems with a high level of automation, manufacturers of die-cast metal parts can achieve efficient surface finishing and higher profitability.
For more information, call 269.441.3000 or visit www.rosler.us.
An example of a linear vibratory system with peripheral equipment.
Table 1.
- Surface smoothing
- Radiusing of sharp edges
- Grinding and “hiding” of heat checks
- Removing burnt-in die lubricants
- Peening of the part surface
Mass finishing and shot blasting produce distinctly different results, as shown in Table 1. Shot blasting is preferred for producing rough surfaces, for preparing the surface for painting or for removing fine flashes. Mass finishing is best for general deburring, radiusing of sharp edges, surface smoothing, and degreasing or general cleaning.
For both types of finishing systems, processing parts continuously in through-feed machines, rather than in batch machines, allows large quantities of parts to be finished in a short amount of time at the lowest possible cost.
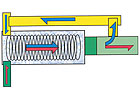
Figure 1. A schematic of a linear vibratory system.
Through-Feed Mass Finishing Systems
In linear continuous-feed mass finishing systems, the parts travel through a rectangular processing bowl filled with grinding media. The separation of the finished parts from the media takes place on an external vibratory screening machine. The media is returned to the work bowl with a conveyor belt at the point where the unfinished parts enter the work bowl. Figure 1 shows a schematic of a linear continuous vibratory mass finishing system with a rectangular work bowl.Figure 2. Typical parts finished in a vibratory finishing system.
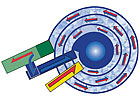
Figure 3. A schematic of a multichannel vibratory finishing system.
Multichannel systems, another type of continuous mass finishing system, have processing channels shaped like spirals (see Figure 3). These systems are characterized by their long processing channels and their ability to process parts gently. Their main applications are in removing light burs and degreasing delicate parts that should not impinge on each other during the finishing process. Examples of typical parts finished in a multichannel system include machined pump housings, bearing cages and sintered parts.
Through-Feed Shot Blasting Systems
In continuous shot blasting systems, the parts travel through a blasting zone at a predefined speed. The most common continuous-feed shot blast machines are continuous tumble machines, wire-mesh belt machines and spinner hanger machines.In continuous tumble machines, the parts travel through the machine at a given speed and are constantly “tumbling” over each other. This action ensures complete coverage of the part surface. Some machines incorporate a patented part transport system that is designed to ensure a perfect forward movement. The tumbling action in these machines is so gentle that even the most delicate or fragile parts are blast cleaned without any nicking or warping of the parts.
Shot-blasting machines with wire-mesh conveyor belts are used for blast cleaning midsized to large parts. In these machines, the parts are placed on a wire-mesh conveyor running at a speed of up to 12 ft/min. Wire-mesh shot blasting machines are usually equipped with four or eight blast wheels and are designed so that one set of wheels blasts down while a second set blasts up through the wire mesh.
Continuous spinner-hanger machines are most suitable for blast cleaning large, bulky die castings. Such systems usually consist of a blast cabinet equipped with four to 12 blast wheels and a continuous monorail or a power-and-free part transport system.
Enhanced Efficiency through Automation
All types of through-feed finishing systems can be integrated easily into automated manufacturing lines, allowing for a fully automatic flow of parts through different processing steps. Numerous components facilitate automation, including hydraulic lift-and-skip systems, vibratory hoppers, special conveyor belts, rotary buffer tables, special material handling systems and robots.By using continuous finishing systems with a high level of automation, manufacturers of die-cast metal parts can achieve efficient surface finishing and higher profitability.
For more information, call 269.441.3000 or visit www.rosler.us.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



