Better Milling Starts with Better Pre-Mixing



“In recent years, with capital budgets locked down, process improvement has required a lot of creativity on the plant floor,” says John Paterson, Vice President at Ross Mixing and an expert in dispersion for coatings applications. “Forward-thinking process engineers are adopting a new perspective – a more holistic approach than before. Rather than focus narrowly on each piece of equipment, looking at each process step individually and considering only traditional, predictable strategies, they’re looking at the challenge of process improvement through a wider lens.
“A shortfall in milling production, for example, is often not just about milling. In many applications, milling problems actually have more to do with inefficient pre-mixing than the milling that follows.
"A dispersion step that is taking far too long may call for a more imaginative solution than simply replacing a high-speed disperser with a conventional rotor/stator mixer. Applying more shear to the batch isn’t always the best answer. For materials that are heat-sensitive, more precise control of the shear energy may be a higher priority.
"Sometimes the missing ingredient in a batch-mixing recipe is an inline mixer. And sometimes the best way to improve a hard-piped process line is to unbolt the lines, insert a portable mixer for a brief, supplementary mixing cycle, then wheel it away to serve another process line.”
Predictable, widely accepted solutions to processing challenges are popular because they do indeed produce improvements. But manufacturers need to set the bar higher than that, says Paterson. Those who are willing to look outside the box for better ways to manufacture their products are often rewarded with bigger gains in production and a decisive competitive edge.
A Market Leader Breaks the Mold
Ironically, as fast-moving companies gain market share, many abandon the creative approach to production that helped them become successful in the first place. Once they reach the top, many shift toward cautious, risk-averse management that stifles imagination in processing. While smaller competitors remain on offense, searching for innovative production methods that may help them catch up with the market leaders, the leaders switch to defense, focusing more on consistency and cost reduction than innovation.
Not so at DNP IMS America’s manufacturing plant near Pittsburgh, PA. The Information Media Supply division of DNP is the world’s largest manufacturer of thermal transfer ribbons for bar code and dye-sublimation printers. But unlike so many market leaders, in a recent overhaul of one of the company’s key coating lines, the process team behaved more like a small, ambitious competitor than the manufacturing arm of a $14 billion multi-national company.
Process Engineer Jack Havrilla led the project, which was aimed at improving production of DNP’s flagship product, a wax-based thermal transfer ribbon called TR4085Plus®. Along with the other thermal transfer ribbons made by DNP, TR4085Plus is used to print bar codes in a multitude of applications. The success of TR4085Plus is attributable to its unique ink formulation, which dissipates static and is versatile enough to print razor-sharp bar codes and dark, durable images on a wide variety of label stocks.
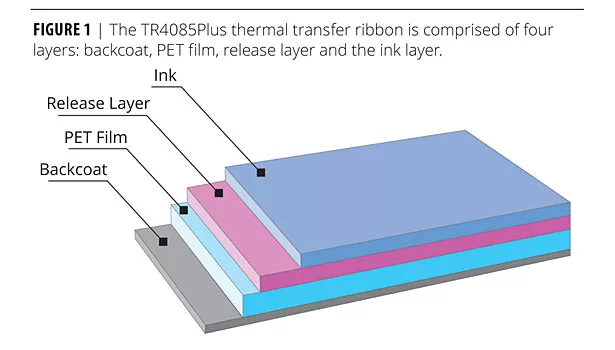
“Our process lines had been more or less the same for years,” says Havrilla. “For our TR4085Plus ribbon, we have several coating stations running simultaneously, with each coating station producing material for one of the layers in the final product (Figure 1).
“Producing the material for two of the three layers we apply to the PET film – the backcoat and release layer – is very straightforward,” he says. “But the ink layer is more sophisticated and far more challenging – a great opportunity for improvement.
“The high-performance ink used in the TR4085Plus product is comprised of beaded carbon black dispersed in a wax and resin hot melt. With the carbon beads averaging 300-400 µ and low-density glass media in the mill, we were unable to reduce particle size significantly. “Our process was clogging persistently, at both the gap and the strainer just downstream from the mill. This disrupted production and caused a lot of waste. It was a persistent bottleneck that prevented us from optimizing production on the coating line – our ultimate goal.
“The clogs in the old process also presented a safety issue for our operators and technicians due to the high operating temperature. We needed a solution that would minimize or eliminate both the clogging and exposure to the molten material.
“After some analysis, we recognized that the dispersion coming out of the mill would be much better if we improved the pre-milled dispersion going into the mill. We also realized that better pre-milling would reduce settling of the carbon solids and enable us to run the mill at a lower pressure. After replacing two mechanical seals last year, this was another priority.”
Exploring Alternative Mixers
The legacy equipment on the line at DNP included a jacketed tank in which wax and resin were melted at high temperature and a super sack of carbon black was added. A two-wing agitator provided agitation that prevented settling but did little to reduce particle size.
The first step in overhauling the system was to test alternative equipment for agitating the mix and applying shear prior to milling. “This was our opportunity for a quantum leap in performance,” says Havrilla, “which meant we had to be willing to consider new ideas. So we looked for a lab in which we could test a wide variety of equipment, analyze the results onsite and move quickly.”
Havrilla arranged for a series of tests in the Ross Test & Development Center in Hauppauge, NY. “In the Ross lab we replicated our wax/resin/carbon dispersion under our process conditions. Our tests included a conventional rotor/stator mixer combined with an anchor agitator in a multi-shaft unit. After an initial test in a 2-gallon unit, we tested again in a 100-gallon production unit.
“Although our process is essentially batch-oriented, in the next series of tests we compared two inline rotor/stator mixers, both of which were distinctly unconventional. One, a Ross MegaShear, operated at extremely high tip speeds – over 11,000 fpm. The other, a ‘SLIM’ Solid/Liquid Injection Manifold, ran at lower tip speeds but used a special rotor/stator generator to inject a large volume of solid particles into a liquid stream while subjecting them to intense shear and dispersing them. (See sidebar, “High-Speed Solids Injection Explained.”)
“The SLIM mixer turned out to be the answer we were looking for. The inline mixer dispersed the carbon instantly. With a little recirculation, we were on the Hegman Gauge and well below our target particle size, with a tight particle size distribution. The portable SLIM also provided a solution that required very little space in a plant already crowded with equipment – a bonus.”
According to Ross Technical Director Ken Langhorn, “Inline mixers are often used in batch-processing applications to supplement slow-speed agitation in large vessels. Especially in a high-volume application, an inline mixer recirculating material in the mix vessel is usually a far more cost-efficient retrofit than a comparable batch mixer. And because it’s portable, manufacturers often use a single unit to support several different process lines. After the high-shear phase of the mixing operation, they simply disconnect it and wheel it over to another line.”
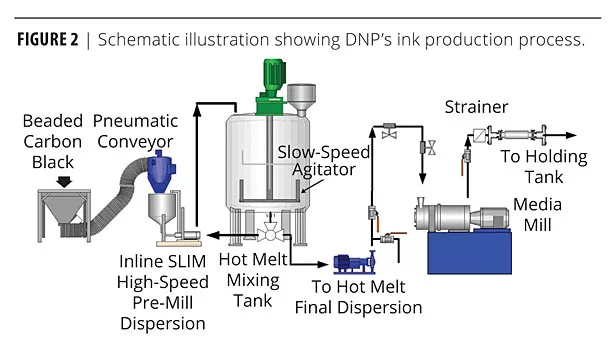
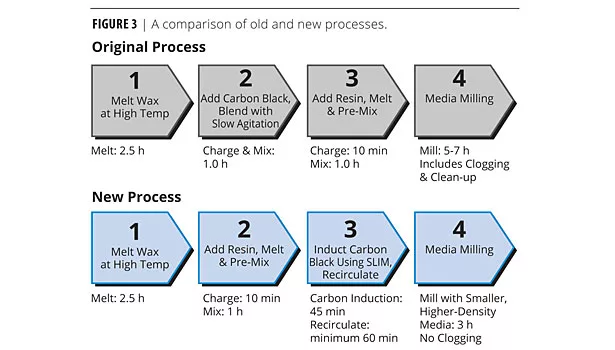
Today, the inventory of equipment on the line at DNP is only a little different than before, but production has been transformed. “Our original tank and slow-speed anchor still agitate the mix,” says Havrilla, “but we inject the carbon black using the inline SLIM mixer on a cart alongside the mix vessel. A single batch of carbon black takes about 45 min to inject and disperse” (Figure 2). Figure 3 compares the old and new processes.
After at least 60 min of recirculation, the team diverts the hot melt dispersion, using the mixer as a pump to transfer the dispersion to a holding tank before milling. “At that point, the dispersion is actually very close to a level where we could send it straight to the coating line, bypassing the mill. But instead, we polish the grind in the mill, which is now operating at a lower pressure than before and easily doing the job. This polish optimizes performance where it matters most – deepening the black and eliminating defects.”
Bottom-Line Results
“We had three main issues when we started the project,” says Garrett Lyons, DNP Director of Operations. “The first was a safety issue caused by the exposure to molten ink from repeated clogging. The second was the waste generated by clogs and inefficient milling. The third was inconsistent milling performance that resulted in equipment breakdown and high repair costs. The inline SLIM mixer eliminated the clogs and reduced the waste. The efficiency of the mixer also improved the performance and reliability of our existing mill and pumps.”
“Overall, we were averaging 5-10% waste because of the clogging and slow-downs on the coating line,” says Havrilla. “Now, that’s been cut to below 1%. In fact, the savings in raw materials alone has already paid for the mixer.
“Our ink production is also staying well ahead of the coating line – by at least eight hours. This gives us an important safety margin. And now the whole process is far more predictable. That’s given us the ability to stage raw materials more efficiently, knowing exactly how each batch will progress.
“At the end of the line, all of this translates into faster production and faster delivery for our customers.”
Sidebar1:High-Speed Solids Injection Explained |
|
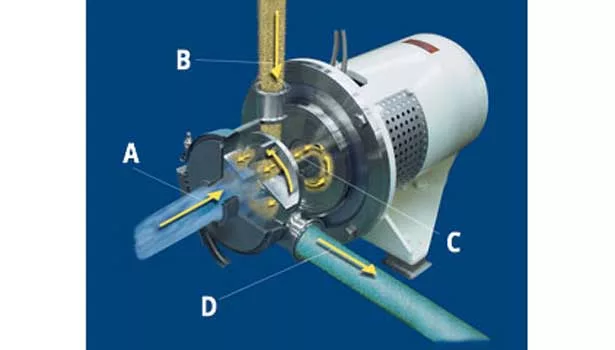
The liquid stream enters the SLIM mixer through the inlet at the front of the rotor/stator generator (A), while solids enter through the inlet on the top of the unit (B). A specially modified rotor and stator generate a powerful vacuum that sucks solids into the mixer at high speed. They are re-routed through the ported rotor into the high shear zone of the rotor/stator generator (C), where the solid ingredient meets the liquid stream and they are immediately subjected to intense shear forces. Because the solids are simultaneously wetted out and subjected to high shear, they are dispersed instantly. The dispersion is then ejected centrifugally through the mixer outlet (D) – with sufficient force to eliminate the need for a downstream pump in many applications. The production team at DNP delivers beaded carbon black to the mixer using a conveyor that effectively meters solids induction. The carbon black is deposited in the overhead hopper (see photo), from which it is drawn into the high shear zone of the rotor/stator generator. |
Sidebar2:Rotor/Stator Pre-Milling, Then and Now |
|
A high-speed rotor/stator mixer was recognized many years ago as a better choice than a high-speed disperser for pre-milling. In early designs, a single-stage rotor turned at speeds up to 3,700 fpm within a stationary stator (See photo). Although they generated less turbulence than a high-speed disperser, they applied far greater shear and reduced particle size more quickly. But despite the promise of better performance, many manufacturers were willing to accept a slower process and less-effective particle size reduction rather than invest in new equipment. In recent years, increasing competitive pressure has made the investment much more appealing. “For those who are just coming around to rotor/stator pre-milling devices, the timing is ideal,” says Paterson. “Today there are many more types of rotor/stator devices to consider, for both batch and inline applications. The technology has advanced dramatically in the last 10 years or so. The newest batch rotor/stator designs apply greater shear and generate more flow than a high-speed disperser, which enables them to dissipate heat in the batch. Many of the new inline designs operate at tip speeds up to 11,000 fpm – generating intense shear in a highly controlled, inline process environment.” For many manufacturers, this evolution has opened the door to better pre-milling results and a switch to smaller, more efficient media for micro-milling downstream. “Pigments like Van Dyke brown, burnt umber, phthalo blue and many forms of carbon black are notoriously hard to break down and disperse quickly. They’re all candidates for high-performance pre-milling in applications from paints to printing and electronic inks, dyes and cosmetics,” says Paterson. “A high-end pre-milling device can enhance the capabilities of a media mill – optimizing key performance parameters such as color development and lowering the amount of pigment necessary to achieve target results. “The newer mixer designs offer choices with variable rotor/stator gaps, a wide range of tip speeds, and high-speed powder induction – all in batch and inline configurations. This enables many manufacturers to add rotor/stator pre-milling to the line without a massive reorganization and excessive cost.” |
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





