Optimizing High-Performance Ceramic Inkjet Inks
Through Comprehensive Rheological Characterization
Inkjet printing is a digitally driven, non-contact, high-definition method of printing patterns or images onto a wide range of substrates. Increasingly the preferred method for applications such as ceramic tile decoration, it delivers substantial benefits over traditional processes in terms of pattern flexibility, higher image definition, reduced waste and greater automation.
However, realizing these improvements relies on formulating inkjet inks to exhibit desirable rheological behavior across the diverse conditions experienced during the printing process. Inks must be stable at the low shear stresses that apply during storage while simultaneously meeting exacting flow and transfer performance targets at the extremely high shear rates generated within an inkjet print head. The size and concentration of dispersed pigments within an ink, and the viscosity profile of the base fluid, must be carefully considered to control formulation rheology and achieve a desirable finish.
This article discusses the trend towards ceramic inkjet printing and demonstrates how rotational rheometry, microfluidic rheometry and dynamic light scattering (DLS) can provide the rheological and particle size information needed for successful formulation. New research is presented illustrating how these techniques combine to enable the formulation of ceramic inkjet inks with the stability and printability required for high-performance printing processes.
The Digital Age of Ceramic Tile Printing
The advanced flexibility, higher image definition and degree of process automation offered by inkjet printing are driving the rapid commercialization of the technique throughout the decorative finish industry. The non-contact nature of inkjet processes (the printhead does not come into contact with the substrate at any point) enables high-quality printing even to non-flat surfaces. Moreover, print heads can be configured to deliver a broad range of material suspensions, from pigments and dyes through to glass frits and metallic particles, which impart optical and electronic properties.
This flexibility, along with the improvements in final product quality, process control and overall efficiency that inkjet printing offers, has seen the process overtake conventional methods as the technique of choice for ceramics decoration.
Accessing these performance benefits is reliant on engineering inks that perform optimally at all stages of the printing process. Ceramic inkjet inks must be deliverable by the chosen inkjet system, and produce the desired decorative effect on the substrate. Equally importantly they must be stable, with all components remaining uniformly suspended during storage.
The extent to which a formulation meets these criteria depends on interaction of the components within these complex systems. These components include: base ink carrier fluid; binders and surfactants; suspended pigments and/or dye colorants. The size and concentration of colloidal pigments, for example, influence important visual aspects of the final finish, including hue, gloss and opacity. They also define aspects of process behavior, such as the extent of deposition in the print head nozzle, and the tendency for settling within a formulation. Ensuring that these multicomponent interactions deliver the right viscosity under relevant operating conditions presents one of the biggest challenges for formulators.
Within the print head formulations are subjected to very high shear rates, from 105 through to 106 s-1. To perform well, inks must have appropriate (typically low) viscosity (generally around 5 to 25 mPa.s) for effective jet actuation and precise droplet deposition under these conditions. Unfortunately, inks with low viscosity are less suitable for maintaining pigments in suspension during storage within a bottle or supply reservoir. In storage gravitational shear stresses can induce sedimentation, which proceeds more rapidly in low-viscosity formulations, especially with relatively large, dense pigments. Optimizing an ink, therefore, requires a methodical approach to development that focuses on tailoring inkjet ink rheology across a range of different conditions.
Assembling a Toolkit for Ink Formulation
The requirement to measure inks over the wide range of shear conditions that are relevant is not easily met by any single rheological characterization system; it is therefore beneficial to use different types of rheometers in formulation studies.
Rotational rheometry is one of the most commonly used techniques for assessing viscosity over a range of shear rates. Rotational rheometers operate by holding a sample in a defined measuring system geometry, such as between two plates, between a cone and plate, or in a cup and a bob. By controlling either the rotational torque or speed of the upper geometry element, the sample is subjected to either a known shear stress or a known shear rate respectively. The sample viscosity is determined as one of these control parameters are varied while the other is measured, generating a flow curve for the material. A flow curve is typically shown as a plot of viscosity as a function of applied shear rate.
Modern rotational rheometers are able to test materials over an extremely broad range of shear rates, from less than 1 s-1 through to over 1000 s-1. For inkjet inks, the ability to measure at the low shear stresses experienced during storage helps to determine the response to gravitational forces and an ink’s propensity to sediment. Many inkjet inks exhibit non-Newtonian behavior, where viscosity is dependent on applied shear stress, and rotational rheometers are useful for measuring across a range of shear rates to develop the flow curve needed to identify such behavior. Furthermore, these instruments provide precise temperature control, allowing researchers to rigorously explore how temperature impacts sample rheology, an effect that can be quite marked.
Unfortunately, rotational rheometers are limited for testing low-viscosity materials in the ultra-high shear region, as a result of inherent sample and mechanical limitations, which may result in flow instabilities and unpredictable viscous heating effects at high rotational speeds. For high-shear measurements, microfluidic rheology is a useful, complementary technique, well-suited to assessments of ink jetability.
Microfluidic rheometers measure fluid viscosity at ultra-high shear rates by passing a sample through a narrow (typically 40-200 µm) microfluidic channel. Embedded fixed-point Micro Electro Mechanical System (MEMS) pressure sensors measure the drop in pressure that occurs as the sample passes along the channel. The correlation between this pressure differential and the volume flow rate enables the sample viscosity to be obtained, which is then used to construct flow curves for the formulation. Like rotational rheometers, microfluidic-based rheometers have precise temperature control, allowing researchers to scope the behavior of the ink at temperatures that directly simulate conditions within the print head. This unique ability to access ultra-high shear rates at a closely controlled temperature makes microfluidic-based rheology a valuable technique for ceramic ink formulation.
Finally, as previously noted, the size of particles in an ink formulation impacts the finish obtained, printing performance and suspension rheology. Particle sizing techniques therefore round off the ink formulator’s toolkit, with dynamic light scattering often being the preferred option to measure the sub-micron scale particles increasingly used in these formulations. In a DLS system, light interacting with colloidal particles within a suspension produces a scattering pattern. The correlation of the intensity of this scattered light with time relates directly with the speed of Brownian motion, which can then be used to determine the particle size and size distribution.
A practical illustration of how these techniques combine to support ink formulation is provided in the following case study.
Case Study: Combining Analytical Techniques to Optimize Inks
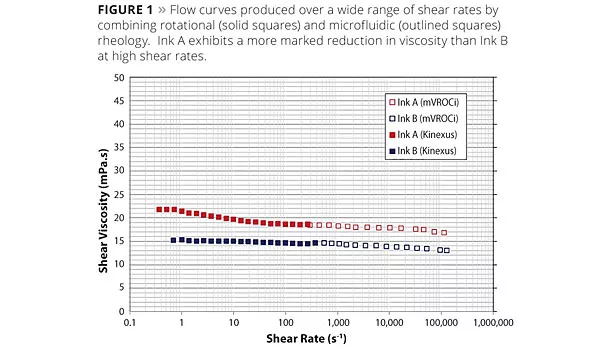
The viscosities of two commercial ceramic inkjet inks, A and B, were measured using rotational rheometry (Kinexus, Malvern Instruments) and microfluidic rheometry (m-VROCi, Malvern Instruments).1 In combination, the instruments enabled the measurement of viscosity across an applied shear rate of 0.5 s-1 to 100,000 s-1. Figure 1 combines the data gathered using the two instruments into a single flow curve for each ink.
For both samples, viscosity remains relatively constant across the shear range investigated, however, both curves have marginally negative gradients, suggesting slight non-Newtonian shear thinning behavior. This suggests that the ink formulations have some degree of inherent structure, a feature more prominent with Ink A, which has a measured viscosity of approximately 22 mPa.s at 1 s-1 compared with 17 mPa.s at 100,000 s-1: a small but significant drop in viscosity as higher shear rates are approached.
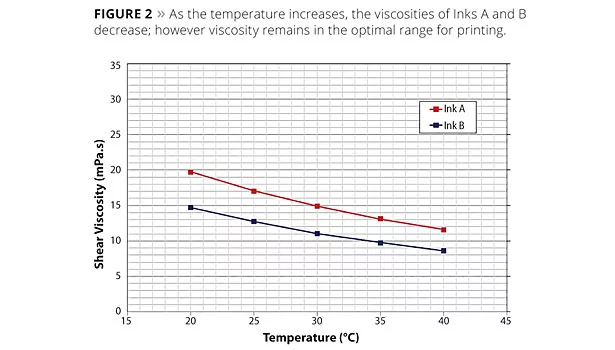
To assess the potential impact of variable temperature under relevant shear rate conditions at the print head, Inks A and B were also analyzed at a high shear rate of 30,000 s-1, across a 20 °C and 40 °C temperature range, using microfluidic rheometry (Figure 2). As expected, viscosity is inversely proportional to temperature, and both inks experience an approximate 40% drop in viscosity as temperature is increased by this relatively modest amount. However, the viscosity of both inks remains in the 5- 25 mPa.s range that tends to be optimal for printing, across this temperature range.
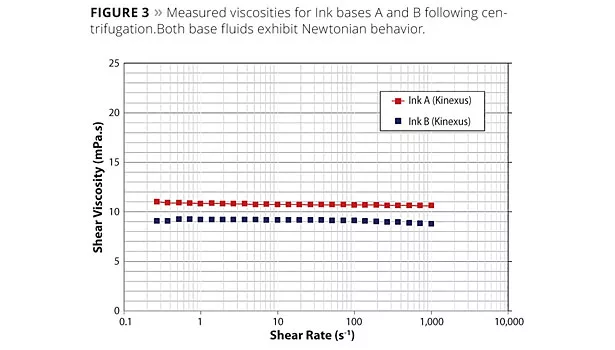
To deconvolute the relative impact on formulation rheology of the particles and of the properties of the base fluid, the suspended pigment particles were separated from the formulation by centrifugation. Testing of base fluid A and B, using rotational rheometry (Figure 3), subsequently showed that in both cases the viscosity of the base fluid is independent of shear rate, indicating Newtonian behavior.
The ratio of the base fluid viscosity to that of the original formulation, taking data from the low-shear plateau region, is 2:1 for Ink A and 1.6:1 for Ink B. This suggests that the pigment fractions are responsible for 50% of the overall formulation viscosity for Ink A and 40% for Ink B. As both ink bases have completely Newtonian behavior, the marginal shear thinning observed in the complete inks at high shear rates can be attributed to the presence of the pigment rather than to the base. The estimated volume fractions of the pigment were calculated as 0.21 (21%) for Ink A and 0.15 (15%) for Ink B. This higher volume fraction may explain why shear thinning is more marked in Ink A since higher solids loadings in a suspension are often associated with a greater degree of non-Newtonian behavior.
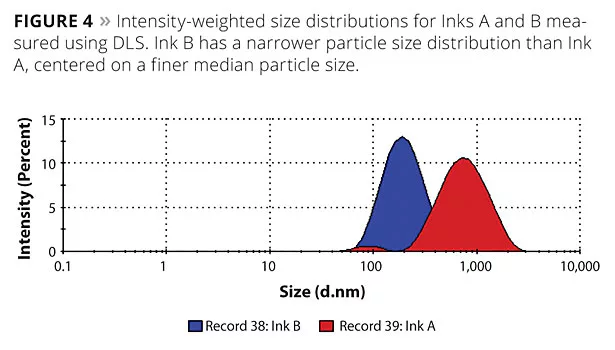
Intensity-weighted size distributions for the two pigments were measured using DLS (Zetasizer Nano ZSP, Malvern Instruments) (Figure 4). Ink A has a bimodal distribution with a major peak at 840 nm and a standard deviation of 424 nm, indicating a broad size distribution. Ink B, in contrast, has a single peak centered on a finer particle size, 207 nm, and a standard deviation of 87 nm, a much narrower distribution.
The Zircon pigment used in Inks A and B has a density of approximately 4600 kg/m3, compared to the density of the ink bases, which is 870 kg/m3: a density difference of 3730 kg/m3. Sedimentation rates for a suspension can be calculated from the Stokes model, or modified versions of it.2,3 This relates sedimentation rates to density difference, between the suspended particle and the base fluid, the viscosity of the base fluid or continuous phase, the dimensions of the suspended particles and the volume fraction at which they are present. For Ink A the sedimentation rate was calculated to be 3.5 mm per day and for Ink B 0.35 mm per day. Sedimentation rate scales with the square of the particle radius, which is why the sedimentation rate for Ink B is so much less than for Ink A.
Correlating sedimentation rates to controllable features, such as pigment size, is critical when it comes to understanding how to formulate an ink to meet handling and storage performance targets. For example, if the pigment size in Ink A was 2 µm instead of 0.2 µm, the sedimentation rate would be in excess of 30 mm per day. Reducing this to a more manageable 0.35 mm per day, with this size of particle, would require increasing the base viscosity to approximately 1000 mPa.s. This would result in a formulation too viscous to be jetted from the print head. Here then a non-Newtonian ink would be more practical, ideally exhibiting sufficiently high viscosity to suspend particles at low shear rates, but a low enough viscosity at high shear to ensure acceptable jetability. Such performance is achievable through the addition of viscosity modifiers, which can be extremely helpful in controlling suspension rheology.
The Future of Formulation Development
The increased application of inkjet printing within ceramic tile decoration creates a need for advanced ink formulations, engineered to perform optimally at every stage of product use. Characterizing the physical stability, print head compatibility and jetability of an ink calls for viscosity measurement over a range of shear rates, up into the ultra-high-shear region that applies during the printing process itself. Such measurements can be efficiently made by combining rotational rheometry and microfluidic rheometry. On the other hand, the particle size measurements required to tailor the properties of suspended pigments to meet performance goals can be accessed using DLS, particularly as nanoscale-sized particles are increasingly being used in inkjet ink formulations. Using these techniques together enables a rigorous and efficient approach to ink formulation that enables exploitation of the high-efficiency, high-quality performance offered by inkjet printing techniques.
References
1 Optimizing rheology for ceramic inkjet inks, Malvern Instruments application note. Available for download at www.malvern.com.
2 Barnes, H.A. Recent advances in rheology and processing of colloidal systems, Paper presented at 1992 IChemE Research event.
3 Using the Krieger-Doherty model, Malvern Instruments technical note. Available for download at www.malvern.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



