Novel Technology Enables Industrial Coatings to Perform at New and Longer-Lasting Levels



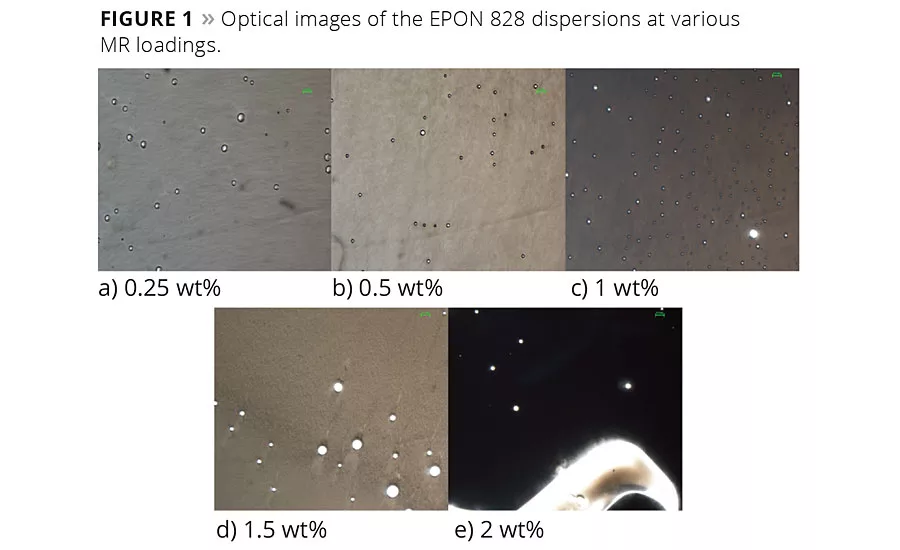
Figure 1
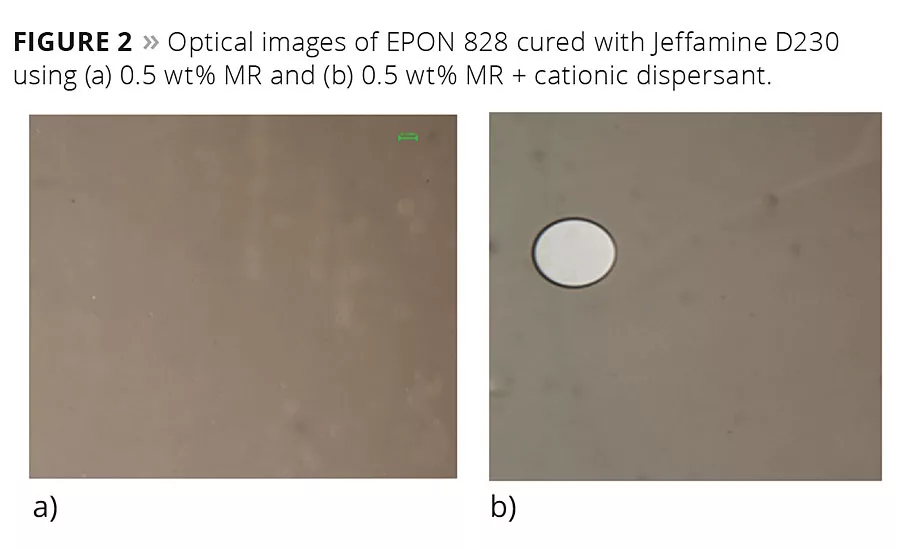
Figure 2
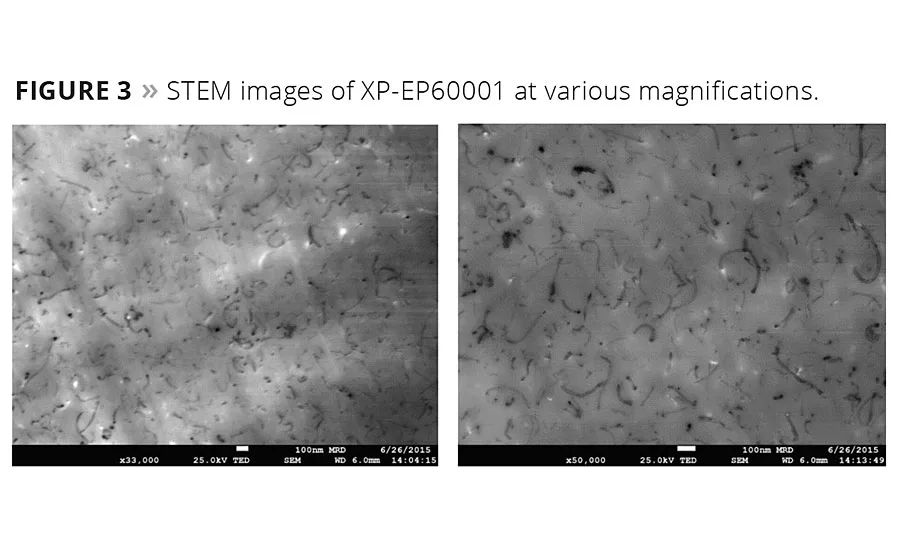
Figure 3
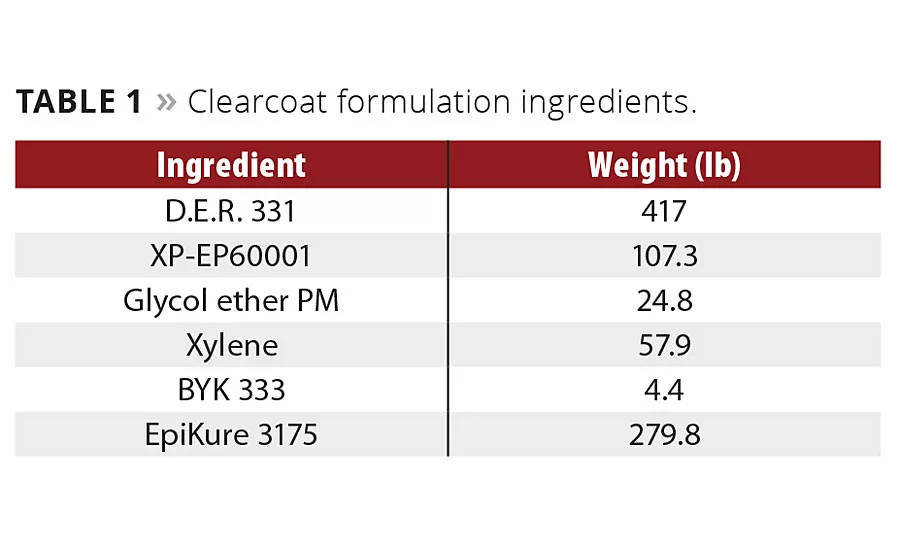
Table 1

Table 2
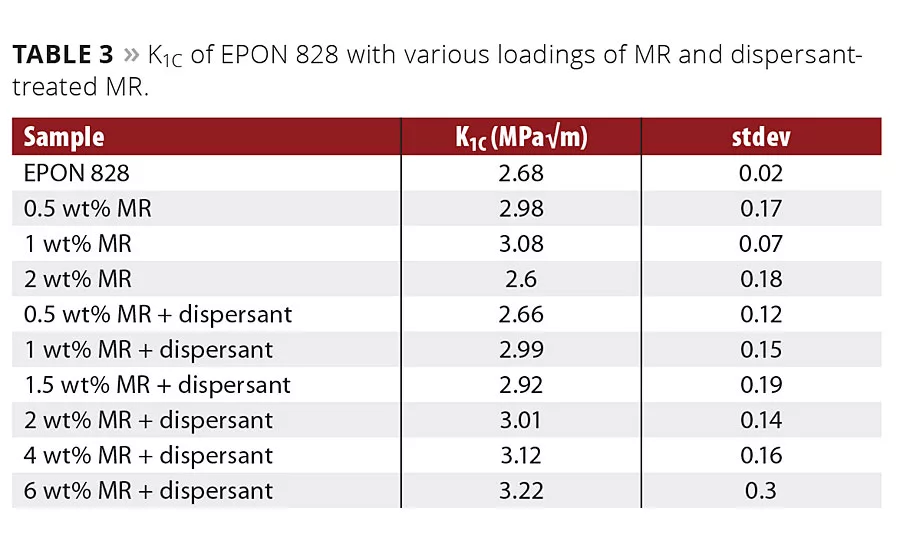
Table 3
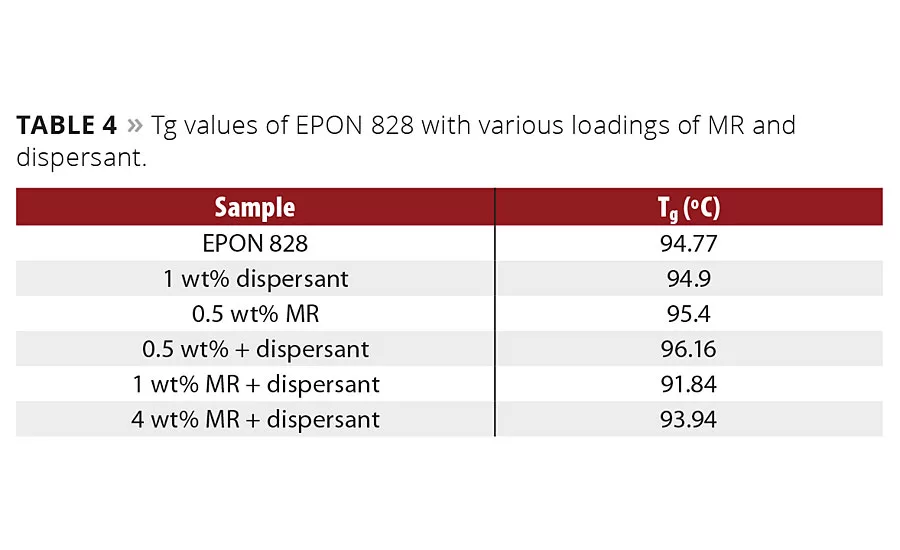
Table 4
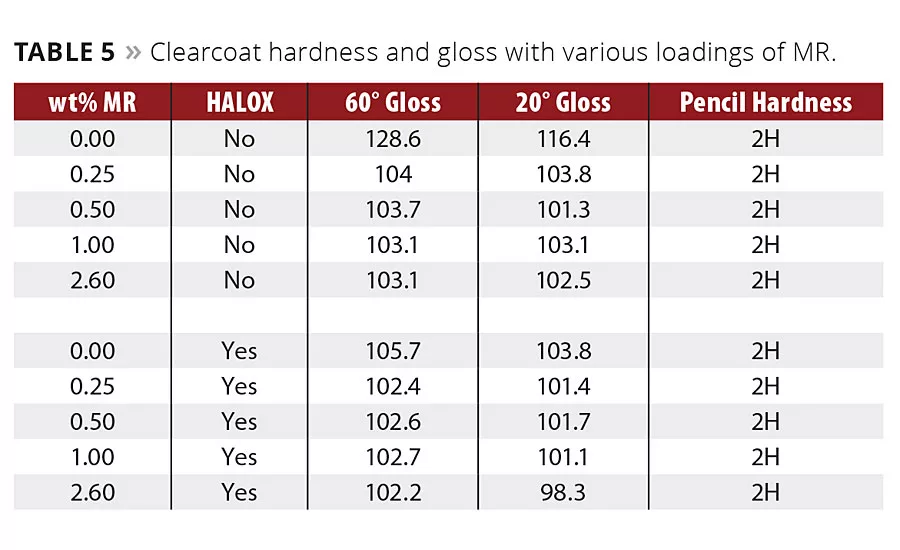
Table 5
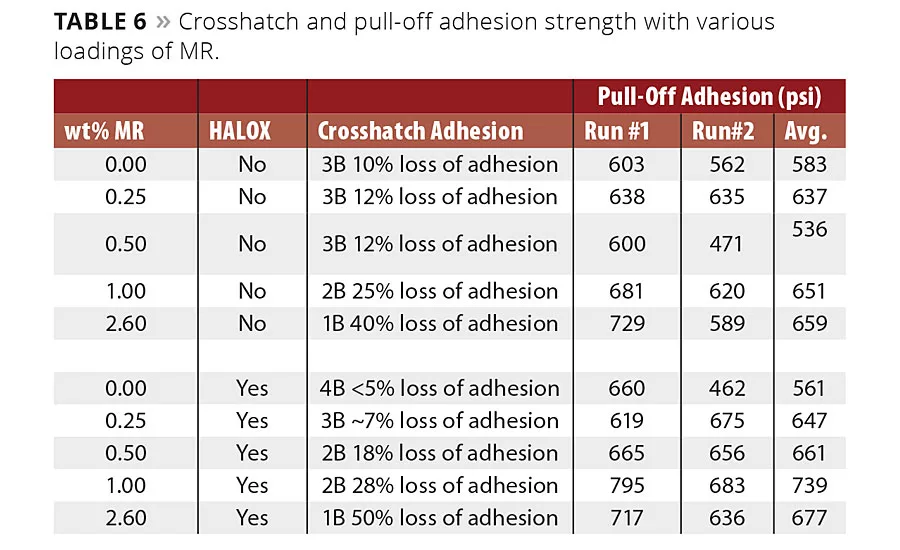
Table 6
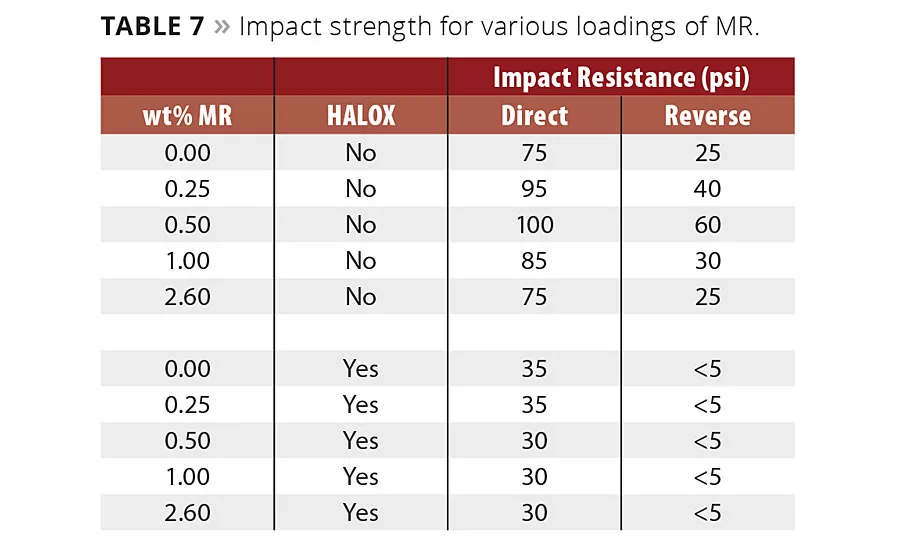
Table 7
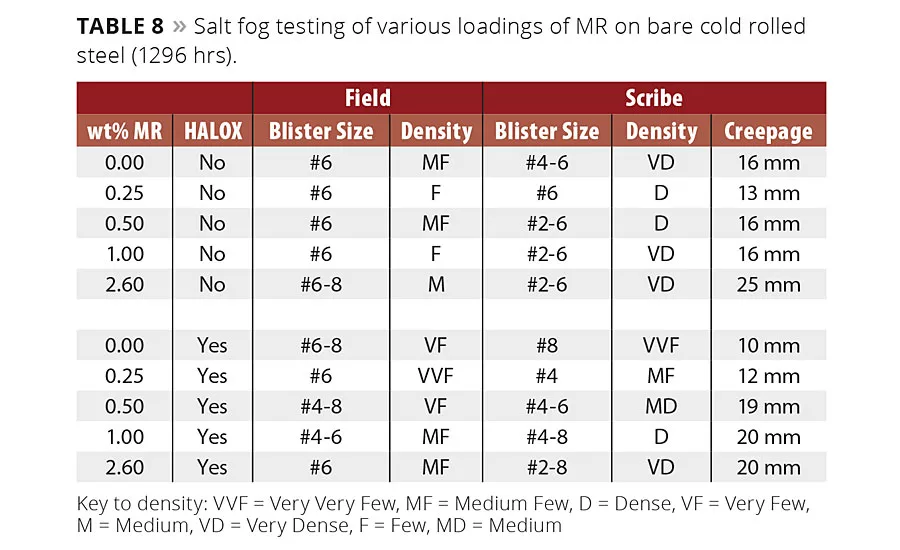
Table 8
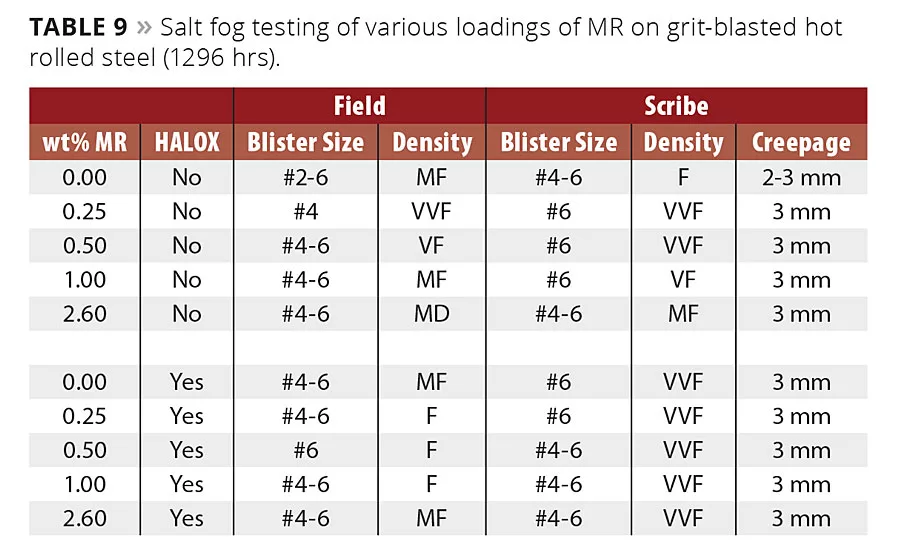
Table 9
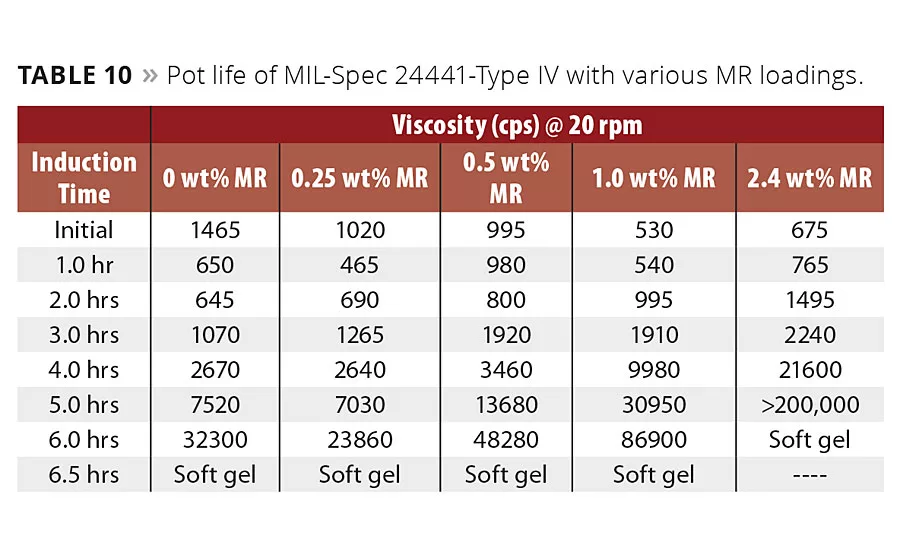
Table 10
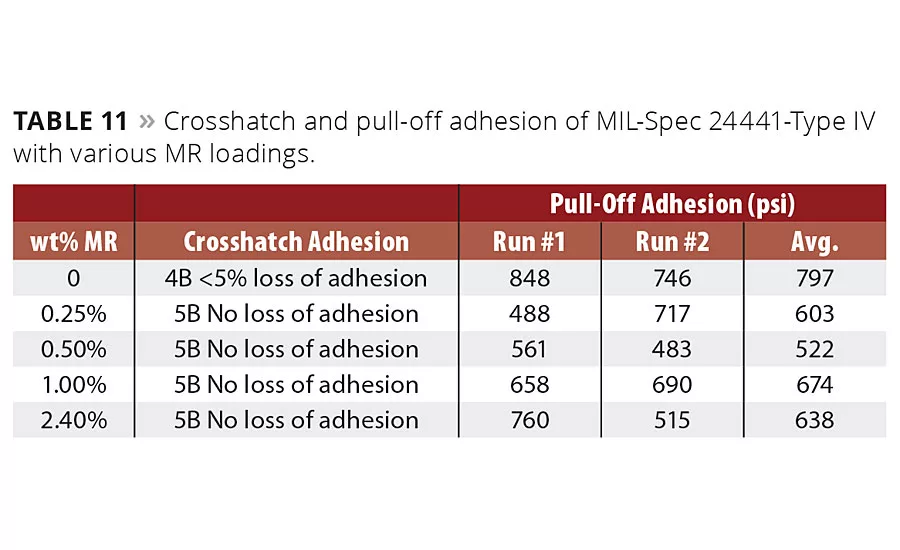
Table 11
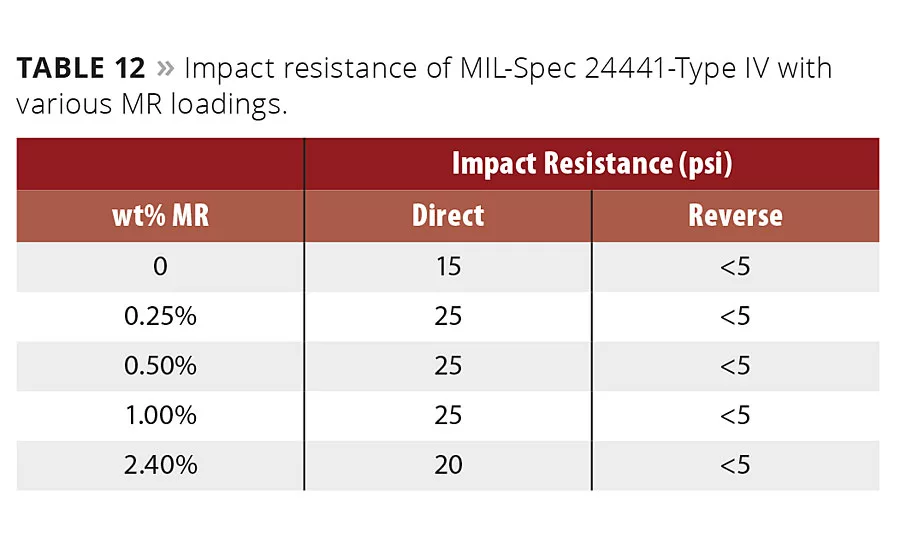
Table 12

For durability, toughness, adhesion and corrosion resistance in industrial coatings, enhancing the base epoxy resin is key to high performance. These improvements must be provided while maintaining compatibility with the hardener system during cure.
Carbon nanotubes with their individual tube properties of high tensile modulus (~800 GPa) and tensile strength (~100 GPa) are well recognized to potentially improve both the impact as well as durability of epoxy systems.
Studies by Gojny, et al1 illustrated that oxidizing the surfaces of multiwall nanotubes (MWNT) can improve their dispersion and bonding in epoxy, but they still obtained agglomerates. Surfactant-modified MWNTs, as well as extensive mixing methods using sonication and high rate shear, were also studied.2
Multiwall carbon nanotubes are commonly made from catalytic chemical vapor deposition techniques. They typically consist of macro-clusters of entangled tubes ranging in diameter from 10-500 nm. Individual MWNT lengths are in excess of 4-10 µm. The issue with these as-produced tubes is that they are bundled and entangled, making them difficult to use in industrial applications.
Molecular Rebar Design, LLC has developed a commercial process to produce functionalized and discrete MWNT, called MOLECULAR REBAR® (MR), that have an average diameter around 14 nm with an aspect ratio around 60-70, which allows for an excellent balance of resin viscosity and mechanical performance at a given loading.3 This new technology enables multiwall carbon nanotubes to be discrete, high aspect ratio, functionalized and fully dispersed in epoxy-based industrial coatings formulations.
Bis-A epoxy and hardener types are examined with MR and are shown to significantly enhance the fracture toughness of the base epoxy. These enhanced epoxies then allow for increased impact resistance, adhesion and good rheology balance in coatings formulations, both clearcoats and full formulations. The importance of maintaining the exfoliated state of discrete, multiwall carbon nanotubes during coating formulation and cure is discussed in this article.
Materials and Testing
An epoxy masterbatch with MR (XP-EP60001, 4 wt% MR) was used in this study. This product contained a proprietary polymeric cationic dispersant at a 1:1 ratio of MR:dispersant to provide a balance in rheology and mechanical performance at the various loadings of MR. Momentive EPON 828/XP-EP-60001 dispersions were mixed with a stoichiometric amount of Huntsman Jeffa-mine D-230 (32 g D-230 for every 100 g EPON 828) using an axial flow blade for 2 min at 500 rpm. Next the samples were degassed at room temperature before being poured into a glass mold for mechanical testing. A programmable oven was set to run a cure profile of 4 hrs at 100 °C then ramped up to 150 °C for 1.5 hrs.
Dispersions of the XP-EP-60001 were evaluated using an optical microscope. Images were taken at a 3X magnification between two glass slides after curing. Good dispersion is seen as a clear image where no agglomeration of the MR is seen. Features of a poor dispersion include dark bundles or re-agglomerations of MR, phase separation or inhomogeneous surface features.
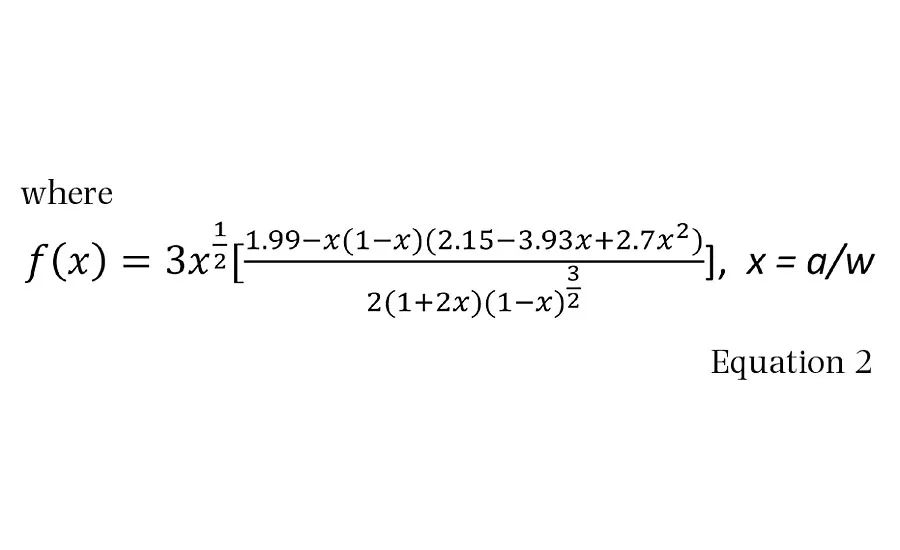
Fracture toughness data were taken according to ASTM E1820 in 3-point bend. Cracks were initiated using a band saw followed by a fresh razor blade tap. The a/w value, or crack to width ratio, was between 0.45 and 0.55. K1C values were calculated using the peak load (P), span between supports (S), thickness (B) and width (w). Equations 1 and 2 show the formulas used to calculate the K1C values.
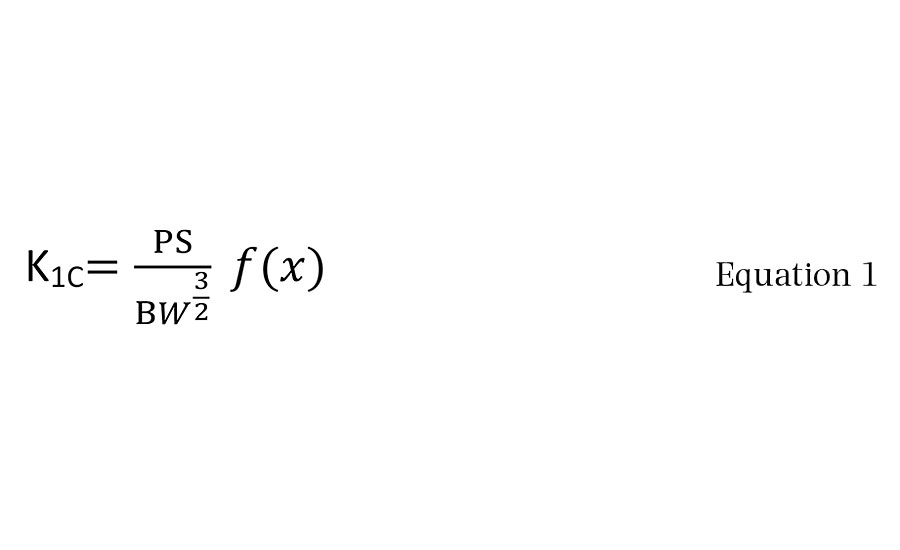
where
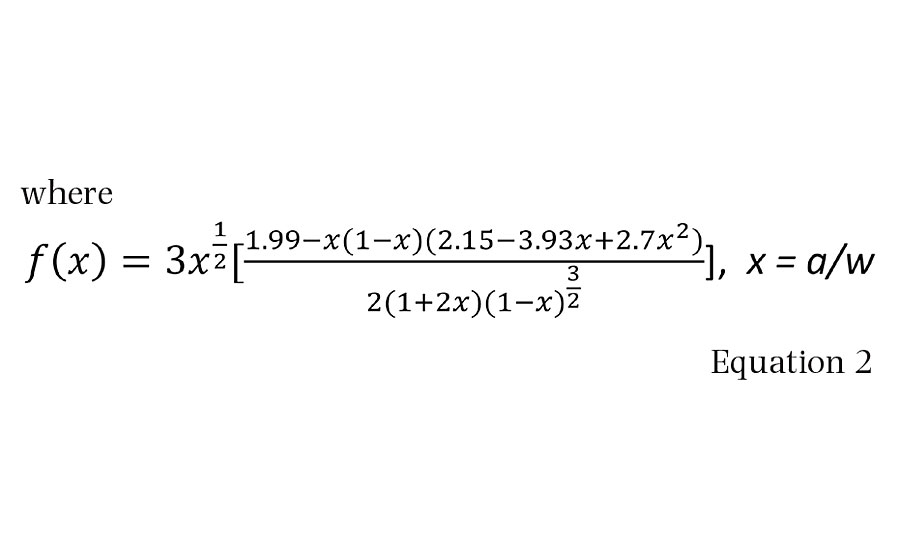
Dynamic Mechanical Analysis samples were tested from 23 °C to 150 °C at a temperature ramp of 2 °C/min using a strain of 0.1%.
An external testing laboratory, Specialty Coatings Services, was used to evaluate the MRD XP-EP-60001 in a clearcoat formulation. The XP-EP-60001 was formulated with a liquid epoxy resin, D.E.R. 331, from The Dow Chemical Company. HALOX 391 (a corrosion inhibitor) was added at 0.2 wt% with loadings of MR at 0.25 wt%, 0.5 wt%, 1.0 wt% and 2.6 wt% based on total resin solids. The clearcoat formulation used 10 wt% various solvents to improve flowability, and BYK 333 from BYK Chemie GmbH (a silicone surface additive) was used to improve wetting of the substrate. EpiKure 3175 from Hexion is a polyamide curing agent and was used as the hardener in the clearcoat.
Table 1 shows the components and levels used in the clearcoat formulation. Sample coupons on bare cold rolled steel and grit-blasted steel were prepared by drawdowns at 2.0-2.5 mils of coating thickness. Samples were cured at room temperature for 10 days before testing.
In addition to the clearcoats, MIL-Spec 24441-Type IV coatings were formulated according to the military specifications with loadings of MR at 0.25 wt%, 0.5 wt%, 1.0 wt% and 2.4 wt% based on total resin solids. Samples on bare cold rolled steel were prepared at 3.0-3.3 mils. Samples were cured at room temperature for 7 days before testing. Table 2 shows the components and levels used in MIL-Spec 24441-Type IV.
Properties tested for both above formulations included the following:
- ASTM D523 Gloss (60 and 20 degrees);
- ASTM D3363 Hardness;
- ASTM D3359 Cross-Hatch Adhesion;
- ASTM D4541 Pull-Off Adhesion;
- ASTM D2794 Impact Resistance;
- ASTM B117 Salt Fog.
Results and Discussion
The first set of EPON 828 epoxy dispersions was mixed to determine an MR loading level that was possible without significantly impacting the rheology of the sample. MR was gradually added up to 2% by weight while time and temperature were monitored. Figure 1 shows the optical micrographs at 3X magnification where all uncured epoxy dispersions are shown to be of high quality, indicating no agglomerations were present. The white dots are air bubbles in the sample. At 2 wt% MR loading there is so much MR that the slide is too dark for light to pass through.
Figure 2 shows micrographs of the various MR treatments in EPON 828 after curing with Jeffamine D-230. The images show good MR dispersion throughout the sample, with no visible or large re-agglomerations of MR upon curing. Sample (b) with the MR + cationic dispersant has a clearer image, indicating perhaps even better dispersion in the epoxy matrix.
Table 3 shows the fracture toughness of the various loadings of MR and dispersant. For the MR samples without dispersant, the fracture toughness increases with increasing amount of MR. There appears to be a maximum at 1 wt% MR and then goes down for higher loadings of MR. At the higher viscosities (higher MR levels), this decrease in fracture toughness may be due to difficulty degassing the samples. This can create micro-voids that can influence mechanical properties such as toughness. For MR samples with dispersant, the fracture toughness increases up to 6 wt % of the MR and dispersant, which was the maximum amount of MR prepared in this study.
Table 4 shows the glass transition temperature (Tg) of some of the samples prepared with dispersant. The presence of the dispersant does not change the Tg. With MR and dispersant, there is a slight variation in Tg as compared to that of the epoxy. This is a very different result than found in the literature using CNTs (not MR). Ganguli, et al found approximately a 50 °C increase in the Tg with 1% standard carbon nanotubes added to an epoxy system.4 No significant change in Tg should be an advantage when designing a coating formulation with these epoxies containing MR.
Figure 3 shows STEM images of the XP-EP60001 taken of a cured plaque with Jeffamine D-230 as the hardener. The various magnifications show very uniform dispersion and demonstrate that the MR is completely detangled and homogenously dispersed. No agglomerates are seen on the nanoscale. These high-resolution images are in agreement with the optical images at much lower magnification that demonstrated a homogenous and stable dispersion.
The gloss (60° and 20°) and hardness values were measured for the clearcoat formulation with various loadings of MR. Table 5 shows the performance for both properties. The gloss of all MR samples is lower than the control. This is not completely unexpected, as the MR itself is quite black and therefore imparts less gloss. With the addition of HALOX 391 this difference becomes minimal. Hardness was unchanged with increasing MR loadings.
Crosshatch adhesion and pull-off adhesion were evaluated to determine the toughness improvements provided with the addition of MR. These data are shown in Table 6. The lower loadings levels of MR samples are comparable to the control sample. The crosshatch adhesion decreases with increasing loadings of MR above 0.5 wt%, indicating the samples may have reached a critical level of solids at this loading.
The pull-off adhesion performance is enhanced with the addition of MR. All samples with MR were higher than the control, with the highest values being obtained at 1 to 2.6 wt% MR. Depending on the coating application and the performance level needed, this type of adhesion may be an advantage to the coatings end user.
Impact resistance is increased upon addition of MR. Table 7 shows the dramatic increase in direct impact resistance at even the lowest level of MR (0.25 wt%). This level of improvement is maintained until 0.5 wt% loading is reached. This level appears to be a maximum in the impact resistance as it decreases at 1.0 wt% loadings of MR and above. The reverse impact strength is also improved versus the control sample in the sample with no HALOX 391. This higher level of impact resistance should translate to a coating that will be far more durable. The samples prepared with HALOX 391 demonstrate lower impact resistance for all samples, including the control. This interaction will need more investigation to sort out the mechanism for lower performance.
Corrosion testing (salt fog) on the various MR loadings in the clearcoat formulations were performed on bare cold rolled steel and grit-blasted hot rolled steel. Data were collected after 312, 800 and 1296 hrs of exposure. Samples were removed and the test was completed after the 1296 hrs of exposure. The final performance is shown in Tables 8 and 9. For the bare cold rolled steel, there was essentially no negative effect with the addition of MR and HALOX 391. However, with HALOX 391, the MR samples did not perform as well as the control at 1 wt% and higher, as shown in Table 8. The key to the density measurements is shown below Table 8 and also applies to Table 9.
Varying the surface roughness for the steel surface preparation of the coupons resulted in better corrosion resistance for the clearcoat formulation. By grit blasting the surface, a more roughened texture was prepared, which showed a reduced density of blisters and reduced creep from the scribe when using MR.
Data in Table 9 were collected after 1296 hrs of exposure. This table shows the use of MR up to 1.0 wt% positively enhanced the corrosion resistance on the grit-blasted steel. For after-market and repair coatings, this is a significant advantage for the coatings end user.
At 2.6 wt% loading, the corrosion performance dropped. Again, this is probably approaching the higher total resin solids limits. Also of note in this set of samples, the addition of HALOX did not reduce the properties of the coatings in the salt fog testing.
MIL-Spec 24441-Type IV was investigated to see the effect of MR on a commercially available formulation. Data that were collected included pot life, adhesion and impact resistance. Table 10 shows the change in viscosity at 20 rpm with various loadings of MR. Up to 1 wt% MR, the pot life is 5 hrs, which provides an adequate amount of time for application of the coating in the field. At 2.4 wt% MR, the pot life drops to 4 hrs.
Table 11 shows crosshatch adhesion is improved with the addition of all loadings of MR. However, the pull-off adhesion is not improved with any loading of MR. All of the failures in pull-off adhesion were the result of a cohesive failure within the coating. Given the relatively high values achieved, this is not considered to be a major weakness in terms of downstream coatings lifetime.
The impact resistance of MIL-Spec 24441-Type IV, shown in Table 12, is significantly increased upon addition of MR and is maintained until 1 wt% MR. This level of improvement is still significant, but not as great as in the clearcoat. The reverse impact strength is unchanged as compared to the control. This added impact improvement should translate to a coating that will be far more durable in the field.
Conclusions
Functionalized, discrete carbon nanotubes, MOLECULAR REBAR, have been made that provide significant improvements in the durability of epoxies. The tailored, discrete carbon nanotubes remain well dispersed in the epoxy resin after curing with the hardener. The resins can be used to formulate coatings that provide superior impact and good adhesion in both clearcoats and fully formulated Mil-Spec coatings, all while managing rheology and pot life. These novel coatings should provide significantly longer lifetimes in the field in many industrial applications.
Acknowledgements
The authors appreciate and thank Kurt Swogger and Clive Bosnyak for their advice and guidance on using MR in various materials. We also thank Chad Lewis at MW2 Defense, LLC and the leaders at Black Diamond Structures, LLC for their support as collaborators on this paper. The authors thank Macon Leighton for his testing expertise and analysis of data, as well as Specialty Coatings Services for their analyses.
By Andrew Stewart, Douglas Hunter, Steve Hoenig and Wendy Hoenig, Molecular Rebar Design, LLC, Austin, TX
References
1 Gong, X.; Liu, J.; Baskaran, S.; Voise, R.D.; Young, J.S. Surface-Assisted Processing of Carbon Nanotube/Polymer Composites. Chem. Mater. 2000, 12 (4), 1049-1052.
2 Pillai, S.K.; Ray, S.S. Epoxy-Based Carbon Nanotubes Reinforced Composites. In Advances in Nanocomposites - Synthesis, Characterization and Industrial Applications; Reddy, B., Ed.; InTech : Rijeka, Croatia, 2011.
3 Bosnyak, C.P.; Swogger, K. Creating Molecular Rebar From Multiwall Carbon Nanotubes, 70th Annual Technical Conference of the Society of Plastics Engineers, Orlando, FL, 2012; pp. 448-451.
4 Ganguli, S.; Aglan, H. Microstructural Origin of Strength and Toughness of Epoxy Nanocomposites. J. Elastomers and Plastics. 2005, 19-35.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


