Eco-Friendly Carbon Black
Provides ‘Green’ Future for Black Pigments

Every year, approximately 14 million tons of carbon black is produced worldwide, most of it through incomplete combustion of fossil fuels, causing emissions of 35-40 million tons of CO2. Up to 90% of carbon black is used as a reinforcing agent in products such as tires and rubber; the remainder is used as a pigment in plastics, inks, coatings and other applications.1 Globally about 1-1.5 billion tires come to the end of their life – most of which are dumped, landfilled or burned, often in parts of the world where environmental controls are poor or non-existent.2 This provides major environmental challenges, ranging from CO₂ emissions and pollution from burning these tires to providing great breeding grounds for malaria mosquitos that reside in still-standing water remaining in these tires. Additionally, around 4.5 million tons of carbon black captured in these end-of-life tires goes to waste. Black Bear has developed breakthrough technology to ‘upcycle’ carbon black pigments, oil and gas from waste tires at consistent, high quality; producing net positive energy in the process. This NEPtune (Net Energy Positive) range is an eco-friendly replacement carbon black pigment for a wide range of tinting and full-tone applications.
A Turning Point in Current Black Carbon Thinking
Traditional furnace or ‘virgin’ carbon black is produced from fossil fuels, by partially burning crude oil, under controlled conditions. This conventional way of producing carbon black is very polluting. A new solution to this issue creates a different production process for carbon black using end-of-life tires as feedstock to produce consistent, high-quality carbon blacks. This circular economy approach has an enormous positive environmental impact on the CO2 footprint of black pigments and contributes to sustainable coatings manufacturing.
Effectively, the production process takes more CO2 out of the atmosphere than it consumes, and reduces air pollution (e.g. dust, CO2, SO2, NO2₂, VOCs) by around 80%, measured. Next to upcycling carbon black, the production process produces green energy - about 2 MWe and 1 ton of high-calorific oil per ton of carbon black produced. The process produces 40% high-quality carbon black and 60% volatiles; condensable oil (around 80%) and noncondensable gas (around 20%). The latter supplies the process directly through reuse of the produced energy. The value chain creates a cradle-to-cradle life cycle, resulting in the most sustainable solution for carbon black pigments.
Low PAH Content
Within the production process the polycyclic aromatic hydrocarbons (PAHs) of the virgin carbon black material are effectively ‘cleaned’ off the material to a concentration of <5 ppm. In addition, no toxic ingredients such as dioxins, furans, PCB and PCP are present in the final product. As a result, the NEPtune range is fully suited for food and human skin contact applications under The Commission Regulation EU no. 10/2011. With this low PAH, the carbon black pigments are very well suited for applications that come into contact with food, such as can and coil coatings as well as (food) packaging inks. Other properties can be seen in Table 1.
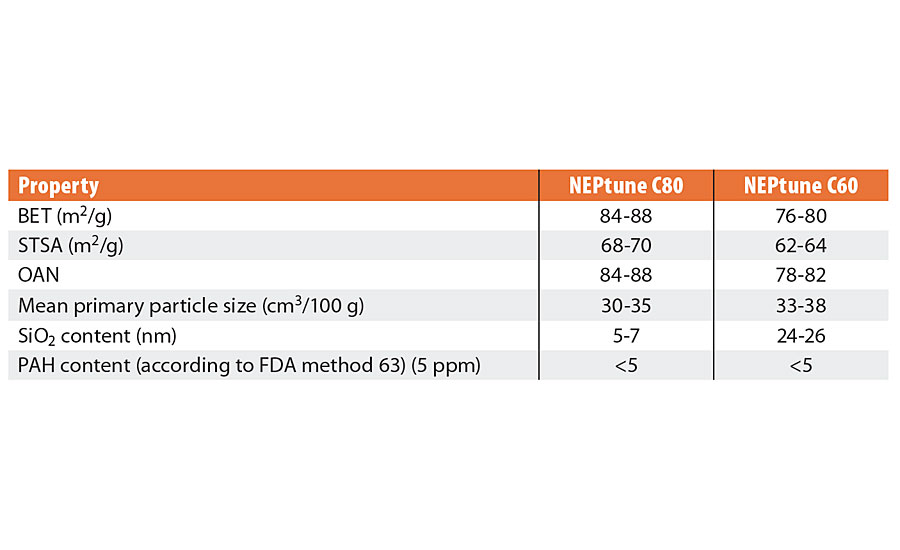
TABLE 1 » Typical properties of NEPtune carbon black
Performance
NEPtune pigments are suitable for masstone as well as tinting applications. They provide good color strength and high color stability at low additive consumption, ensure good antiflooding and floating behavior, and strong flocculation stability requiring low amounts of dispersing agent. The pigments are pre-milled to achieve easy and low-energy dispersion properties, resulting in high dispersability. Further, they provide for Newtonian viscosity behavior in both aqueous- and solvent-based systems at high pigment loading, while maintaining good stability.
More specifically, comparing NEPtune i120 in a water-based ink against a competitive grade with a NSA of 80 (at their maximum critical pigment concentrations) yields comparable results for CIE L*a*b- values (Table 2).
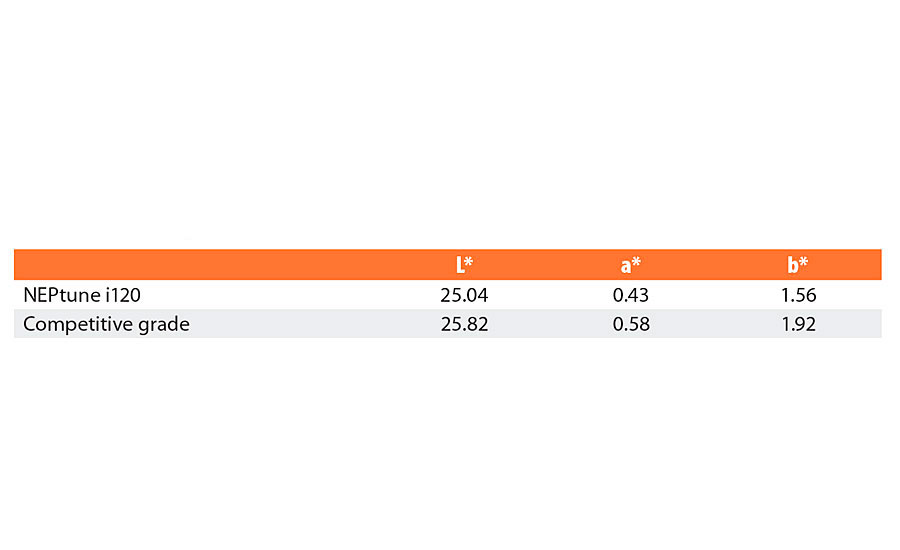
TABLE 2 » Color performance
Consistent color performance is guaranteed through strict quality control at every step of the process. Carefully pre-selected feedstock and fully automated, state-of-the-art production facilities create high-quality, unique and sustainable pigments to precise specifications. The NEPtune range is available in powder as well as pelletized form, which reduces dusting and makes handling easier, cleaner and safer.
Further performance properties can be seen in Table 3.
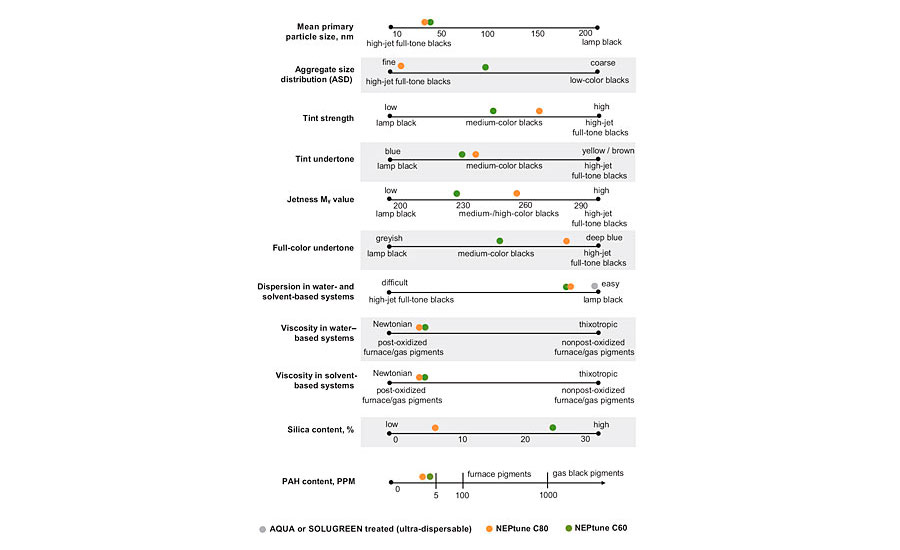
TABLE 3 » Various performance results seen with NEPtune carbon black.
Conclusion
The high-quality carbon blacks that Black Bear's innovative technology harvests from end-of-life tires can replace traditional furnace-grade product and can be reused in the production of new tires, rubber, plastics, ink and paints. The process resolves the issue of waste tire management, saves oil and contributes to making the world a greener place.
Each plant saves more CO2 than a million trees can consume (equalling 12 times Central Park in New York), and with every ton of carbon black produced, 2.5 tons of oil is saved.
Commercial shipments to customers have started in early 2017. With enough end-of-life tires available to build over 1,000 installations, Black Bear plans to roll-out their innovative, circular solution to the rest of the world.
For more information, visit www.blackbearcarbon.com.
References
1 http://www.researchandmarkets.com/publication/mqa8khl/carbon_black_a_global_market; Carbon Black – A Global Market Overview (Jan. 2016); Freedonia World Carbon Black 2013-2018; http://www.lucintel.com/carbon_black_market_2020.aspx.
2 ETRMA End of life Tyre report 2015 (For EU data); RMA 2015 U.S. Scrap Tire Management Summary (For U.S. data); CATRA Study of Potential Scrap Tire Markets in Canada 2012 (for Canada data); JATMA Tyre Industry of Japan 2016 (for Japan data).
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



