Using Structural Adhesives to Bond Metals Prior to Liquid Painting and Powder Coating

Structural adhesives have long been used for bonding parts together in the assembly of durable products such as metal office furniture, HVAC equipment, truck bodies, metal doors, agricultural equipment, signs and architectural panels. In these applications, the structural adhesive typically replaces welding, spot welding or mechanical fasteners (such as bolts, rivets and screws) to provide high-strength bonds to metal components that have already been painted or coated to their finished condition.
Another manufacturing option would be to bond the metal parts together prior to the liquid painting or powder coating process, but this procedure presents some unique challenges for the structural adhesive. In addition to providing long-lasting, high-strength bonds in the finished product, the cured adhesive must also accomplish the following:
- Survive immersion in aggressive and high-temperature pre-treatment wash cycles;
- Conduct enough electricity to properly ground metal parts for electrostatic spraying of powder coatings;
- Accept the liquid paint or powder coating itself to match the final color of the metal parts, should there be any squeeze-out or exposed edges of cured adhesive;
- Have enough high-temperature load-holding capability to keep parts together through the paint bake or drying oven.
There are certain types of epoxy and acrylic structural adhesives that meet these requirements, and they can enable a more streamlined manufacturing process that provides a stronger and more aesthetically pleasing final product.
Advantages of Adhesive Bonding
There are many design, performance and economic drivers that entice engineers to consider the use of structural adhesives to replace thermal and mechanical attachment methods when making metal assemblies. These advantages include:
Uniform load distribution: Under shear, tensile and compressive forces, structural adhesives spread applied stresses over the entire bond area, which helps to eliminate stress concentrations. Most mechanical attachments connect parts together at a single point, where the localized stresses can get very high under applied force. This factor becomes even more important for attachments subjected to cyclic loading, where the high, localized stresses from a mechanical attachment can cause a small amount of damage to the bonded substrates each cycle, which eventually leads to early bond failure. This uniform stress distribution feature of structural adhesives allows them to have equivalent or greater strength than thermal and mechanical attachments in metal assemblies (Figure 1).
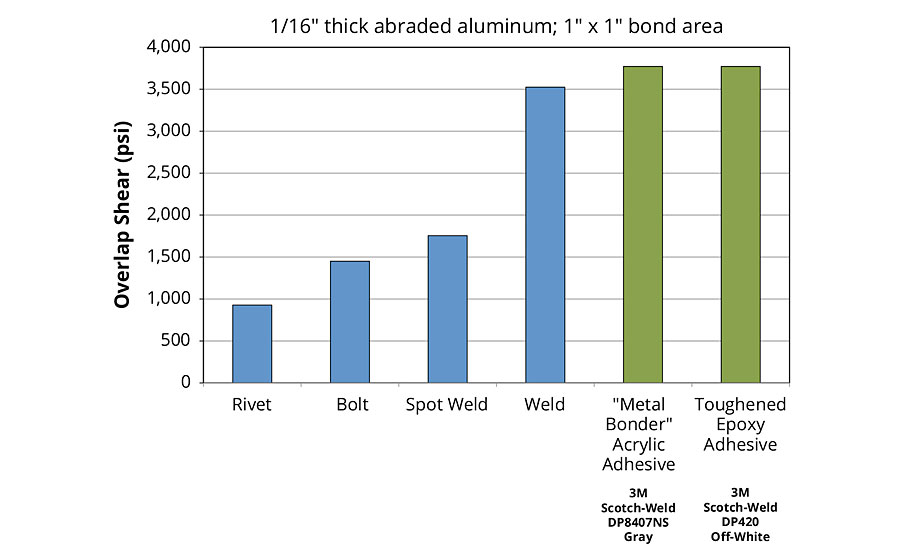
FIGURE 1 » Bond strength comparison
Substrate integrity: Most thermal and mechanical attachment methods can damage the parts being connected together by creating a hole in the substrate, thermally degrading or distorting the metal or removing protective coatings. These actions can weaken the mechanical strength of the substrates or reduce their ability to withstand exposure to weather and environmental conditions. On the other hand, structural adhesives bond to the surfaces without harming the parts themselves.
Weight reduction: Since structural adhesives adhere to the surfaces, there is also the potential to decrease the thickness (and therefore weight) of bonded assemblies. Unlike many thermal and mechanical attachment techniques, adhesion does not depend on the mechanical strength of the substrates themselves, allowing for the use of thinner metal components. The transportation industry has a great focus on lightweighting of automobiles, busses and rail cars due to the potential for fuel savings and reduced emissions, making structural adhesives an excellent choice for these types of assemblies.
Bond and seal simultaneously: When applied in a continuous bead around the perimeter of an attachment, a liquid structural adhesive can fill gaps between the assembled parts and provide an excellent seal against water or moisture intrusion. Thermal and mechanical attachments would typically need a separate gasket or applied sealant to provide adequate sealing properties.
Improved appearance: Weld fillets are easily visible in finished products and require a significant amount of labor and mess to grind flat. Spot welds leave divots that can be seen even after painting over them. Bolts, rivets and screws are obviously still visible in the finished product. Being hidden inside the bond line between the two connected parts, structural adhesives eliminate these unwanted visual attachments and leave a cleaner, more aesthetically pleasing final product.
Adhesive Bonding Before Painting or Powder Coating
Most structural adhesive bonds are made to finished components, since painted metal parts are often bonded to different substrates such as plastics, glass, wood or other materials that do not get painted or coated. However, when bonding metal components that will receive the same paint or powder coat, there are potential advantages of bonding the parts together before (rather than after) painting. These advantages include:
Improved manufacturing process: The structural adhesive could be used to bond the bare metal parts together first, and thus only one assembly (rather than multiple individual components) would need to be put through the painting process. Any exposed adhesive edges would also get covered with the paint or powder coat, thus giving a more consistently colored final product.
Difficult-to-bond paints: Structural adhesives generally adhere well to most paint and coating chemistries, including epoxy, urethane and polyester formulations. However, there are some low-surface-energy paints (most notably fluorine-containing paints such as those based on PVDF) to which most structural adhesives will not bond well. Using a metal bonding structural adhesive prior to the painting process eliminates the concern with inadequate adhesion to these paints.
Stronger bond: The overall strength of an adhesively bonded assembly depends not only on how well the adhesive sticks to the painted surface, but also on how well the paint has bonded to the metal underneath, which could also potentially fail at its interface. Using a structural adhesive to bond to bare metal components (prior to painting) eliminates this additional layer and provides an extremely high-strength bond directly with the metal substrates.
Structural Adhesive Selection
There are a wide variety of structural adhesives available to design and manufacturing engineers for making permanent attachments in industrial assemblies, including everything from cyanoacrylate instant adhesives and curable hot melt adhesives to heat-cure epoxy film adhesives. While all of these products have their particular uses, only certain types of two-component structural adhesives cure at room temperature and have the outstanding bond strength, chemical resistance and high-temperature dead load holding power necessary to work well for metal bonding applications prior to liquid painting or powder coating. The choice of which adhesive type to consider for a specific application depends on the trade-offs in final cured adhesive performance and ease-of-use in the manufacturing process. These adhesive families include:
Toughened epoxy adhesives: These are high-modulus, very high-strength epoxy structural adhesives that include rubber particles or other impact modifiers that greatly increase the strength and durability of adhesive bonds under dynamic stresses such as shock, vibration and fatigue. Epoxy adhesives have excellent adhesion to bare metals, and outstanding environmental and temperature resistance. These products are most often used for direct replacement of welds, spot welds and mechanical fasteners in heavy-duty metal assemblies. However, careful surface preparation must be performed to achieve the outstanding bond strengths possible with epoxy adhesives. This typically means a thorough cleaning of the surface (with a solvent such as acetone) to remove any oils, fingerprints or other contamination, followed by light abrasion using grit blasting, sandpaper or 3M™ Scotch-Brite™ pads, then another solvent wipe to remove the abrasion debris; alternatively, a solvent cleaning followed by a chemical etch also works extremely well. Epoxy adhesives also cure relatively slowly, so adequate time must be allowed for the structural adhesive to cure prior to putting the bonded assembly through the painting process. At room temperature, typical cure times to achieve structural strength would probably range from several hours to overnight. Review the Technical Data Sheets for 3M™ Scotch-Weld™ Epoxy Adhesives DP420 and DP460 to understand the typical properties of toughened epoxy structural adhesives.
“Metal bonder” acrylic adhesives: These are high-strength acrylic structural adhesives that include modified raw materials or additives to counteract the potential corrosive properties of standard acrylic adhesives on certain bare metal surfaces such as steel and copper (Figure 2). Acrylic adhesives are also naturally rigid, so formulations suitable for high-performance metal bonds should also be toughened by the inclusion of rubber particles or other impact modifiers. While the performance and durability of these products may be slightly lower than epoxy structural adhesives, acrylic adhesives provide some significant advantages for the manufacturing process. Depending on the specific metal and protective oils used, structural bonds with acrylic adhesives may be possible with minimal or no surface preparation. The acrylic chemistry can absorb rust protection oils and other light oil layers to make a structural bond with the underlying metal. While the surface preparation techniques discussed earlier would always be recommended, acrylic adhesives are much more tolerant of inadequate or spotty surface preparation (Figure 3). Acrylic structural adhesives also cure much faster than epoxy adhesives with the same work life, allowing for a quicker submission to the painting process. For example, a 10-min work life epoxy adhesive would probably require 4-8 hrs to reach adequate bond strength to survive a powder coating bake oven, whereas a 10-min work life acrylic adhesive could probably be started in less than 1 hr. If manufacturing speed and in-line inventory reduction are important, an acrylic structural adhesive would probably be a better candidate. Review the technical data sheet for 3M Scotch-Weld Metal Bonder Acrylic Adhesive DP8407NS Gray to understand the typical properties of a toughened acrylic structural adhesive.
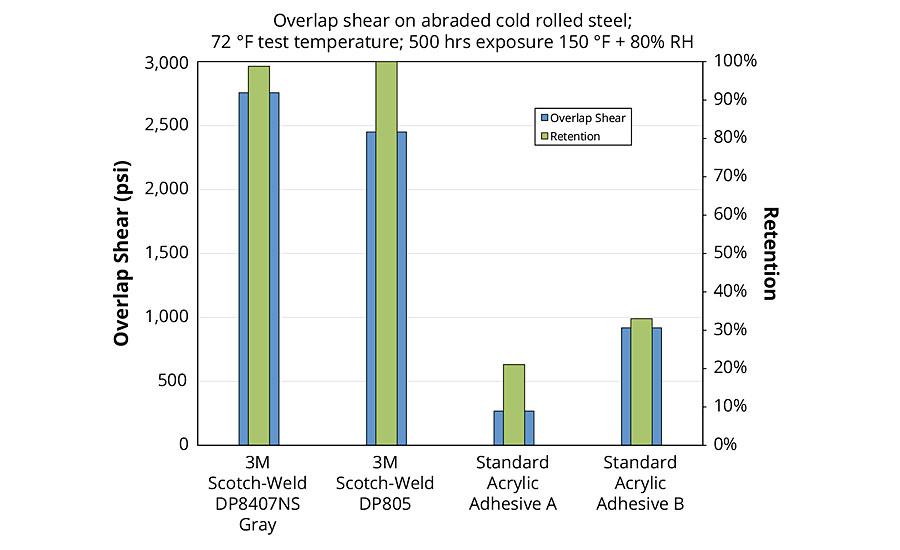
FIGURE 2 » Strength retention after high-temperature and humidity exposure.
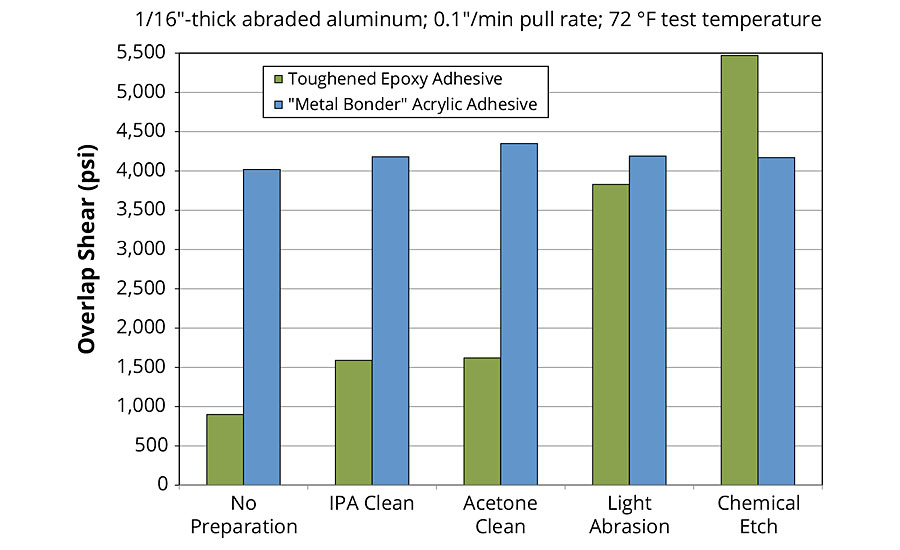
FIGURE 3 » Effect of surface preparation.
Proving Adhesive Performance
Two separate experiments were conducted to confirm the ability of these structural adhesives to perform well in metal bonding assemblies put through a subsequent painting process:
Dead load holding tests: Overlap shear test specimens were put under various amounts of applied stress using a spring-loaded fixture, which was then placed inside a 400 °F oven for 1 hr. Since the cured structural adhesive alone would have to support all bonded parts attached to the component hung in the painting line, this test was done to measure how much weight the adhesive could hold at high temperature (Figure 4). Both types of structural adhesives discussed here performed well, with the toughened epoxy structural adhesive holding at least 200 psi shear stress and the “metal bonder” acrylic structural adhesive holding at least 75 psi shear stress. This result means that just 1 square inch of adhesive bond area can support at least 75 pounds of attached metal parts for 1 hr through a 400 °F paint bake oven. This should be enough holding power for nearly all metal assemblies.
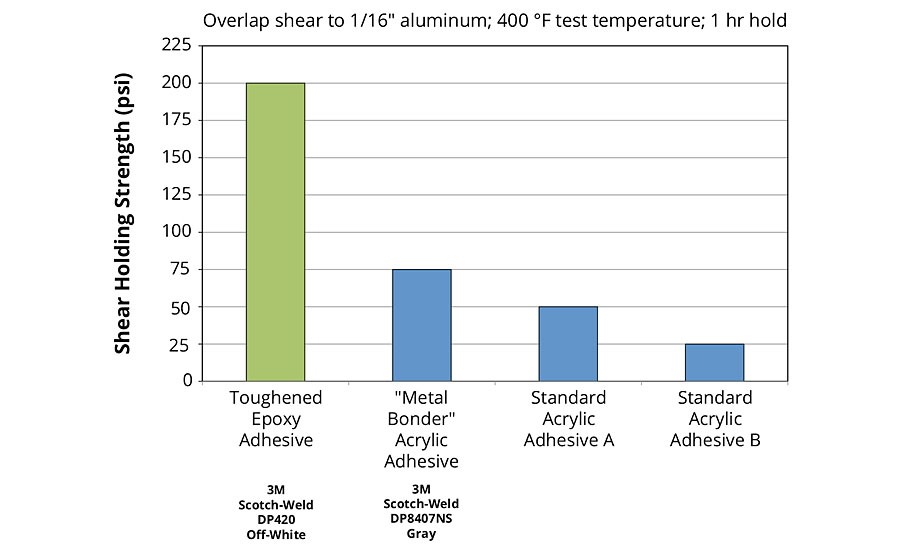
FIGURE 4 » Dead load holding power during paint bake oven.
Powder coating trials: Flat metal parts were assembled with structural adhesives and put through a standard powder coating process line to determine whether or not the adhesives would survive immersion in the pre-treatment wash cycles, conduct enough electricity to properly ground metal parts for electrostatic spraying of the powder, and accept the powder coating on any exposed adhesive edges. The pre-wash cycle included a 15-min immersion in 150 °F alkaline (pH=11) metal cleaner and a 5-min immersion in 120 °F acidic (pH=4.5) iron phosphate coating aqueous solution. This full factorial experiment include two different adhesives (3M Scotch-Weld Epoxy Adhesive DP420 Off-White and 3M Scotch-Weld Metal Bonder Acrylic Adhesive DP8407NS Gray), two metal substrates (aluminum and cold rolled steel), two bond line thicknesses (0.010” and 0.035”), and three different powder coat chemistries (epoxy, polyester, and polyester TGIC). The cured structural adhesives survived the wash cycles and held the metal parts together successfully. In all combinations except one, the powder deposited completely and evenly on all metal surfaces, resulting in a beautiful finished painted metal assembly. The one case that had some issues with powder deposition was the thick (0.035”) bond line assemblies using the toughened epoxy adhesive. In this specific configuration, the epoxy structural adhesive did not provide a sufficient ground for the powder to distribute correctly. The same adhesive worked perfectly at the thinner (and more typical) 0.010” bond line thickness, and the “metal bonder” acrylic adhesive provided an excellent painted product at both bond line thicknesses.
Structural Adhesive Solution
Designed for bonding a wide range of metals, toughened epoxy and acrylic structural adhesives can provide the strength and durability needed to replace welds, spot welds and mechanical fasteners in a wide variety of industrial applications. These products can also provide the necessary dead load holding power and high-temperature strength to enable the bonding of metal components together prior to a liquid paint or powder coating process, allowing design and aesthetic improvements in the final product and process benefits for the manufacturer.
For more information call 1-800-362-3550 or visit www.3M.com/structuraladhesives.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







