A Novel, Multipurpose Organic Coating System, Part 2


Editor’s Note: This is Part 2 of a two-part paper. Part 1 appeared in the October 2017 issue.
Abstract
The concept of an organic coating system consisting of a hot-melt coating (also known as thermoplastic coating), overcoated with a water-thinned coating while in the molten state, was explored by the development of solvent-free shop primers for forest-product-based exterior architectural components. These shop primers with and without commercially available finishes were compared to selected commercial coating systems on various substrates, by exposure to the weather in multiple locations. The concept is in its infancy, but coatings developed are commercially practical with performance equal or superior to conventional coating systems of recognized quality. Suggested applications of the concept include road marking and interior trim. The field is open for exploitation.
Introduction
Part 1 of this paper described an organic coating system applied on an industrial coating line and consisting of a hot-melt coating overcoated while still molten with a suitable water-thinned coating. The paper covered the history of this development including early work in the 1960s, and further development and testing after resumption of investigation in the 1990s. Although this is potentially a multipurpose concept, the system developed for weather testing comprised a shop primer for forest-product-based exterior siding, and the water-thinned component was a latex primer. Formulation and testing were discussed, as were potential applications not yet thoroughly examined,1 including road marking.
Experimental
Choice of Surfaces to be Coated for Weathering Tests
The durability exhibited by the hot-melt/latex system tested in the 1960s indicated that comparative testing against other durable coatings, on conventional surfaces, might require considerable time. To minimize test times in weather exposure, I chose exterior plywood as the primary substrate for testing. It is generally considered by painting contractors to be unpaintable when exposed to the weather.i The specific plywood surface selected was smooth-sanded exterior AC grade, 3 ply, 8.6 mm (11/32 in) thick. Relevant coatings were also exposed on redwood, a widely used substrate recognized as paintable, and on some other wood-based surfaces. As anticipated, however, the exposure time of about 5½ years produced only limited information from these tests on alternate surfaces.
Although, as recognized in Part 1 of this paper, the coating of siding may not be the field of greatest usefulness for the proposed coating system, there were persuasive reasons for concentrating on that coating application. Aside from the availability of plywood as a means of accelerating failure, there was the opportunity to build on the knowledge accumulated in my earlier work, and there was the possibility of demonstrating exceptional performance. Thus the significance of plywood as a principal substrate lies not in the usefulness of the present coating system to paint that particular surface, to which a film-forming coating is seldom applied. Rather, it lies in the expectation of accelerated testing and in the challenge presented by that surface. A coating that performed well should be likely to perform well on many more-stable surfaces.
Plywood as an Exterior Painted Surface
This may be further appreciated by considering the behavior of plywood surfaces in the weather, and the coating characteristics necessary for success. Gunn2 applies the name “lathe check” to the cracks parallel to the grain that inevitably appear in the outer ply after one or more wet/dry cycles, explaining that cracks arise from stresses introduced by the flattening of the ply after it is peeled from a round log. The term “grain crack” will be used instead in this paper because “check” has a connotation in coatings technology that is not applicable here. Gunn concludes that a coating can resist cracking on plywood only when the inevitable cracks in the coating, that begin where the wood surface is cracked, do not propagate through the film. Thus the film must retain during weathering the strength and/or extensibility to limit development of the crack. Anyone who has observed film-forming coatings weathered on exterior plywood is familiar with the catastrophic failure by flaking that usually follows the development of cracks in the coating.
Application of Coating Systems to the Surfaces Selected for Weather Testing
Plywood from a single manufacturerii was lightly sanded on an industrial belt sander to remove the “fuzz” of wood fibers and small splinters that commonly cover plywood surfaces. Immediately before roll coating, wood surfaces were preheated by infrared to 104 °C (220 °F), driving out surface moisture that otherwise might be vaporized by the hot coating and cause blistering. Care was exercised that the substance previously used to clean the coater was compatible with the hot-melt coating being applied, to avoid an adverse effect on intercoat adhesion.
The two hot-melt coatings selected for weather testing – a coating modified with drying oil and drier for limited crosslinking, and a drying-oil-free coating (see Tables 1-4 in Part 1 of this paper)1 - were separately applied by industrial direct roll coater to plywood and other surfaces intended as substrates for weathering. Application temperature for the oil-free hot-melt coating was 182 °C (360 °F) and for the oil-modified hot-melt was 127 °C (260 °F). The coater was adjusted for the hot-melt thickness it applied by coating sample pieces of the board, determining approximate coating weight by difference, and calculating film thickness.
On the first panels coated, the cooled hot-melt film surface was covered with ridges in a pattern objectionable in appearance. This unwanted “ribbing” phenomenon is often present on roll-coated hot-melt surfaces. To overcome it, the doctor roll on the coater was locked so that, unable to turn, it performed a wiping action to smooth the hot-melt that coated the applicator roll. This produced a slightly textured coating surface, satisfactorily smooth for exterior use, on the surface of board fed parallel to the grain. The coater manufactureriii advised that locking the doctor roll does not harm the coater.
The minimum film thickness of which the hot-melt roll coater was capable was limited by coating viscosity (roughly 18,000 mPa.s at application temperature) to about 38 µm (1.5 mils). Plywood and board of other kinds were coated at 38 to 50 µm (1½ to 2 mils), and additional plywood board at 50 to 75 µm (2 to 3 mils). Feather edge redwood siding, unsuited to roll coating, was abraded to a plane surface and coated by Bird applicator at about 25 µm (1 mil).
A number of plywood surfaces were similarly abraded and coated by Bird applicator at about 25 µm to permit weathering tests at film thickness below the range of the roll coater. Some were similarly coated by drawdown with about 50 µm of hot-melt, for comparison. The necessity of panel preparation by this method dictated that panels for weather exposure be small.
Considerable labor was required to smooth even a small panel to a sufficiently plane surface (For method of panel preparation, see Appendix 1 in Part 1 of this paper.)1; smoothing of larger panels was impractical, but uniform size was desired for valid comparison of test results. Consequently, all coated boards were cut into panels 10x20 cm (4x8 in) each.
At the roll coating facility there were no means of applying the latex primer. It was necessary to use an infrared unit at another location to liquefy the previously roll coated films of hot-melt coating, immediately before spraying the latex primer. The spray process was controlled for film thickness and uniformity by rigid procedure and jigs to guide gun movement. Each panel was dried by exposure to a hot air blower for 90 seconds, with additional infrared heat for the final minute of that time. To assure a dry latex coating between 12 and 25 µm (½ to 1 mil), latex primer film thickness was estimated by weight difference, and panels were accepted for weather testing only when the film thickness lay in the desired range.
Bottom edges of panels received a coating system as similar as possible to that on the face. Panel backs were protected by a conventional commercial latex house paint two-coat system, with aluminum foil adhesive tape on ends and tops.
Experimental Design and Weather Exposure of Coated Panels
In the balance of this paper, systems consisting of a hot-melt coating overcoated while in the molten state with a latex coating will be referred to as “hybrid” systems, for brevity.
Initial exposure of many of the panels was done in one of two ways. If the panel represented the surface of a new structure that would normally be coated in the field and consequently weathered before priming, it was exposed unpainted for 30 days and then painted with a conventional house paint system. Alternatively, if it represented a shop-primed surface, it was coated before exposure, either with one coat of a conventional latex house paint primer, or else with a hybrid shop primer system. It was then exposed for 30 days before receiving any additional coating. The restriction to 30 days’ pre-exposure was intended to limit interference with comparisons between shop-primed panels and those exposed unpainted. Unexpectedly as will be discussed further, this pre-exposure had considerably more effect on unpainted plywood than on the other unpainted substrates.
Except as noted below, panels were exposed in duplicate, south vertical without backing in a suburb of Cincinnati, Ohio, or in Homestead, Florida. On panels coated with a hybrid system, a latex primer high in pigment volume concentration (PVC) (see Table 5 in Part 1 of this paper),1 at 12 to 25 µm (½ to 1 mil) dry film thickness, formed the latex coat applied directly to the hot-melt. An exception to this will be described. Exposures were organized into several panel series, each series serving a different purpose and each including other forest product substrates in addition to plywood. All panels in each series were exposed at the same time and place. In each series, one pair of panels of each substrate was coated with each conventional commercial coating system, as a control, and the remaining panels coated with systems based on hybrid primers. For every pair of panels coated with a hybrid primer using oil-free hot-melt, an otherwise identical pair employed oil-modified hot-melt. Other variables on plywood included hot-melt film thickness, the identity of the commercial finish and its number of coats.
Coating systems used as controls included first-line latex house paint primers and finishes from each of two sources,iv a first-line alkyd/oil house paint primer and finish from the first source listed and a contractor-grade latex house paint from a third source,v applied self-primed. All control coatings were applied by brush at spreading rates complying with label instructions. In each panel series, the same commercial finishes used as controls were also used as finish coats for panels coated with each of the two hybrid primer systems.
In one panel series all panels were shop primed either with a hybrid system or with a commercial latex house paint primer, and then exposed for four months before any additional coatings were applied. This was intended to simulate construction in the fall with no finish applied until spring. An additional feature of this series was that on several pairs of redwood and plywood panels, the high-PVC latex primer of Table 5 (Part 1 of this paper)1 was replaced, directly over the hot-melt, with a commercial semigloss latex house paintvi at the same dry film thickness, thus permitting comparison of these two coatings as latex primers.
Three short series of panels served special purposes. One series was finished with a commercial dark brown latex house paintvii and exposed face down for one year in Ohio, 61 cm (24 in) above ground level. It was designed to produce the unsightly white surface deposit connected with acid rain or dew and known as “frosting”, and to test the hybrid coating systems for susceptibility thereto. Another series finished with the same dark brown house paint was exposed in Florida at 85 degrees from the vertical to test for vulnerability to softening of the hot-melt coatings in Florida summer sun. In the third special purpose series, the hybrid shop primer on each panel was intentionally damaged, weathered 30 days, repaired by application of commercial latex primer to the damaged area and then recoated with commercial house paint. This series was exposed south vertical in Ohio to determine whether the hybrid system could be successfully repaired.
Because I moved my residence, the panels exposed in Ohio were removed from exposure after 43 months and moved to a rural location in northeastern Georgia, where they were exposed south vertical for an additional 25 months. In Florida, south vertical exposure was continued for 5½ years. In all of these locations, quarterly evaluation of each panel was guided by photographic standards.3
Statistical comparison of the performance of the coating systems on various groups of panels was facilitated by pairing groups of equal numbers so that every controllable characteristic of each panel and each coating system, except the variable to be studied, was the same within each pair. Modes of failure thus analyzed included grain cracking, flaking and mildew growth. The statistical tests employed were the paired difference test and the Wilcoxon signed rank test,4 each of which is suitable for analysis of such paired data. The paired difference test determines the probability that two population means differ significantly. The Wilcoxon test does the same for the frequency distributions of two populations. In instances of significant difference, each test provides the confidence level of the result. Since cracking and flaking increase in severity with exposure time, panel ratings assigned to each panel during the same periodic inspection were analyzed for each failure mode. On the other hand, visible mildew varies unpredictably with exposure time. Consequently, the mildew data statistically compared were the months of exposure elapsed before visible onset and the most severe infestation recorded during the total exposure period.
Investigating the Contribution of a Coating to Moisture Condensation in an Exterior Wall
It is well known that if the moisture vapor generated within an occupied structure condenses in an outside wall, rot may cause damage and/or toxic mold growth may render the structure unusable. This can happen if humidity in a wall builds up simultaneously with cooling by outside air, until the dew point is exceeded. Contributing factors can include a leaky interior moisture barrier and/or an impermeable exterior organic coating. Rot and mold growth thrive a little above fiber saturation level at a wood fiber moisture content of about 30%.5 To investigate whether hybrid coatings might contribute to this problem, I separately tested hybrids employing each of the two hot-melts used in weather testing, each overcoated with the high-PVC latex primer and then with oil house paint as a finish. They were exposed to the weather on a device designed to represent an occupied structure with high interior humidity and a leaky moisture barrier. Each test run compared one hybrid coating system against a coating system known to perform well. For test details and a drawing of the device, see Appendix 2 and Figure 1.
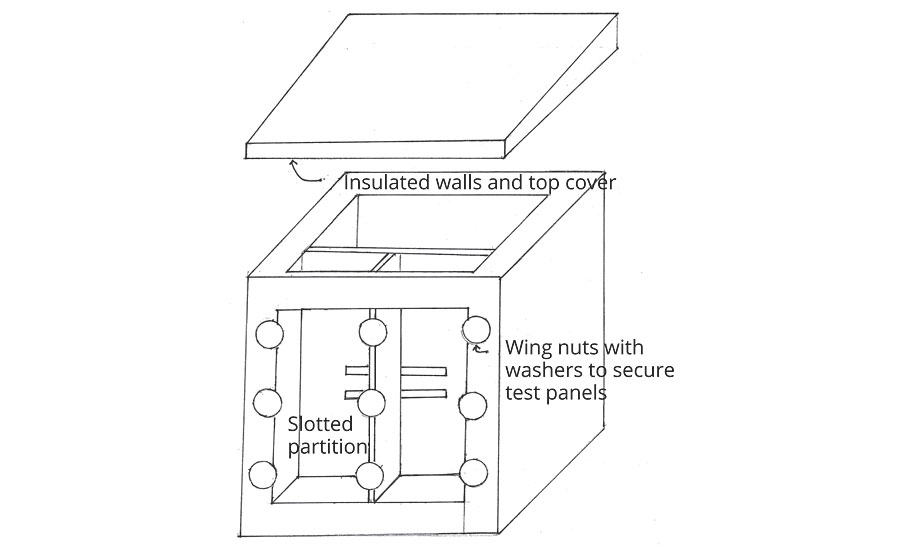
FIGURE 1 » Device for testing the tendency of a coating system to contribute to condensation in walls.
To evaluate the test itself and establish test procedure, I used it to compare several pairs of panels constructed and coated to give assurance that one panel would transport moisture significantly better than the other. Differences in panel behavior after one to two weeks were always as expected. I then considered the test to be capable of distinguishing moisture transport differences within a reasonable time. The length of the test and prevailing weather were not considered factors in performance comparisons, since the control panel and the test panel would always begin with the same moisture content and remain exposed to identical conditions for the same time, whatever the details of those conditions might be. In conducting this test on hybrid coating systems, I used as the control system the same oil house paint primer and finish as had been used in weather testing. I also used this oil house paint, at the same thickness, as the finish over the hybrid system. Tests were run to investigate the moisture transport properties of each of the two hybrid coating systems relative to the oil house paint control, at each of two hot-melt coating film thicknesses and on both Douglas fir and southern yellow pine plywood, with replicate tests under each set of conditions.
Results and Discussion
Some Aspects of Exterior Plywood Behavior
Exterior plywood behaved in unexpected ways. This may be of general interest as well as being pertinent to this investigation.
After 12 months’ exposure, there was a major difference in the degree of grain cracking between two groups of weathered coated plywood panels. The more severely cracked group, intended as controls in the weathering tests, had been exposed unpainted for 30 days before application of a commercial paint system. The other group had been exposed for 30 days after shop priming but before finish application. The difference in performance persisted regardless of the particular coating system involved. Additional exposure produced little change in cracking, but failure by flaking began after 18 months and progressed after 4½ years to severe flaking on almost all panels weathered before painting. In contrast, little or no flaking occurred on any panel shop primed with either a hybrid primer or with a commercial latex primer. Table 6 (Tables 1-5 appear in Part 1)1 shows how cracking and flaking developed as exposure progressed. Figure 2 shows a comparative example, after 68 months. It is clear that performance differences caused by exposure procedure - weathering of unpainted plywood versus weathering after shop priming - obscured any performance variations due to the coatings themselves.
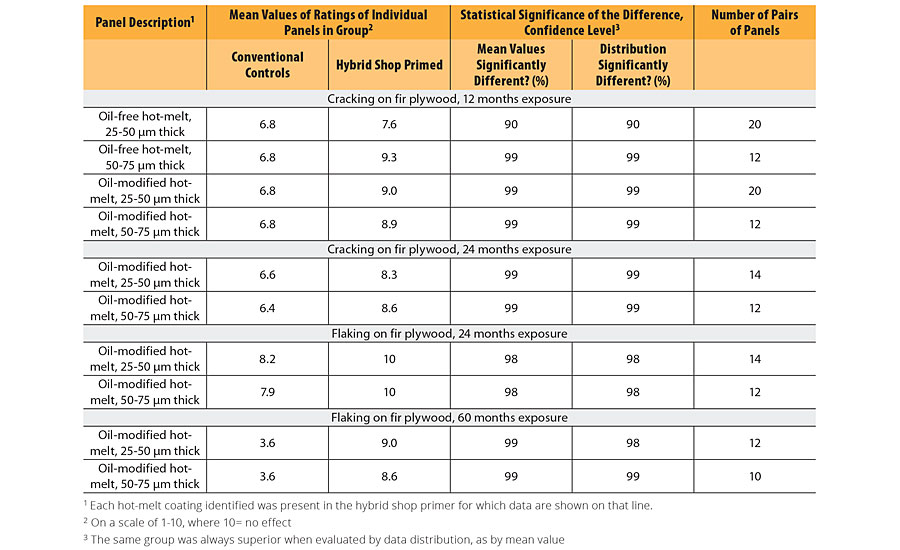
TABLE 6 » Conventional control coating systems versus hybrid primed systems.
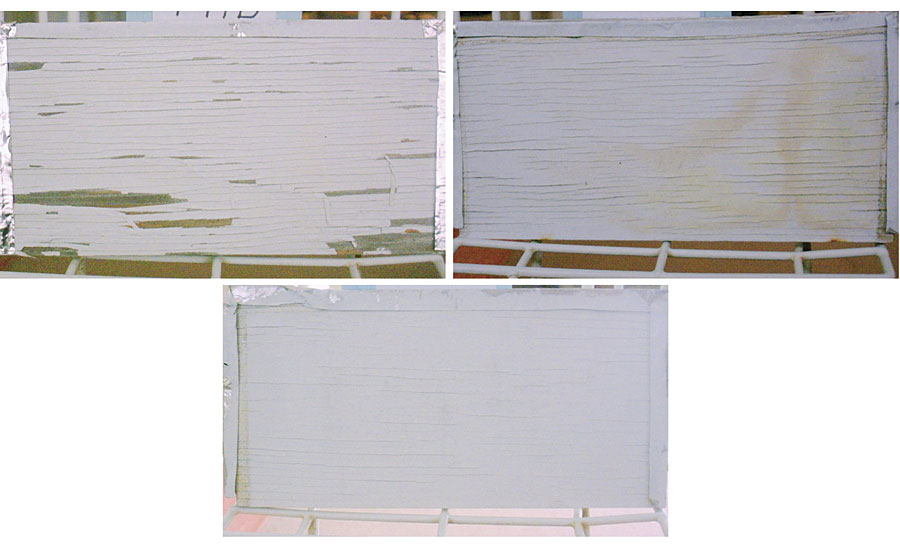
FIGURE 2 » Plywood panels exposed 68 months. The two panels shown in the upper photos were coated with the same two-coat conventional latex system. The panel on the left was exposed unpainted for 30 days before being coated. The one on the right was shop primed with the conventional latex primer, exposed 30 days and then received the finish coat. The panel in the lower picture was shop primed with a hybrid primer, exposed 30 days and then received the same finish coat as the other panels. They illustrate the effect of exposure before application of a finish coat, with and without shop priming, and also the effect of the choice of shop primers on wood staining.
Degradation of the paintability of exposed wood surfaces, by weathering, is well known, but in this test, brief exposure that left redwood and pine virtually unaffected degraded plywood severely. Also, the same conventional finishes that failed on the preweathered plywood survived 5½ years in the weather when applied over shop-primed plywood. This was equally true for any of the different shop primers.
It appears that unprotected plywood is so susceptible to surface damage by weathering, even though brief, that this could be the source of its reputation as “unpaintable”. Feist has reported results6 that can easily be interpreted as confirmation. He reports excellent performance of some commercial latex coating systems on plywood after seven years weathering in three locations. This is contrary to general experience, but the coatings were applied before any panel was exposed. Thus the panels should be considered shop coated.
Contrary to expectations, resistance to cracking and flaking on plywood panels in Florida was consistently superior to that in Ohio. Flaking occurred almost exclusively on the panels weathered for 30 days before coating, but even on these panels the Florida exposures consistently flaked less, beginning at a later date (Table 7). My suggested explanation is that the instability of the plywood surface had a greater effect on coating performance than did the intense solar radiation and wet climate in Florida. The wider range of temperature and humidity in Ohio, and the freeze/thaw cycles, might be expected to cause more frequent and severe expansion and contraction of the surface so that the effect of surface instability on coating performance could have been magnified on plywood in Ohio as compared with Florida.
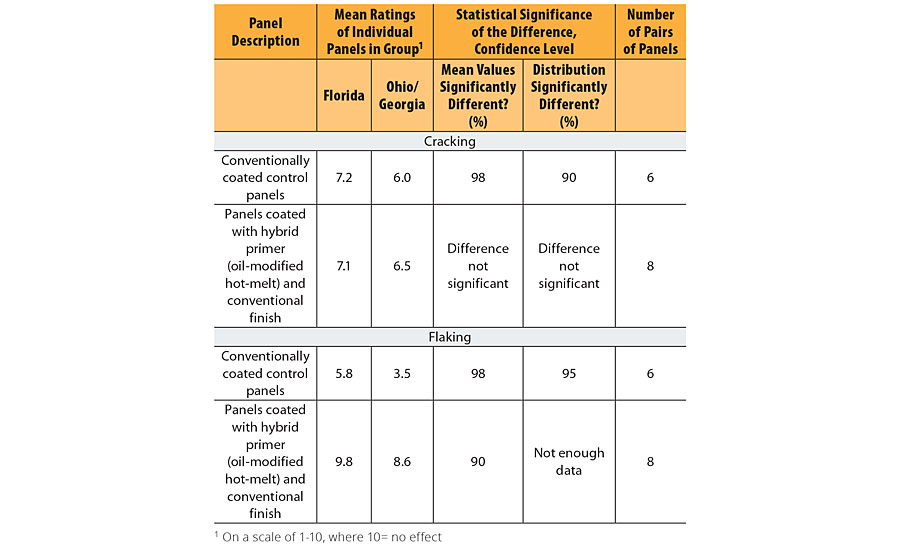
TABLE 7 » Performance in Florida versus performance in Ohio/Georgia – cracking and flaking.
Still more unexpected behavior was seen in a group of 24 fir plywood panels that without exception remained uniformly smooth in the weather, in stark contrast to the greater number of similar panels exposed next to them. These 24 did crack but formed none of the typical ridges parallel to grain cracks. Such ridges make a major contribution to the surface instability that makes plywood hard to paint, with some ridges as high as 3 mm above the surface. These 24 panels, coated by drawdown rather than roll coater, had been severely abraded – about 0.2 mm of wood removed – to provide a sufficiently planar surface for laboratory coating application. A suggested explanation is that the most severely stressed portion of the outer ply had been sanded away.
Results of Weathering Tests
Comparison between shop-primed panels was of special interest; that is, hybrid-primed panels versus those coated with commercial latex primer. Statistically, data for cracking showed no significant difference, and the degree of flaking was insufficient for meaningful comparison. In mildew resistance, however, the hybrid was superior during the first two years of exposure (Table 8 and Figure 3). In Table 8, the criterion for mildew resistance is the number of months before onset. When the criterion was the most severe mildew growth recorded during the test period, results were essentially the same. Thus, when conventional latex primer was compared to the hybrid system, the consistently higher early mildew resistance of the hybrid was the only difference that had appeared after 5½ years.
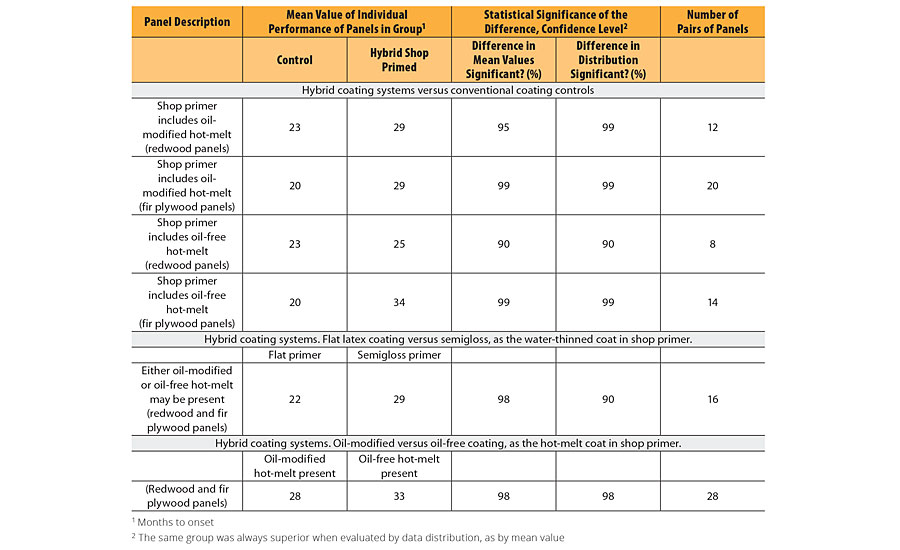
TABLE 8 » Conventional control coatings systems versus hybrid shop-primed systems – mildew resistance.
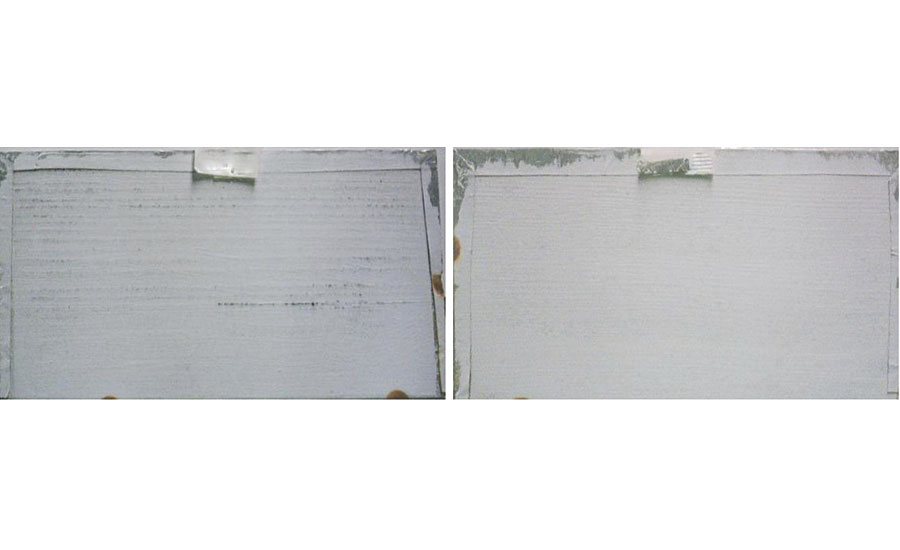
FIGURE 3 » Redwood panels exposed 43 months. The left panel was shop primed with conventional latex primer; the right panel shop primed with hybrid primer. Both panels were recoated with the same conventional finish. They illustrate the effect of the choice of shop primer on mildew resistance.
Another notable observation was that half of the 90 hybrid-primed plywood panels exposed in Ohio and later in Georgia resisted significant cracking of the paint for the full exposure period of 5½ years. None of these ever developed typical plywood surface roughening, or any paint flaking. Given that all plywood is expected to develop grain cracks on exposure, this seems to show that the hybrid shop primers either prevented many of the plywood panels from cracking, or else resisted cracking of the paint where the wood cracked. Nearly all the other panels on exposure did crack, but this collection of hybrid-primed panels includes multiple panel series exposed at different times, so no statistical comparison is possible.
As discussed above, a commercial semigloss latex house paint was applied over the hot-melt coating on some panels, rather than the flat latex primer otherwise used. This substitution improved resistance to cracking and mildew only modestly (the latex semigloss contained fungicide), except that in Florida no mildew ever appeared on these panels. Also, they never chalked in Florida, although all other Florida panels chalked to a moderate degree, and chalking was otherwise unaffected by primer differences on panels exposed together in one location.
To consider other aesthetic effects, there was no discernable difference in gloss retention of the conventional gloss oil house paint finish whether applied over conventional oil house paint primer or over hybrid shop primer. Wood staining defaced fir plywood (Figure 2) and redwood panels primed and finished with conventional latex paints and made unsightly patches visible when they were present in the outer plywood veneer. No stain penetrated a hybrid primer system, regardless of wood species, hot-melt film thickness or presence of patches; however, staining sometimes occurred adjacent to cracks in hybrid films (Figures 2 and 4). When conditions were intentionally made conducive to frosting, it appeared on a susceptible control but not on any hybrid coating system.
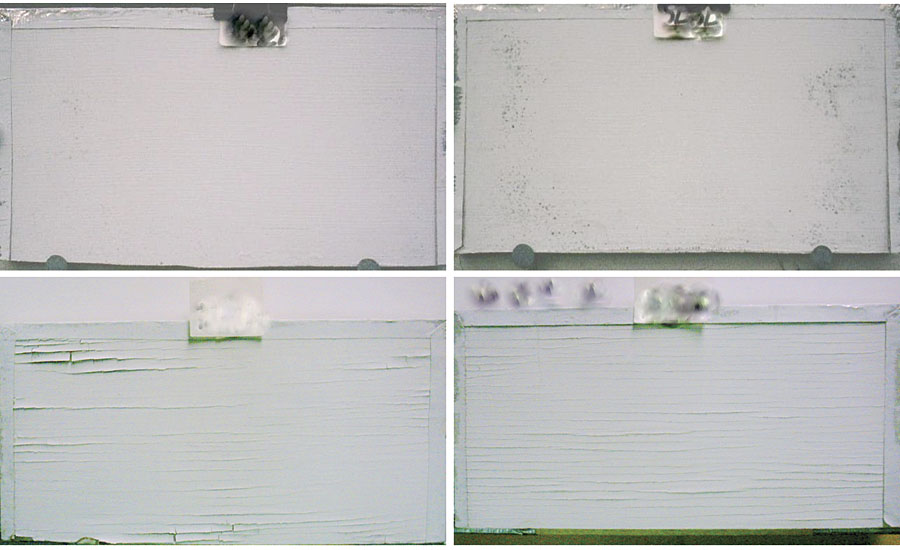
FIGURE 4 » The upper panels are redwood exposed 30 months, hybrid primed, finished with the same conventional latex coating. They illustrate the difference in mildew resistance between oil-free hot-melt coating (left) and oil-modified (right). The lower panels are plywood, exposed 68 months, Illustrating the difference in resistance to cracking and flaking between the oil-free hot-melt (left) and oil-modified (right).
Comparing the hybrid coating systems containing the oil-free hot-melt coating versus those using the oil-modified hot-melt, the latter were somewhat more resistant to cracking and flaking, whereas the oil-free systems had a small but consistent advantage in mildew resistance (Table 8 and Figure 4).
When different hot-melt film thicknesses were compared, 25-50 µm (1-2 mils) versus 50-75 µm (2-3 mils), there was little difference in vulnerability to any failure mode. Plywood panels prepared by drawdown - one group at 25 µm (1 mil) and another at 50 µm (2 mils) - failed prematurely and provided no useful comparison of performance at these lower film thicknesses. There was evidence that application temperature had been compromised during the drawdown process, interfering with adhesion and causing the failure. Numerous redwood panels, coated with the hybrid systems by drawdown at the 25 µm hot-melt thickness, were exposed for 5½ years with various finish coats, and performed well.
Initially, enough panels were exposed in Florida for statistical comparison, but a hurricane left gaps in the panel groups. After the first year, I discontinued Florida exposure of panels coated with hybrid systems based on oil-free hot-melt coating because of blistering on panels in the previously described test for softening in Florida sun. Coating systems employing the partially crosslinked oil-modified hot-melt coating did not blister and remained on exposure.
I have previously discussed the unexpectedly greater susceptibility of coatings on plywood panels in Ohio to cracking and flaking, but comparisons of the performance of various coating systems to each other, in Florida, were consistently in agreement with those in Ohio. There was little or no failure on redwood in either location except for more pronounced mildew in Florida.
As stated earlier, no detectible film defects or loss of adhesion ever resulted from overcoating an undamaged hybrid primer film with a solvent-thinned finish. Neither did weathering tests show the use of a solvent-thinned finish to detract in any other way from coating performance. There were no significant differences when failure modes during weathering were statistically compared, between a dozen plywood panels coated with hybrid primer and solvent thinned finish, and their counterparts, each identical in all respects except that the finish was water-thinned.
Nevertheless, accidental damage to films of hybrid primers, as on a construction site, could leave a bare area of hot-melt film susceptible to attack by solvent-thinned paint. For this reason, the previously discussed series of intentionally damaged and repaired test panels was exposed. Durability was not compromised by the repair (Figure 5). A number of widely different latex primer compositions have been found to protect the hot-melt coating from solvent. It appears that almost any exterior latex primer suitable for recoating with solvent-thinned paint could be used.
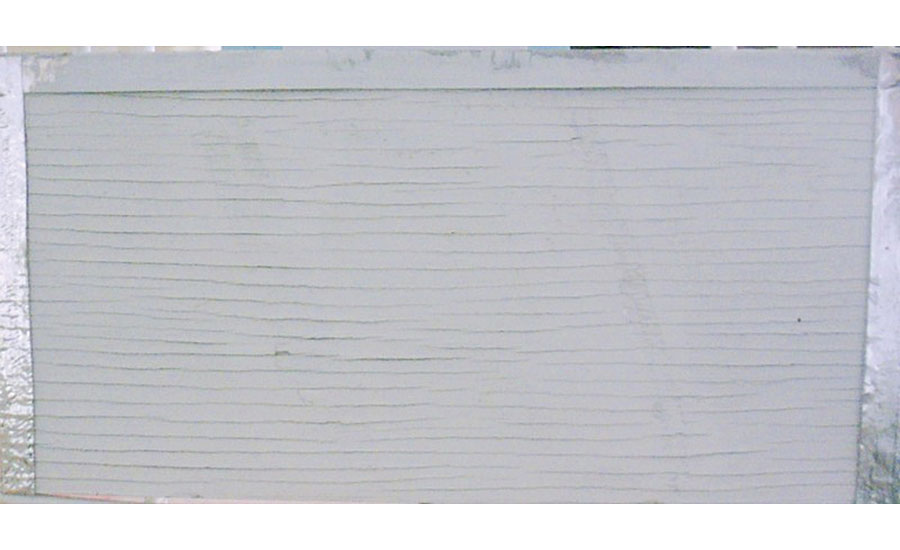
FIGURE 5 » Plywood panel exposed 68 months. Hybrid primed with conventional latex finish, intentionally damaged and repaired with conventional latex primer before exposure.
Results of Moisture Condensation Tests
Multiple tests were run on the device used to test coating influence on moisture condensation in an exterior wall (Appendix 2 and Figure 1), comparing oil-modified hybrid coating systems against a commercial oil house paint system of long-established satisfactory performance. On fir plywood and also on pine the hybrid system and the control system reached the end point - 30% moisture level – in similar periods of time. However, considerably more condensation occurred behind the control panels, or else the hybrid panels did a substantially better job of transmitting liquid water. Table 9 shows details of test results.
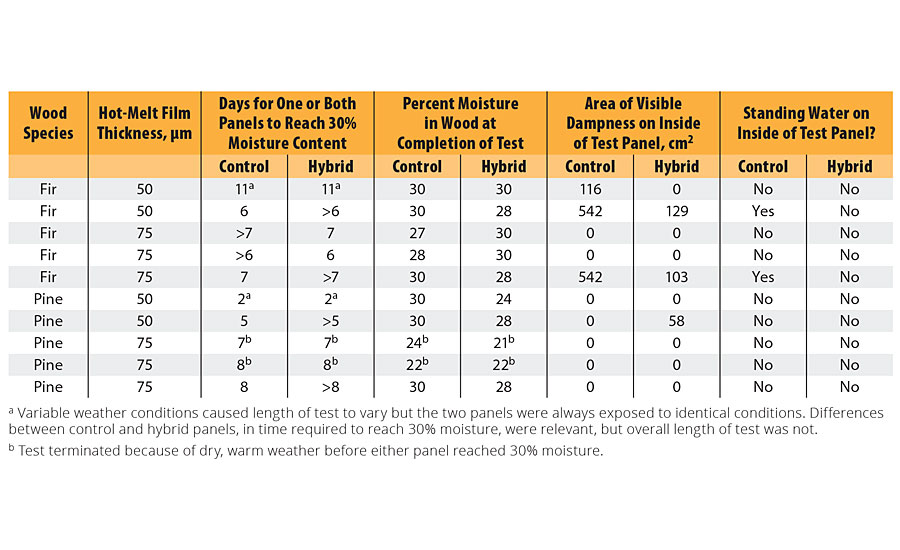
TABLE 9 » Moisture transport and effect on condensation.
Results of Other Testing
Neither the oil-free nor oil-modified hot-melt coating increased significantly in viscosity when tested for stability in the molten state as specified in Appendix 1 (Part 1 of this paper),1 nor did viscosity increase after a year of storage of the granulated coatings. Every latex-over-hot-melt coating combination employed in weathering tests achieved the maximum rating for adhesion to wood and for inter-coat adhesion when tested as described in Appendix 1. The severe reverse impact test on these hybrid coating systems, described in Appendix 1, cracked the latex films but no loss of adhesion was detected, and no cracks were found in the hot-melt films. Adhesion was measurably poorer when latex primer was applied after cooling and solidification of the hot-melt coating rather than to the molten coating.
Conclusions
Conclusions Concerning Weathering Tests
There is much skepticism among technical workers in the coatings and adhesives industries as to adhesion of water-thinned coatings to hot-melt surfaces, and indeed, few hot-melts can be recoated in this way. It has here been demonstrated, however, that hot-melt coatings can be successfully designed for the purpose. At no time and under no circumstances, in the work reported here, was there adhesive failure of a water-thinned coating in the weather after application to a hot-melt surface.
In two sets of weathering tests, the first in the 1960s and the second early in the 21st century, hybrid coating systems showed considerable durability, but performance differed relative to quality commercial coating systems. In the earlier tests performance significantly exceeded that of conventional coatings; whereas in the later tests performance equaled or slightly exceeded conventional coatings. Unfortunately, reasons for this difference are unknowable, considering the differences in hot-melt coating composition in the two sets of tests, the uncertainty of film thickness in the earlier test, and changes in conventional coating performance over the intervening years. From my observation of hot-melt film characteristics after weathering, however, I believe the earlier film to have retained more toughness and elasticity. This suggests evaluation of an increased proportion of higher-molecular-weight EVA, relative to the composition in Table 2 (Part 1 of this paper), with hot-melt application by extruder if increased viscosity makes it necessary. The numerous panels in which the expected plywood grain cracking failed to crack the hybrid coating seem to hold out the promise of exceptional protection if the coating system could be upgraded.
Hot-melt coatings with and without drying oil modification performed similarly in many respects. Hybrid systems based on the oil-modified hot-melt were somewhat superior in resistance to cracking and flaking; but the oil-free version was somewhat more mildew resistant. Gloss retention, degree of chalking, and resistance to wood staining and to frosting were satisfactory and equal. The most significant difference was the softening of the oil-free variety in Florida summer sun, which caused blistering of the coatings applied over it. Thus its usefulness is limited.
Differences in hot-melt coating film thickness did not affect performance in the weather, but no data were collected for films on plywood under 38 µm in thickness. Good performance on redwood at 25 µm hot-melt thickness shows that, on some surfaces, the minimum protective hot-melt film is at that level or below.
Among the compositions used in and over the hybrid coatings, fungicide was present only in some finish coats and in the semigloss latex that replaced the flat latex primer on a few test panels. The very high film integrity of the hot-melt coatings is believed to contribute to mildew resistance. It offers no channels through the film as do coatings from which volatiles have evaporated, and thus blocks both the spread of fungus that may be present before coating application, and access by surface-deposited spores to the nutritive cellulosic substrate. Higher moisture levels in paint films have also been reported to favor fungus growth,7 and the hot-melt coatings can safely be assumed to be initially moisture free. Wood fibers found on the plywood surface can promote mildew if they extend through a paint film,8 but this tends to produce a recognizable pattern, which did not appear.
The assertion that the hybrid coating system may be used as both primer and finish is based on performance in the 1960s. The latex coat comprising the hybrid was formulated as a finish and exposed with no additional coat. It showed no detectable deterioration after five years of weathering on yellow pine or redwood.
Conclusions Concerning Moisture Condensation Tests
The basis for the use of a comparative test was the assumption that the moisture transport properties of the oil house paint system could safely be used as a standard, since coatings of this type have served dependably for many years without causing problems associated with moisture condensation in walls. The use of only two coats of conventional oil paint on the control panels meant that the hybrid coating systems were held to a higher standard than if the more widely recommended three coats of oil paint had been applied. The thinner film would be expected to transmit moisture more readily, requiring the hybrid films to do likewise.
The moisture transport mechanism could have been diffusion through the polymeric films and wicking through wood fibers present on the plywood surface.9 If wicking occurred, fibers were presumably similar in number and length on hybrid-coated and conventionally coated panels, so conclusions drawn from the test should be valid. The hybrid systems were apparently less likely to contribute to harmful condensation than were the oil paint controls, since wood saturation occurred at essentially the same time under identical conditions, but there was considerably more condensation on the backs of control panels (Table 9). Thus these tests demonstrate that coating systems based on hybrid shop primers are no more likely to contribute to harmful condensation than is oil house paint.
Summary
In the 1960s a coating system formed by overcoating a molten hot-melt coating with a latex paint was conceived as an answer to a search by the wood siding industry for a primer to improve paint performance on its product. Performance testing, including weather exposure, had a positive outcome, but circumstances prevented commercialization. Thirty years later, as the originator of the concept, I undertook upon retirement a more thorough investigation. I now make public a report on coating system composition and performance. It describes extensive testing including weathering and suggests the use of this coating system for road striping and other applications far afield from the original purpose. Solutions are described for several problems that a coatings system of this kind may bring to mind. This is Part 2 of a two-part paper.
Acknowledgment
I thank Dennis Nie for many hours devoted to a generous assist in recording this work. I thank Thad Broome and Ed Lowrey for critique and editing.
References
1 Lowrey, H.W. A Novel, Multipurpose Organic Coating System, Part 1. Paint & Coatings Industry Magazine, October 2017, p.66-73).
2 Gunn, D.J. The Coating of Plywood Cladding Panels, J. Oil & Colour Chemists Assoc., No. 1, 28 (1980).
3 Pictorial Standards of Coating Defects published by the Federation of Societies for Coatings Technology in conjunction with American Society for Testing and Materials (1979).
4 Mendenhall, W.; Weaver, R.J. Introduction to Probability and Statistics, 9th Ed., Duxbury Press, Wadsworth Publishing Co., Belmont, CA (1994).
5 Scheffer, T.C.;Moses, C. S. Survey of Moisture Content in Houses for Evidence of Decay Susceptibility, Forest Products J., 43, No. 11/12 45/51 (1994).
6 Feist, W.C. Weathering Performance of Finished Southern Pine Plywood Siding, Forest Products J., 38, No. 3, 22 (1987).
7 Ross, R.T. J. of Paint Technology, 41, No. 531, 269, (1969).
8 Broome, T.T.; Lowrey, E.J. Mechanism for Film Preservation by Phenyl Mercurials on Wood Substrates, J. of Paint Technology, 42, No. 543, 227 (1970).
9 Lowrey, E.J.; Broome, T.T. Practical Application of Modern Permeability Theory in the Paint Industry, J. of Paint Technology, 38, No. 495, 227 (1966).
For more information, e-mail hughlowrey@ahicatlanta.com.
APPENDIX 2 » Test method for comparison of two exterior coating systems for tendency to cause moisture condensation inside a wall of a simulated inhabited structure.
The test device is a plywood box, 76 cm (30 inches) high, 76 cm wide and 51 cm (20 inches) deep, double-walled and insulated on all sides except one of the 76x76 cm sides, which is open (Figure 1). The double-walled feature of the box reduces dimensions of the opening to about 61 cm (24 in) square. This opening is walled off from the rest of the box by a slotted partition, set back 10 cm (4 in). Each of two slots is 30 cm (12 in) long, with adjustable width. The box is positioned outdoors, 46 cm (18 in) above the ground. The inside of the box represents the interior of a house or building and, when the open side is closed by mounting a test panel side by side with a control panel, both panels representing siding, the space 10 cm deep between the slotted partition and the “siding” represents the space inside an exterior wall. The slotted partition represents a leaky interior moisture barrier.
Two 30.5x61 cm (1x2 ft) coated plywood panels, with plywood properties as nearly identical as possible, serve as “siding” in each test. They sit side by side, coated side out and long dimension vertical, covering the open side of the box, secured by wing nuts and washers with foam weather stripping forming a seal under the edges. A wood partition divides the “exterior wall” space between the slotted partition and the panels into equal parts, so that air can reach each panel through the slots from the interior but the air inside the “wall” behind one panel cannot mix with that behind the other.
The top of the box is removable, for adjustment of the apparatus inside. The box is wired for electric power. It is fitted with a small fan, and with two 150-watt incandescent light bulbs controlled by a household-type thermostat to warm the air. A pan of water in the box requires no additional heat to bring the air close to 100% relative humidity.
To prepare for the test, coat a plywood panel to be used as a control, with one brush coat of commercial oil house paint primer and one brush coat of its oil house paint finish companion product, both applied at a spreading rate in the mid-range of label directions. Air dry the oil primer for 24 hours before recoating and the finish coat for a minimum of 5 days before testing. On a plywood panel previously roll coated with a hot-melt coating at a film thickness of either 50 or 75 µm (2 or 3 mils), liquefy the coating by heating the panel to hot-melt application temperature in an oven and immediately brush coat it with latex primer, at a spreading rate to produce a dry film 12 to 25 µm thick, thus forming the hybrid primer to be tested. Dry for a minimum of 24 hours and recoat with the same oil house paint finish used on the control panel, at the same spreading rate. Dry for the same length of time as the finish on the control panel. Conduct the test at a time when outdoor temperatures are expected to be between -12 and 16 ºC (10 and 60 ºF). Using a moisture meter with uninsulated pins, measure the initial moisture level in the uncoated side of each panel. If moisture levels differ by more than 1%, equalize them by aging the panels in a common environment.
Mount the two panels on the box as described above, fill the pan in the box with water, turn on the heating lamps and run the fan continuously. Set the thermostat to maintain an air temperature of about 24 ºC (75 ºF), and set the slots in the partition so that enough humid air enters the “wall” to bring the moisture level in the panels up to 30% in one to two weeks. Then at a specific time every 24 hours record water and air temperatures inside the box, also recording rainfall, snowfall and the outside temperature range for the day. At the same time each day, remove the two panels from the box, measure the surface temperature of each uncoated side with a surface pyrometer, and record for the purpose of correcting moisture measurements. Record the location and extent of visibly wet areas, if any, on the uncoated surface of each panel and, using a moisture meter with uninsulated pins, take six measurements of the moisture level in the wood at evenly spaced points within the bottom 10 cm (4 in) of the uncoated side, avoiding visible wetness. Correct the moisture measurements for temperature and wood species. Average, record and date them. Remount the panels with the same orientation, exchanging their positions each day, and continue until the back of one panel reaches 30% average moisture content.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





