Building an Industrial Wood Finish, Part 2
View from a Third-Generation Supplier and Manufacturer


Part 1 of this article ran in the June 2018 issue of PCI, and covered wood finishing products, supplier design of the finish and executing the wood finish. This article will discuss wood finishes and the environment and quality control.
Wood Finishes and the Environment
Legal and Regulatory Background
Since the formation of the Environmental Protection Agency (EPA) in the United States in 1970, there have been numerous laws passed to reduce pollution. The EPA grew from a budget of $1.0 billion to over $8.0 billion in 2017 under the Obama Administration, with over 15,000 employees and many more on a contractual basis. The EPA remains an agency that is both an enforcer and a partner with business. The EPA is funded through tax payer money and through fines by those companies found to be out of compliance with legislation passed to protect the environment.
Certainly, as the agency grew and the states followed by establishing their own environmental agencies, the industry was asked by its end users to do what we could to reduce the emissions of wood finishes and make them safer and more end user friendly. The Era of Environmental Regulation reached its apex during the 1980s and early 90s in the United States. The industrial coatings industry became regulated through all agencies – Federal, State and local agencies.
The Clean Air Act (CAA)
The CAA, passed in 1970, was amended in 1990 with the passage of the stricter Clean Air Act Amendment (CAAA), and put pressure on the wood finishing industry during my time to reduce air pollution. VOCs and HAPs come from a variety of sources, one main source coming from the application of wood finishes. These pollutants are emitted from individual spray booths as the solvents evaporate and the wood finish dries. The wood furniture and cabinet industries in the United States are under guidelines from the EPA and the passage of The Clean Air Act Amendment in 1990, identifying 187 HAPs with more being identified as an ongoing practice.
Wood Finish Note
Because the states are dependent on federal government money for many of their needs, the SIPs from individual states are a “bargaining chip” in the funding process. Usually, the more aggressive the SIP for the reduction and prevention of pollution, the more federal funding is available.
This designated list of toxic chemicals is based on the tendency of the pollutant to cause illness. The pollutant occurring per million parts of air measures the threshold limit values (TLV) in the air. The EPA has listed 190 chemicals as air toxics (HAPs). Solvents used in wood finishes emit many of these toxics. All emission information must be sent by each facility to their respective state for monitoring and overview by the EPA. There were a multiplicity of other acts and regulations passed, all involving the safe disposal, use and storage of wood coatings, along with mandated air pollution reductions by either the EPA or state environmental agencies for all “stationary sources,” which included Spruance’s entire wood manufacturing customer base, North and South.
National Ambient Air Quality Standards (NAAQS)
The passage of the CAAA triggered a reporting mechanism as described in Titles I through VI. These statutes require stationery sources (furniture and cabinet manufacturers are stationery sources) to document and report on their release of VOCs and HAPs. The EPA has measured every section of the United States as to its smog problems, based on the deterioration of ozone in the atmosphere. Depending on the severity of ozone deterioration, each area has been given a specific date when they must attain “ozone compliance.” Nonattainment ozone zones are classified as marginal, moderate, serious, severe and extreme.
National Emissions Standards for Hazardous Air Pollutants (NESHAPS)
Passed in 1993, these standards included Control Technique Guidelines (CTGs), based upon the concept of Prevention of Serious (Pollution) Deterioration (PSD). The guidelines for these CTG techniques are as follows:
- Latest Available Emission Reduction (LAER);
- Reasonable Available Control Technology (RACT);
- Best Available Technology (BAT);
- Maximum Available Control Technology (MACT).
The choice of technology used is dependent upon the severity of the deterioration in individual state areas and the ability to meet ozone compliance directives in the future. The EPA required the states to submit State Implementation Plans (SIPs) for reducing air pollution.
In 1995, the EPA incorporated standards into its CTGs for the control of air toxins emitted by VOCs and HAPs. All stationary sources with the potential to emit 10 tons of an individual HAP per year or a combination of 25 tons of HAPs per year are under MACT standards. Additionally, the MACT standard applies to those stationary sources emitting 10 tons of VOCs in extreme nonattainment ozone areas, and 25 tons per year in other nonattainment areas.
The furniture industry, from the book written by Professor Michael K. Dugan titled Furniture Wars, tells a 40-year story of “How America Lost a Fifty Billion Dollar Industry”. Labor efficiencies are/were a primary driving force, but the off-shore lax environmental regulations also are/were a driving factor as well.
In 1994 with the U.S.’s signing The National Free Trade Agreement (NAFTA), it is now apparent that environmental issues and regulations in countries where none or very few existed had a decided short-term advantage. 85-90% of the furniture workers in United States have been laid off and have much trouble finding similar employment to match their previous financial and social settings.
Another good example of the dislocations and closures comes from the state of California. Because of the severity of the ozone problem in southern California (labeled as extreme), some wood furniture and cabinet manufacturers have either moved to Mexico or have shut down. Pollution controls in Mexico are less stringent than in the United States. In fact, public sources state that over 40 furniture manufacturers making up the bulk of the furniture manufacturers from Los Angeles moved their plants to northern Mexico. These new furniture Maquiladoras cited “regulations as their main reason for moving.” In fact, there are and have been documented instances of air pollution from Mexico drifting over some of the severe and extreme nonattainment zones in California. In 1995 I gave testimony to the Infrastructure Committee, before both Houses of Congress, about the unfairness of NAFTA to our industry. A group of us from industry testified that: “NAFTA was anything but fair trade.”
Pollution Prevention Opportunity Assessments in Wood Finishing
A favorite “buzzword” from the EPA during my time was Pollution Prevention Opportunity Assessments (PPOAs). Driven nationally, PPOAs focus on partnerships between all stakeholders to participate in the negotiation process to reduce pollution and to improve efficiencies. The implementation of PPOAs can be very capital intensive, and their desired success is not always a certainty.
Wood Finish Note
Environmental Note: When drying and evaporating, solvents emit VOCs and have the largest weighted impact on emissions from manufacturing plants. These manufacturing plants are labeled by the EPA and other state environmental agencies as stationary sources, many considered air pollutants or VOCs, with some considered as HAPs. These agencies regulate the amount of VOCs and HAPs allowed to be emitted into the air.
To my knowledge (then and now), the regulations off shore (Mexico and the Pacific Rim) are much less severe, some negligible, which I believe in part, contributed to the mass exodus of the furniture manufacturing plants, wtih $50 billion moving offshore.
At one point in our history, we were spending close to $30,000 per employee per year for environmental and safety compliance. Certainly, some that were needed, we were using, formulating and manufacturing with chemicals; but many that were duplicates and superfluous, and ultimately helped to compromise our viability and ability to compete.
The net results of this early experiment have resulted in improvements in hardware (application) systems and in wood finishing products.
Hardware Improvements
Carbon Absorption and Incineration
Carbon absorption and incineration will capture and destroy up to 98% of the VOCs and HAPs emitted during the wood finishing process. It is a capital-intense option and may cost well over seven figures to install, depending on the configuration of the finishing room.
Expensive to purchase, the incineration/carbon absorption process during my time functioned well if the plant is running at 85% capacity or higher. At less than 85% capacity, it became necessary to add fuel to keep the incinerators working and capture the majority of the pollutants. This may become an unacceptable expense for some manufacturers.
It was also questionable during my time in the industry whether incineration and carbon absorption machinery is able to achieve the proper temperature to ensure destruction of all toxins like polychlorinated biphenyls (PCBs). This compromises the ability of the regulatory community to properly monitor the destruction of the pollutants.
UNICARB Spray Equipment
This technology replaces some of the faster-evaporating solvents (diluents) with liquid carbon dioxide. Using airless spray guns, the carbon dioxide “flashes” the slower (coalescing) solvents and carries the finish onto the substrate, where it is cured along conventional methods. The technology is not universally accepted and the commercial aspects were still being evaluated. Early tests showed some limitations as to the solids and viscosity of the wood finish formulations.
Product Improvements in Waterborne Systems
Waterborne wood finishes were exhibited during the furniture market in the late 1970s and they provided some advantages from a pollution point of view. However, some showed “grayness” and did not hold their fashion appeal. Waterborne wood finishes have been improved since 1970.Prototypes from Spruance were tried in simulated production conditions in both wood furniture and cabinet manufacturing plants, with some success. They are not as easily applied, not as easily washed off if a mistake is made; as nitrocellulose wood finishes and some catalyzed coatings for cabinets. Preparing to apply waterborne wood finishes requires a more scientific set of standards in the application and drying processes.
Severe and extreme ozone nonattainment areas - as designated by the EPA - trigger Maximum Available Control Technologies (MACT). According to the statute, “a wood finish process is not to exceed 1.0 lbs. of HAPs per pound of solids.” Many waterborne wood finishes meet the MACT standards.
Employee Health and Safety
Material Safety Data Sheets (MSDS), discussed in Part 1 of this article on wood finishing costs, became mandatory for all products (raw materials) we purchased, mixed and used in the formula during the formulation and manufacture of all wood finishes by the early 1980s. MSDSs also accompanied all shipments to our end users.
The system itself, designed in Washington, DC, by the National Paint and Coatings Association, (American Coatings Association today), was/is an excellent template to follow. Although cumbersome and confusing at first, as the EPA and OSHA went through the processes of determining the toxicity of various chemicals, and precautions and equipment needed when using said products, it became a universal language for in-house workers and end users in safety precautions in using the finishes and its components. No question in my mind that it saves lives and eliminates many of the effects of chronic exposure.
Quality Control
The quality plan for the development of the finish must focus on the finish from the substrate up, rather than from the topcoat down. The quality requirements for a wood finish start at the white room and encompass all processes up to and including packaging and shipping.
Wood Finish Note
In my time, all of our wood finishing products went through a rigorous quality control inspection program by the suppliers. Part of this program involved the control of the viscosity of the wood finish. The viscosity is checked at room temperature of 68 to 72 °F.
The manufacturer should consider investing in a #2 Zhan cup and thermometer to monitor the viscosity and temperature of the wood finish before its application, especially if the materials are stored outdoors in cold weather. If the materials are only 5° lower temperature than the recommended 68° to 72 °F, a significantly higher viscosity can result, and the materials may appear lumpy, may coagulate in the spray lines, and may cause blisters, poor adhesion, incorrect sheen, etc. Similarly, materials that are 5° warmer than the recommended 68° to 72 °F will tend to flood on when applied, leaving puddles that impede the drying and quality of the finish.
In hot weather, conversion materials may convert and harden if the catalyst is left overnight. Conversion thermosetting materials must be de-catalyzed frequently. This also includes flushing out the lines in the spray room. It is recommended in very hot and humid conditions that the material be de-catalyzed daily, and de-catalyzed over weekends, regardless of climatic conditions.
In single-component spray guns for catalyzed (thermo setting) coatings used for furniture and cabinets, it is important for the catalyst to be allowed to “sweat in” for 15 to 20 min before application. Timing depends on the temperature of the finishing materials. Cold materials take longer for the catalyst to “sweat in.”
Improper viscosity of materials causes rejects, excessive costs and a multitude of other finish problems. Good material flow is an important key to maintaining a consistent wood finish.
Adjustments to the finishing products must not be mere “band-aids.” They would not provide a satisfactory solution if the real quality problem lies with inconsistent execution processes.
Several causes and corrections are discussed below.
White Room Wood Preparation
The moisture content of the wood coming from the white room must be consistent. This allows the wood substrate and the finish to “breathe” together.
The sanding operations in the white room require attention to detail. The sanding procedures for preparing the wood for finish are primarily dictated by the porosity of the wood pieces. A soft, porous wood, such as pine, requires aggressive sanding and coarser paper grit.
Overly aggressive sanding (burnishing the wood) on harder woods such as oak, cherry, maple, birch and alder prohibits proper finish adhesion. The wood finish may flake off in its entirety on woods with little pore definition. This phenomenon is like a finish being applied to a piece of glass. The wood finish will still “knit together,” called “cohesion,” but it will not adhere to the substrate. When manufacturers are using aggressive sanding procedures on harder wood, we recommended a fine mist of water or alcohol to open up the wood to better accept the finish, and the wood finish adhesion will be improved.
Sandpaper and sanding processes have a major impact on the quality and look of the wood finish. Using too fine sandpaper in final sanding prior to finishing will cause colors to be lighter in comparison to the standard. Worn out sandpaper and/or varying grits of sandpaper change the color absorption of the wood, and cause adhesion issues.
Dark colors are especially susceptible to sanding and adhesion problems, and the overall integrity of the wood finish.
Whites are also susceptible to adhesion problems as high concentration/volume of pigments (high PVC) are often used to obtain the look wanted. If the pigment concentration is too high and goes above the CPVC (Critical Pigment Volume Concentration – the point at which there is just sufficient binder to cover the pigment surface as well as all the interstitial spaces between the pigment particles in a close-packed system), adhesion becomes an issue or in more simple terms: basically too much pigment causes adhesion issues.
Execution Variables and Recommendations
Proper maintenance of equipment for finish consistency cannot be overemphasized. The spray equipment must be kept clean. Spray gun tips (orifice) will wear, and as they become larger, inconsistent finishing will result.
- All excess stain should be wiped off uniformly to prevent adhesion problems and color inconsistencies.
- Heavy-bodied stains must be dried properly before the next coat is applied in order to reduce the threat of bubbles and blisters.
- After wiping and drying, the stains should be brushed or blown off to remove any excess rag fibers, lint or dust.
- All clearcoats, washcoats, sealers and topcoats should be applied at wet film levels to obtain the best finish appearance. As a general rule, I recommended 3 to 4 wet mils for low-volume solids.
- It is recommended to keep the sealer application closer to 4 wet mils and topcoats closer to 3 wet mils. In faster manufacturing situations, this helps to prevent blisters when the finish is exposed to heat. Millage control of the sealer and topcoat application as recommended by a finishing supplier should be monitored carefully and closely every production day. Excessive millage results in too much film, which causes checking and crazing of the finish. Not enough millage, or missing parts of the furniture or cabinet in the application process, allows for moisture seepage, or the finish being compromised from household items.
- In the more simple finishing operations, pieces should be examined for wood finishing defects as early as possible, best to go no later than the sealer application stage, prior to topcoat application. It is easier to adjust sealers than rectifying poor build or poor color in the topcoat step. Sealers can be tinted and - depending on their formulation - sanded in preparation for the final topcoat. Therefore, catching finishing problems before the topcoat application is a rule that would be good to follow. Quality inconsistencies after the topcoat is applied will require a more costly repair operation, both in time and money.
- It is recommended that finishing materials be properly warmed before application, especially in cold climates. Checking for flow properties is important for all wood finishing products, especially clearcoats. If the materials are cold, the viscosity will be high and the quality of the finish will be compromised; if the finish is too warm, flooding of the finish (leaving puddles during application) may occur.
The Importance of Lighting
It is well known that colors appear differently under different light sources. Lighting affects the overall look of the furniture or cabinets. Light booths can be used to simulate the different lighting conditions in a room. Doing so would help reduce project rejections. These booths offer the possibility to inspect wood pieces under different lights such as daylight, incandescent light, ultraviolet light, department store light, etc.
Wood Finish Note
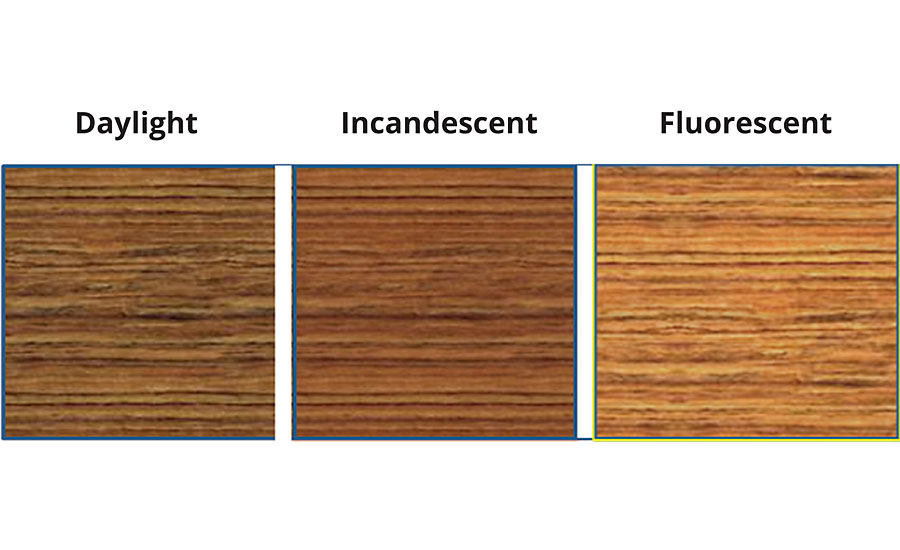
A major manufacturer helped us design a light box to be used at a seminar presentation on color variances for wholesale and retail dealers. We used an oak panel with a semitransparent finish, stepping off three areas where the light would reflect on the color. The light box contained a segment of simulated daylight, incandescent light and fluorescent lighting. At the presentation, attendees were surprised about the impact of different lighting on the finish. The finish went from a rich warm brown in simulated daylight, a little warmer in incandescent lighting, to a washed out green-yellow under fluorescent lighting (Figure 1).
Getting the colors on the pieces of furniture or cabinets matched correctly is crucial for a wood finish. Color matching is a combination of art and science. While there are computers available to match the highly opaque and painted colors, the transparent to semi-opaque colors are still matched by the human eye.
Colors should be matched under daylight, with a clear finish over the color. Daylight gives true view of the color and its hue, chroma and lightness. From a wood finishing standpoint, the following points for matching colors must be observed:
In showrooms, the lighting is primarily a combination of incandescent lighting with some diffused daylight. In contrast, many manufacturing plants use fluorescent lighting in the finishing areas with the windows supplying some diffused daylight.
Incandescent lighting is the next best for color matching. Incandescent lighting shows colors to be “a touch” warmer and redder than in daylight.
Fluorescent lighting, while the least expensive, is the worst light for matching a color. If a wood finish is applied under fluorescent lighting conditions (as is often the case on overcast days with little or no diffused sunlight coming into the manufacturing plant), the finish will look green or yellow with a washed out appearance. The normal reaction would be to strengthen the color and make it warmer. If the finish was adjusted, it would appear too strong and too red in a home or retail store.
These kinds of light boxes, for example the byko-spectra, color guard II from BYK-Gardner, are available commercially (Figure 1). To ensure consistency of colors, the following are recommended:
- The manufacturer must choose a finished piece of furniture or cabinet as an acceptable standard under daylight conditions. The manufacturer must sign off this piece.
- Furniture and cabinets change their look upon aging. Some of the brown tones may look slightly warmer or cooler upon aging. Therefore, standard colors should not be kept longer than six to nine months.
- For repeatable finishes, the finish supplier must make sure that the new batch of colors is a match between the last batch and the manufacturer-approved standard.
- Batch rotation is important. The rule is: “first in first out.”
Conclusion
Wood finishing is a combination of science and art. By combining fashion and durability properties, the wood finish serves as an “envelope” to beautify and protect the wood. Wood finishing is one of the last processes in the manufacture of furniture or cabinets and the first thing seen on the retail floor. The finish triggers consumers’ emotional responses to the senses of sight and feel. The finish can accentuate the beauty of the wood or can cover up wood substrate imperfections. This two-part article has focused on the four interdependent aspects of a wood finish: the products, execution, environmental regulations and quality control.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




