Bottom-Up Design Approach: Taking Another Look at Waxes for Cost Efficiency and Performance in Coatings

The top challenges facing the wax and additives industry today undoubtedly include environmental regulation concerns and sustainability considerations. Nevertheless, also present at the top of the list of challenges and concerns are cost and performance. The demand for high performance while still providing a low cost is indeed very relevant and important in today’s market.
In a recent study by Jiang et al,1 the authors discuss new polymer binder technologies developed for water-based architectural coatings. The new polymer binder technologies are essentially based on colloidal self-assembly of molecules designed to improve coating performance and reduce VOCs. Another name for this design approach, which involves the organization of molecules at an interface, is the bottom-up approach. Inherent in this approach is the challenge of directing the position of molecules over large areas. While there has been some progress in the development of new binder technologies based on self-assembly in coatings, one should also be aware that a bottom-up approach also exists for designing coatings with tailored surface functionality using wax additives. This approach may offer a more cost-efficient solution depending on the application since only a small amount, based on the total formula weight, is typically required (as low as 1-2 wt.%). Bottom-up design of coatings from an additive perspective involves proper choice of wax chemistry (which determines the surface-enhancing physical properties), as well as consideration of the mobility of the wax additive to the surface of the coating. Moreover, appropriate testing to prove performance (which can also be used as a development tool) is crucial in the bottom-up design of waxes in coatings that are both cost efficient and have a desired target performance.
Waxes – A Variety of Chemistries and Surface-Enhancing Benefits
Waxes include a variety of chemistries, including synthetic Fischer-Tropsch waxes (long-chain hydrocarbons), low-molecular-weight polymers, amides, and plant- and animal-derived wax esters such as carnauba wax and beeswax, respectively. The physical properties of waxes include melting (softening) points typically ranging from ~80 °C-170 °C as well as low-melt viscosity (high-melt flow index). Waxes are characterized as hard, solid materials. Moreover, materials like PTFE and polyurethane, although not waxes, can be utilized like waxes in a coating. Likewise, using blends of different materials (eg., PTFE and PE) broadens the spectrum of available surface-enhancing additives.
It is generally known that wax additives provide coating surface modification in the form of lubricity and slip, mar and scratch resistance, abrasion resistance, burnish resistance, water repellency, and anti-blocking. However, wax additives can also provide slip resistance via increased coefficient of friction (COF) for non-slip flooring applications, matting, texture effects, and even haptics for soft-touch coating applications.
The diverse surface-enhancing benefits of wax additives are related to their chemistry and physical properties. For example, Fischer-Tropsch (FT) synthetic waxes are relatively hard and crystalline, and have a molecular weight ~750-1,500 g/mol. FT waxes are economical surface modifiers used in packaging for lubricity, wood coatings for scratch resistance, and powder coatings for gloss reduction and hardness. Polyethylene (PE) waxes, however, typically have greater abrasion resistance and lubricity compared to FT waxes and are more crystalline and higher in molecular weight (~1,000-4,000 g/mol). Two types of PE waxes are typically used as wax additives – low-density and high-density PE – which differ in the amount of crystalline structure. Low-density PE (LDPE) has a more branched structure than high-density PE (HDPE) and therefore is much less crystalline and has a lower melting point than HDPE. PE waxes are the most universal wax type used in inks and coatings. Polypropylene waxes are typically higher in molecular weight than PE waxes, and as a result are more durable and resilient (tougher). They give good burnish and mar resistance in coatings and are also used to provide matting and texture effects. Like PE, depending on reaction conditions, PP waxes can be mostly branched or straight chain (low or high crystallinity, respectively). Using Ziegler-Natta and Metallocene catalysts, which control the stereochemistry and thus the orientation of each monomer/pendant group in a polymer chain, physical properties like melting point can be tailored for a specific application (since melting point is directly related to a polymer’s crystallinity, which is itself related to the packing and ordering of a polymer chain).
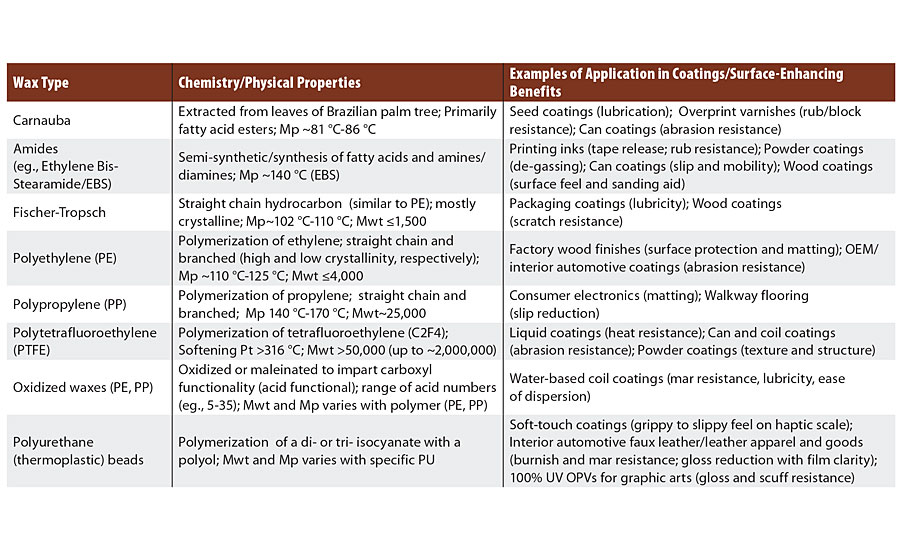
Some examples of the various types of waxes (including materials that behave like waxes but aren’t necessarily waxes) and their use in coatings is summarized in Table 1. Note that polyurethane beads are even listed in Table 1 as they, along with PMMA beads and cross-linked PDMS beads, are used to impart tactile properties such as rubbery feel or silky feel to a soft-touch coating. These beads can help make substrates such as plastics, wood, paper and glass feel luxurious (eg., interior automotive faux leather).
Tailoring Surface Coating Properties Using Waxes
In order to utilize a bottom-up approach for tailoring the surface properties of a coating using wax additives, one must first ensure proper wetting/dispersion of the wax. Probably one of the most common issues a customer faces when testing out a new wax additive is proper incorporation of the dry wax into the coating. For powder coatings, proper wax dispersion requires sufficient energy during the melt-mix extrusion process (i.e., addition of the wax to the pre-mix). For a liquid coating, it is appropriate to use a high-shear disperser in the grind phase to ensure the wax is properly wetted. Likewise, one can use water-based dispersions of waxes or wax emulsions in their coatings.
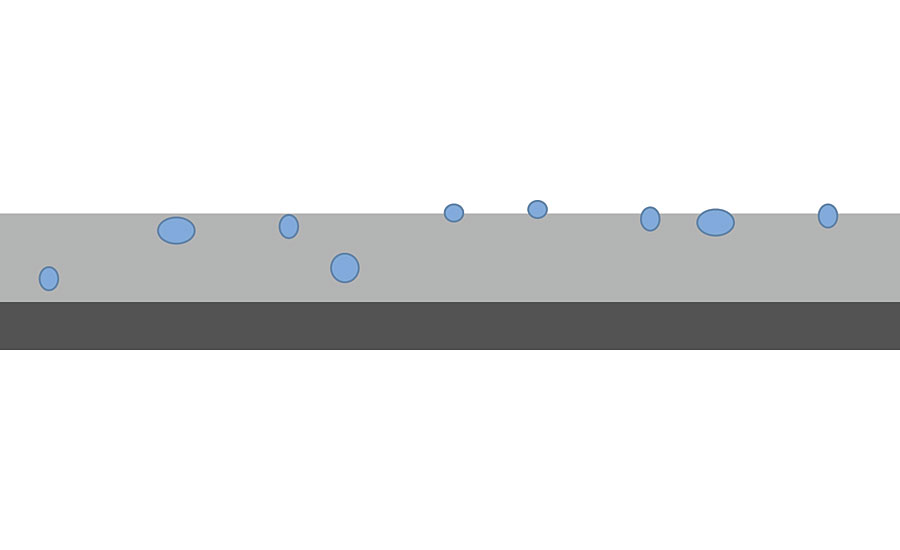
Since the objective is to reliably predict and therefore tailor the surface properties of a wax additive in a coating, it is also important to consider the mechanism by which the wax will migrate to the surface of the coating. Waxes primarily stratify to a surface by one of two mechanisms – a blooming or a ball bearing mechanism. In a thermally cured coating containing a low-melting wax or a wax that is incompatible with the polymer binder, a blooming mechanism can occur in which the wax melts, cools and recrystallizes forming a thin, continuous layer at the top of the coating.2 In an air-dried liquid coating (solvent- or water-based, for example), a ball bearing mechanism is likely in which individual particles migrate to the coating surface. Figure 1 provides an illustration of wax particles both in the bulk and at the surface of a coating; some of the wax particles have migrated to the surface of the coating via a ball bearing mechanism.
Controlling the stratification process as well as the surface properties also necessitates control over the wax particle size, particle size distribution and the particle density. Specifications that result in reproducible particle sizes and distributions within a particular range for a given application, for example, ensure uniform gloss retention and appearance (including clarity and DOI) as well as uniform gloss reduction in matte and satin coatings. Furthermore, controlling particle size and distribution facilitates consistent performance such as abrasion resistance, lubricity and burnish resistance. Thus, the use of micronized waxes with a controlled average particle size (including the largest particle size designated D99 or D100, depending on the wax supplier) is utilized and measured via light scattering and NPIRI and Hegman gauges. Additionally, since wax particle densities typically range from 0.89-2.2 g/cc in a liquid coating, depending on the density of the continuous phase, particles may settle or float (note that in a powder coating, components of the coating have also been observed to stratify according to their density). Density is also an important consideration when dosing a wax additive manufactured by combining two or more materials (eg., melt blends, composites) into a liquid coating as the modified density of the additive will also impact the migration of the additive in a coating.3 Wax particle size also plays an important role in surface matting, as one would typically want to match the particle size to the thickness of the coating for effective matting.
Proving Performance – Scratch/Mar Resistance Test Methods
One of the most compelling ways to differentiate a well-designed and engineered additive from the competition is to provide end users (customers) with data – real-world and/or simulated, if possible. Real-world data implies that the promised performance has been tested in the field (or perhaps very closely approaches field testing). Simulated testing, if one can correlate it to real-world performance, can also be really useful for predicting material properties (especially when field testing may not be practical due to the length of time it takes, for example). And certainly, in a bottom-up design approach, one would want a reliable method for correlating surface performance with the specific additive chemistry and physical properties.
Nano-Scratch Testing Method
One very relevant and critical surface performance attribute in many coatings is scratch resistance. Scratch resistance is important for surface protection during manufacturing, shipping and handling of a coated substrate such as a metal can, for example. In a recent review of scratch and mar resistance methods in coatings by Osterhold,4 a correlation was found between a laboratory method for evaluating scratch resistance and a real-world field test. The laboratory method (nano-scratch method), which has also been described by Gregorovich et al,5 involves scratching a surface with an indenter (having a tip with a radius on the order of a few microns) to simulate marring. It is noteworthy to mention that although ‘marring’ and ‘scratch’ are frequently used interchangeably, damage to a surface caused by marring can be considered light scratching of a surface, while ‘scratch’ indicates more severe damage.4 Instruments used for nano-scratch testing apply a progressive load with an indenter to a coating, and the load that causes a fracture in the coating (known as the critical load) is recorded. Interestingly, when the critical load determined from a nano-scratch test was compared to the gloss reduction of an automotive clearcoat following a very-close-to-real-world field test for simulating damage during a car wash - called the Amtec test4 - a significant correlation was found. Certainly, one might conclude from these experiments that a car wash brush could potentially decrease the lifetime service of an automotive clearcoat.
Consider that one could possibly take this type of testing for scratch resistance of coatings a step further by using it as a method to reliably and predictably rank coatings dosed with a well-designed and engineered wax additive using a graphical method as described by Wong et al.6 Scratch hardness is estimated graphically by determining the slope of the normal load vs. the projected area of the indenter tip. The projected area of the tip can be calculated once the width of the scratch made by the indenter at a specific load is determined. A high-resolution microscope and/or an AFM could be used to measure the scratch widths for a series of coatings. The scratch hardness could potentially be used as a development tool to rank coatings dosed with various scratch-resistant wax additives. Moreover, it would be interesting to see if a real-world simulation, like the Amtec test, would correlate with this graphical method for determining scratch hardness.
Automated Pencil Scratch with a Linear Abraser for Reproducible Results
Another scratch test method that is used widely to assess mar and scratch in wood coatings is the pencil scratch test (ASTM D3363). This test is typically performed manually by holding a pencil with a particular hardness rating at an approximate 45-degree angle to the coating and pushing down in the forward direction on the coating to make a scratch. Visual inspection of the scratch after using a series of pencils with varying hardness allows one to assess scratch hardness (i.e., the pencil with the highest hardness rating that doesn’t leave a permanent mark on the surface is the pencil hardness). A well-trained, experienced user can certainly conduct such scratch tests and get good results. There is, however, another way to conduct such a test that is not user dependent. A linear abraser allows the user to control the amount of force applied during the measurement, the number of linear abrasion cycles, the stroke length, as well as the speed. If one is interested in conducting testing for development of a new wax additive, for example, this method can facilitate controlled and reproducible results. It is important to mention, however, that a method must be developed for the testing in which one decides on the best parameters for testing (i.e., scratch speed, amount of force, etc.) as the ASTM for pencil scratch doesn’t specifically give guidance on this. Nevertheless, once one determines the appropriate test conditions, one can use these same set of conditions to test an entire series of coatings, which is preferable for development work.
In a recent study, automated pencil scratch with a linear abraser was used to demonstrate enhanced surface performance in a water-based acrylic coating dosed with a composite wax additive composed of HDPE, PTFE, and nano-alumina with a Mohs hardness of 9.3 Coatings dosed with the HDPE/PTFE wax composite and the HDPE/PTFE/nano-alumina wax composite were evaluated with the automated pencil scratch method. At the same wax additive loading of just 1 wt%, pencil scratch hardness doubled from 3H to 6H. This is an example of how a proper method for evaluation of a surface property, such as scratch resistance, when coupled with a well-designed additive (based on the knowledge of the chemical and physical properties of the additive), can be useful in the bottom-up design approach for cost efficiency and performance in coatings. The additive in the study had a modified density that closely matched the density of the water-based coating. A formulated approach was used in the design of the additive by taking advantage of the synergistic effect of combining materials with desired target properties. The study also demonstrated that a simple dry blend of the wax components (present in the same proportion as the composite wax) did not give the same performance as the composite wax (i.e., wax components melt blended together). SEM and SEM-EDX analyses of cross-sections of coatings dosed with these additives provided snapshots of the mobility of the waxes in the coatings. Included in these snapshots was evidence that PTFE, when dosed by itself in a coating, concentrates in the bulk and at the bottom of the coating instead of at the surface of the coating. Cost efficiency of an additive is thus very much related to the mobility of the additive in the coating as it is imperative that the additive reaches the surface of the coating.
Conclusions
It is quite remarkable how a small amount of additive – a mere 1-2 wt.% on total formula weight – can make such a significant difference in coating surface performance including scratch and mar resistance, abrasion resistance, burnish resistance, and lubricity. By employing a bottom-up approach that includes the appropriate choice of wax chemistry (and therefore target physical properties), consideration of the migration ability of the wax (usually related to particle density), and proper testing to prove important surface properties such as scratch resistance, one can indeed successfully use waxes for cost efficiency and targeted performance in coatings. It’s time to take another look at waxes!
For more information, contact Dr. Onome Agori-Iwe, e-mail oagoriiwe@gmail.com
References
1 Jiang, S.; Van Dyk, A.; Maurice, A.; Bohling, J.; Fasano, D.; Brownell, S. Design Colloidal Particle Morphology and Self-assembly for Coating Applications (2017). Ames Laboratory Accepted Manuscripts. 13.
2 Carroll, J.R.; Bradley, R.M.; Kalmikoff, A.I. Modern Paint & Coatings, Oct. 1993.
3 Agori-Iwe, O. 2018. Wax Additives Created with Composite Particle Technology for Efficiency and Performance. Southern Society for Coatings Technology. San Destin, Florida.
4 Osterhold, M. European Coatings Journal, 2018, No. 1, p 52.
5 Gregorovich, B.; Adamsons, K.; Lin, L. Progress in Organic Coatings, 2001, Vol 43, p 175.
6 Wong, M.; Moyse, A.; Lee, F.; Sue, H.J. Journal of Materials Science, 2004, Vol 39, p 3293.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






