A New Approach in Paint Recycling

We have undoubtedly entered into an era of abundance. We have not only extended our lifespans but also enriched ourselves with unlimited accessories. All too often, such comfort is achieved by the exploitation of resources. This article addresses the need for a sustainable culture within the paint and coatings industry that redirects waste and unused items back into the manufacturing and production cycles. We will focus on the importance of contemplating waste creation in different stages of paint manufacturing, and disposal and methods of putting discarded paint waste to use in the development of new products instead of in landfills and through burial.
Development and continuous changes are eccentric, unavoidable occurrences in the paint and coatings industry. With every action of chemistry in the development process, there are consequences in both inventory levels and waste creation. Generation of obsolete stock, factory waste, customer returns, expired items and damaged products are unavoidable, every day events. It is in the best interest of the industry that such items are re-utilized back in production.
This article will demonstrate that sustainability is the seed of the paint and coatings industry. The sole purpose of paints is to provide sustainable development: to provide durability and protection, prolong the life cycle of the object, and enhance its appearance. The contribution of the paint industry towards global sustainable development is enormous. Coatings protect ships from marine salts, algae and pressure in the oceans; protect aircraft from climatic extremes; and provide durability to infrastructure on the ground and below.
Liquid engineering by the way of oxidization and adhesion is the prime objective of the coating. Protecting the object for a longer time, is its sustainable objective. This property of increasing the life causes savings in several million man hours, energy and environmental resources.
Within this sustainable industry we also need to prioritize the best use and optimization of resources. Reduction of waste on the paint manufacturing floor is a discussion of MAXIMUM SUSTAINABILITY. And, the reuse of all paint waste items is a revolutionary best step forward in maximizing sustainability in the industry.
With several options available to land bury or fuel blend paint-related materials, manufacturers can get rid of the waste. The dependency on a secondary vendor or recycler is currently inevitable, so is the generation of waste. How about the following idea: what if an initiative is taken by the factory in the first place to reduce waste creation? Prime responsibility lies with the factory. Hence, a solution is possible from the point of generation. This article will demonstrate that by creating new coating products from the various streams of waste within the manufacturer’s facility we can not only eliminate a significant volume of waste but provide savings by reducing the amount of raw material imports or extractions of natural resources required in the manufacturing processes. Producing the basic resin and base type intermediate and final paint and coating products through the re-use of paint waste is entirely feasible. For example, transformation of waste to usable products is required in cases with items that have been damaged chemically and possess some recoverable properties.
Due to revolutionary formulations and a new generation of products our company has created for the reuse of various waste in the paint and coatings industry, several million pounds of materials are kept away from land burials and fuel blending. This results in less waste in the factories, along with economical reuse solutions.
Following years of research and development at Regent Paints, seeking the best environmental solutions for recycling paint-related waste, we are now able to re-utilize both oil and latex paints and raw materials into the best sustainable way possible.
WORKINGS
Numerous paint and recycling institutions worldwide have been partnering with our company for its technical and reprocessing capabilities and expertise. Utilizing Regent Paints’ manufacturing plants in several locations worldwide, these companies are now able to find the environmentally best solution for waste using the following processes developed by the author for both latex and oil paints and resins.
- We can definitely create, classify and use paint waste as a product to be used in paint batches.
- We have developed a system of re-using the waste, including raw materials, wash streams, expired products, mis-tints, batches gone wrong, discontinued lines, closeouts and all kinds of off specs, to create a new generation of products with the benefits of protecting the environment and achieving maximum sustainability.
- We can now use these items from factory locations, stores, warehouses or third-party customers to create products instead of waste.
- This re-use is possible due to the capability of changing the form, properties and chemical composition of the waste in sync to required batch properties.
- An End Use Certificate and Undertaking is provided by Regent Paints’ re-use facility.
- A list of obsolete or unsaleable items is prepared along with basic details to categorize them. These items will not be categorized as waste any longer.
- The re-use facility will also crush cans and protect the brands in the event of mis-tint and discontinued or expired finished products.
- Fuel blending may be appropriate for petrochemicals, oils or flammable items. But solvent-based paints like alkyd enamels, stains, solvent-based ink products, primers, paint thinners, tank washed solvents, alkyd resins, epoxies, hardeners, etc. can all be recycled and re-used. Additionally, several proprietary formulations and processes for oil paint recycling, for which the author has patents pending with USPTO, are also available.
PATENTED PRODUCTS, RESEARCH AND PROCESSES
With a vision to initiate a revolutionary process for re-use and recycling of oil paints, unique, proprietary, patent-pending, and comprehensive processes have recently been developed that encompass a total program of recreating a new product from solvent-based items that are similar to our processes for the recycling and re-use of latex-based items.
For solvent-based paints and materials, the ingredient details and the chains the resins have formed due to chemical reactions must be examined. The study of the binders and resin in the paint is essential to determine the final batch consequence.
WATER-BASED PAINT
For water-based paints, the process is more basic and involves:
- Color-wise sorting,
- Bulking,
- Filtering,
- Blending,
- Packing.
Binders
The three most important binders (resins) used in modern paints are:
- acrylic polymers
- alkyd polymers
- epoxy polymers
Acrylic Polymers
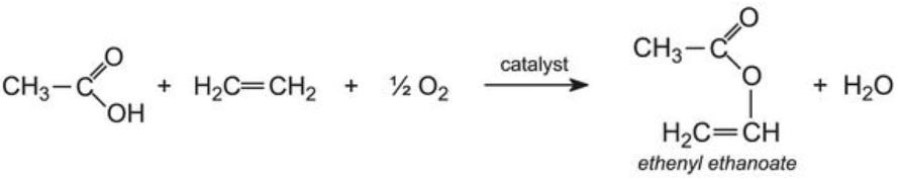
The binder in many emulsion paints is based on homopolymers or co-polymers of ethelyn ethanoate (vinyl acetate) and a propenoate (acrylic) ester. Ethelyn ethanoate is manufactured by passing a mixture of ethanoic acid vapors, ethene and oxygen over heated palladium(ll) and copper(ll) chlorides:
Ethelyn ethanoate and an acrylic ester (for example, methyl 2-methylpropenoate) are then co-polymerized to form a random array, in which these groups link into a linear chain:
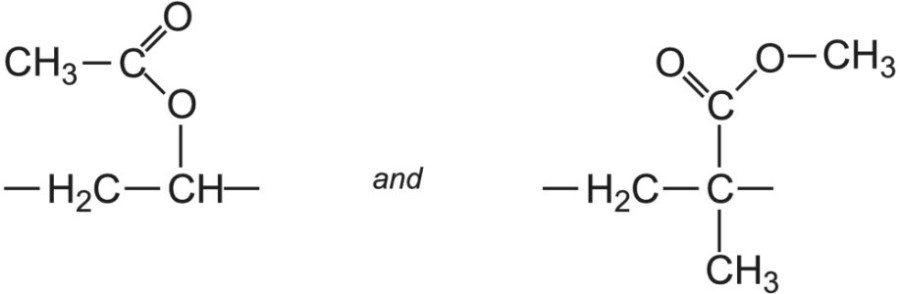
Other acrylic esters used as co-monomers with ethelyn ethanoate are ethyl propenoate, butyl propenoates, or a co-polymer of butyl propenoate and methyl 2-methylpropenoate.
The polymers used in these paints are carried in water (waterborne emulsion paints), which as described above are much better for the environment than paints in which the binders are in organic solvents.
Emulsion paints are so-called as they are made by a process known as emulsion polymerization, in which the liquid monomers to be polymerized are first dispersed in water, as an emulsion. The polymers produced by this process typically have relative molecular masses of 500 000 - 1 000 000. As such they are useful only as dispersions since they would be extremely viscous if they were carried in solution, and this would make them unusable.
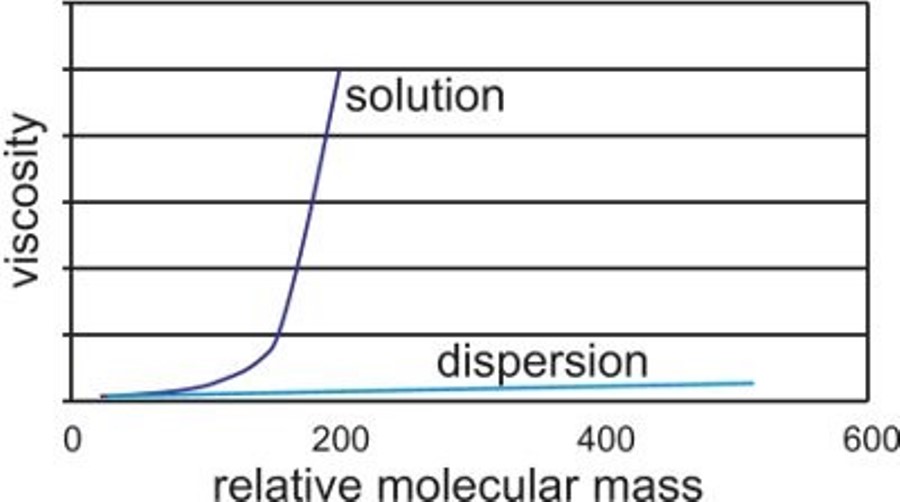
Graph showing relationship between relative molecular
mass and viscosity for solution and dispersion polymers.
Acrylic resins may also be used in industrial paints, either as waterborne emulsion paints or as solventborne paints. Solventborne industrial paints can have a tough protective finish and are widely used in industry as topcoats, for example on car bodies. The paint frequently comes as two components that are mixed together just before use: the main paint portion typically consists of an acrylic resin produced by the polymerization of a propenoate ester formed from a polyhydric alcohol (diols and triols). The resulting polyester has numerous hydroxyl groups (-OH) pendant from the polymer backbone. The hydroxyl groups react with the other compound often consisting of a polymeric isocyanate such as a trimer of 1,6-diisocyanatohexane (hexamethylene diisocyanate):
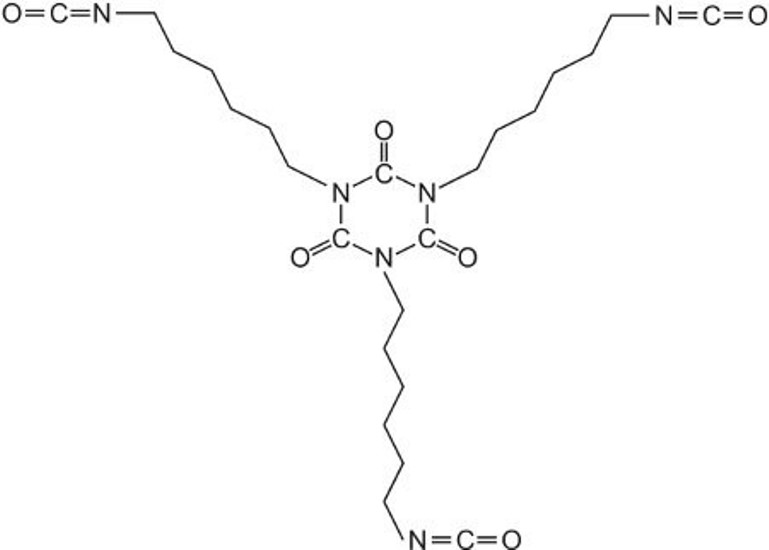
Such a compound is known as a crosslinker for it produces, on reaction with the resin, a three-dimensional structure similar to the polyurethane formed from a polyol and an isocyanate.
When these two components are mixed together, a chemical reaction takes place between the hydroxyl groups on the polymer (acrylic resin) and the isocyanate groups on the crosslinker:

This reaction proceeds relatively slowly at room temperature, allowing enough time for the paint to be applied, after which the solvent thinner evaporates, and the painted item is placed in an oven to accelerate the chemical reaction. This greatly increases the molecular mass of the polymer, causing it to become a three-dimensional molecule and form a hard film, resistant to chemicals.

SOLVENT-BASED PAINTS
For solvent-based paints extra processes are required as every batch is unique, and the products are more diverse in properties. The recycling and re-use of solvent based paints requires classifying the solvent-based items on basis of the resins.
Alkyd Polymers
Decorative gloss paints typically contain alkyd polymers. A typical resin is that produced from a polyol such as propane-1,2,3-triol (glycerol) with a dibasic acid such as benzene-1,2-dicarboxylic (phthalic) anhydride and a drying oil (linseed or soybean oil). On being heated together, ester linkages are formed, and water is a by-product. The name alkyd is derived from alcohol and anhydride.
The first step in making the alkyd polymer is the reaction between the triol and the drying oil to produce a monoglyceride. For example:
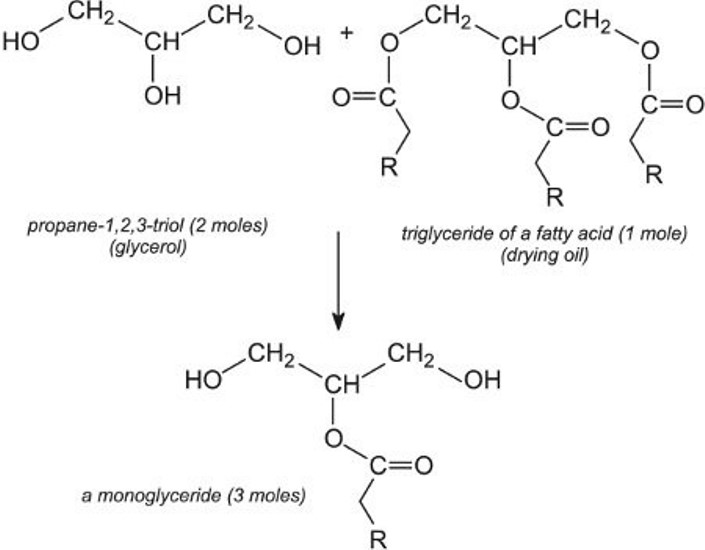
The monoglyceride then reacts with the anhydride to form the alkyd polymer (resin):

The alkyd resins, which generally have relative molecular masses in the range of 10 000 - 50 000, are usually carried in organic solvents (solventborne paints). Turpentine extracted from trees was used in the past as the solvent, but this has been replaced by solvents from petrochemical feedstock, such as 'white spirit,' which is a mixture of aliphatic and alicyclic hydrocarbons.
Once the alkyd resin is applied, the pendant oil drying groups react with oxygen in the air to form a crosslinked, hard thermoset coating, with a high molecular mass.
Epoxy Polymers
Epoxy resins are often used as the binder in industrial coatings (primers). They give the paint excellent adhesion together with high resistance to chemicals (corrosion), and physical resistance necessary, for example, on ships and chemical storage tanks.
The epoxy resins are made from 1-chloro-2,3-epoxypropane (produced from 3-chloropropene) and substituted phenols, such as bisphenol A:
The value of n can be controlled to give a range of resins varying from viscous liquids to solids with high melting points. Epoxy resins can be carried in solvents such as aromatic hydrocarbons, alcohols, ketones and esters (solventborne paints) or as dispersions in water (waterborne paints) as true emulsions. They are not normally used in topcoats for outdoors because they are susceptible to UV degradation, but they make excellent interior coatings and exterior primers.
Epoxy resins are also used as adhesives (e.g. Araldite) and electrical insulators.
Stages involve initial sorting on the basis of:
A) Determining the types of decorative enamels/epoxies/polyurethane and industrial coatings and primers to be recycled. Before a contract is finalized with the client or customer, DS, specs, or sample reports are requested, or an in-person visit to the site is conducted. Identifying with precision the waste to be collected is first determined. Most of the items are mineral spirits based. Most general resin is soya based, long/medium oil.
B) Analyzing compatibility with other matt and gloss paints. Gloss meter and density checks are used to ascertain the resin content and strength of the item received. There are variations in every barrel received.
C) Conducting density and ingredient checks. After the above steps are completed, it is necessary to ascertain the product mixing in batches of our patented primers and coatings. The step requires tremendous care. Mixing one incorrect item can cause the entire batch to become gelled.
Using the above steps and the author’s proprietary processes for the collection and re-use of paint and other waste, Regent Paints successfully creates a new generation and lines of coating and construction products that are sold in local and global markets, and in particular, in many developing countries. Using these processes, more valuable products are created as a result of our years of experience, research and findings in the paint recycling process. The use of these types of new coating products is minimal in the developed countries but can be extremely beneficial in countries and economies that need infrastructural development. The infrastructural zones of the developing countries can be well served with the durable new products that are created from recycle solvents and oil paints. There are many markets that have been use these coating products efficiently and economically.
At our factories we produce bitumen paints and several coatings that use lower-end resins and solvents in the formulations. Such primers serve as an undercoat. We have successfully replaced bitumen coat formulations with these recycled paints. We have also formulated several primers for wood and metals. The salty humid and dry extreme climates require a coat that protects the surface, prevent the erosion on walls and enable the structure to endure for longer periods of time. For example, our technical data sheets are now listed with the Ministry of Kuwait with the element of Alkyds, and its CAS details form a part of the new changed formulation. These products have been tested in the market and have received government approval after passing all regulatory requirements and protocols.
With our vision we have initiated and developed a new process that recognizes that oil paints have several important ingredients that are better utilized by recycling and re-using them as new paint products compared with fuel-burning. By burning them into fuel we burn the resins, premium solvents, wax, metallic driers, pigments, additives, other chemicals, etc.
If a decision is made to fuel-burn these ingredients, it is important to understand that the cost of creating a pigment of several grade requires a very extensive amount of power and fuel. It also consists of the rarest chemical and metals that are extracted or created with tremendous amount of utilization of resources.
The resins when burned in a reactor with the amines and phallic anhydrides or Penta or metallic or monomers are the composites achieved with several variations of mixes of temperatures and petrochemical fusions.
Hence the energy, resources, power and rare blends of nature and technology should not be fuel blended without a study. If we are able to sustain the pulp of these and be able to re-utilize them as a pulp in blending paints in the future, we are on a better path of maximizing sustainability and serving the environment.
When one fuel blends these specialty items through burning, we have wasted an opportunity to save them. Hence a cycle of generating new resins, solvents, metallic driers, pigments, additives, etc. has to take place. As a result, we have to again extract more gums from trees, or erode many more mountains for minerals, or remove more oil from the sea to create specialty monomers or hydrocarbons to attain the technological expertise for premium specialty coatings.
It is far more environmentally appropriate to re-utilize oil paints and paint-related items so we can save the process of raw material generation. Such generation of raw material processes is far more environmentally stressful. And re-utilization of the oil paint saves on natural resources.
Such saving offers us much more in value and utility than the fuel blending properties a paint can will provide. Also, in most of the cases, the paints of certain grades do not help the burning process and, in-fact, hamper the fuel blending costs.
Fuel blending may be appropriate with the other petrochemicals, oils or flammable items. However, solven- based paints like alkyd enamels, stains, solvent-based ink products, primers, paint thinners, tank-washed solvents, alkyd resins, epoxies, hardeners, etc. can reach a solution of re-utilization and result in substantial savings on costs, ingredients and environment.
I am proud to state that my ground-breaking research and analysis has created a cost-effective, efficient and environmentally friendly process that will surely benefit both manufacturers and consumers around the world.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




