Long-Life Coatings
Sustainable Paint for a Sustainable Environment

For decades, the choice of long-life coatings for any given project was predicated on performance needs. A monumental structure such as a skyscraper in a major metro area might specify a fluoropolymer-based topcoat to ensure decades-long gloss and color retention. A major steel bridge might require a fluoropolymer topcoat to provide long-term barrier corrosion protection.
Of course, high performance typically comes with a premium price for coating materials. However, the initial purchase price of materials is not the only cost consideration on major projects. Premium coatings typically end up costing far less in the end. They also provide environmental benefits because long-life coatings that last decades are inherently sustainable.
This article examines the environmental benefits of long-life coatings including a comparison study of the carbon footprint of a fluoropolymer powder coating versus a solvent-based coating.
FEVE Technology
Fluoroethylene vinyl ether (FEVE) resins are amorphous A-B type copolymers with repeating units of fluoroethylene and substituted vinyl ether (Figure 1). Although FEVE resins have an average range of 25-30% fluorine content, they demonstrate exceptional long-term weatherability because of the alternating structure of the FEVE molecule. The fluoroethylene groups are the strength of the FEVE resin. The C-F bond protects the adjacent, weaker ether bonds. These groups are what make this class of polymers so resistant to UV degradation.
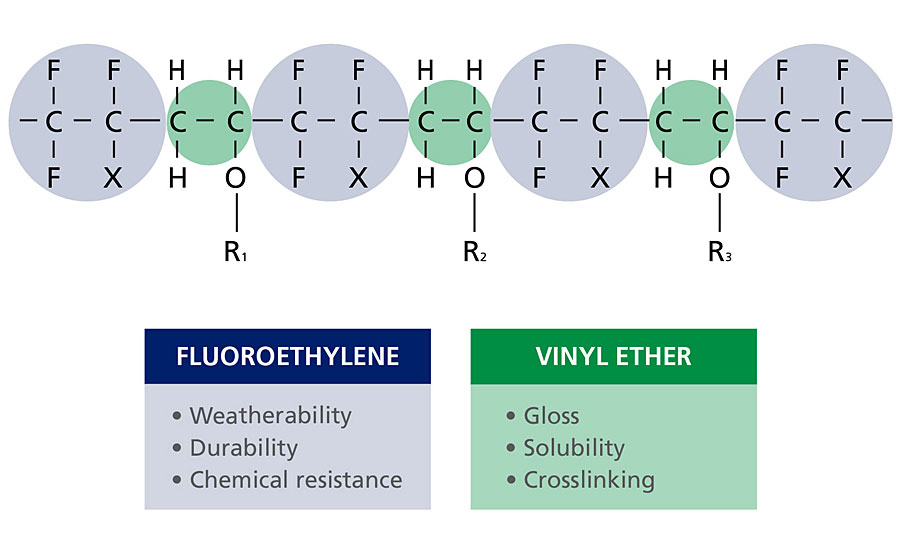
The vinyl ether groups make FEVE polymers usable as resins for paint. Without the vinyl ether groups, FEVE resins would not be soluble in solvents. This solubility is what allows FEVE resins to be used in a wide array of coatings formulations that can be applied in factory or field settings. The vinyl ether groups also contribute to high gloss and allow for functional groups, like hydroxyl groups, to be incorporated into the structure.
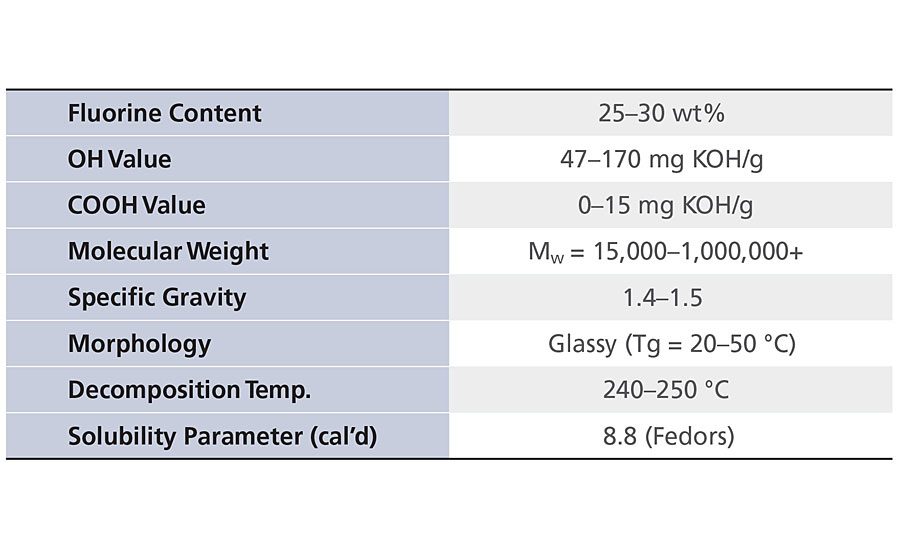
FEVE resins are an excellent choice for coatings formulations, as they are offered in a range of grades with varying properties like molecular weight, hydroxyl value and Tg (Figure 2). FEVE resins tend to be glassier but are easily blended with other resins when more flexibility is needed.
FEVE resins are available in 1K solvent- and water-based grades and 2K solvent-, water- and flake-based grades. Solvent-based FEVE grades were the first offered to the market, with the key benefit of providing 35 years of protection from weathering. With a wide cure window, they can air dry in the field. This makes them ideal for applications such as industrial coatings and touch-up paint. They can also be used in low-temperature factory applications like plastic and composite parts. These grades can adhere to various substrates, including metal, without using a primer. Aesthetically, these clear, transparent coatings deliver crisp, clean colors and brighter metallics.
FEVE Resins for Eco-Friendly Coatings
FEVE water-based resins and flake-grade resins can be used to create environmentally friendly formulations. Water-based resins create coatings with inherently low VOCs. Flake grades can be used with exempt solvents to create low-VOC, solvent-based coatings. In addition, flake grades can be used in solvent- and water-free powder coatings.
Carbon Footprint Study
This life cycle-based sustainability study using ISO standards 14040/44 compared solvent-based FEVE powder paint and polyvinylidene fluoride (PVDF) liquid paint.
The study examined:
-
Feedstock materials for resin production;
-
Transport to resin manufacturing factory;
-
Resin production process;
-
Transport to coating factory;
-
Coating production, coating raw materials, other materials for coating process;
-
Transport to application site;
-
Application and curing of coating.
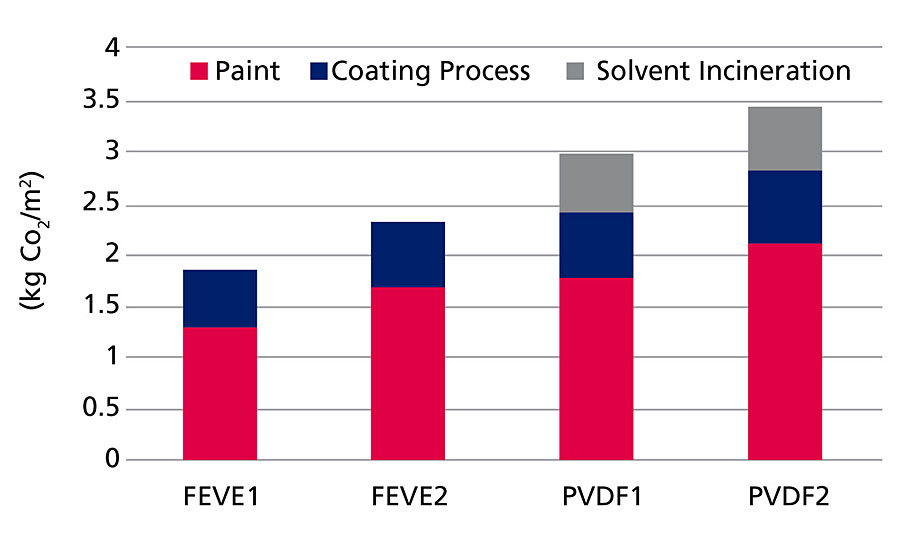
Comparing the kilograms of CO2 per square meter produced during paint production, coating process and solvent incineration, the PVDF formulations demonstrated a greater carbon footprint (Figure 3).
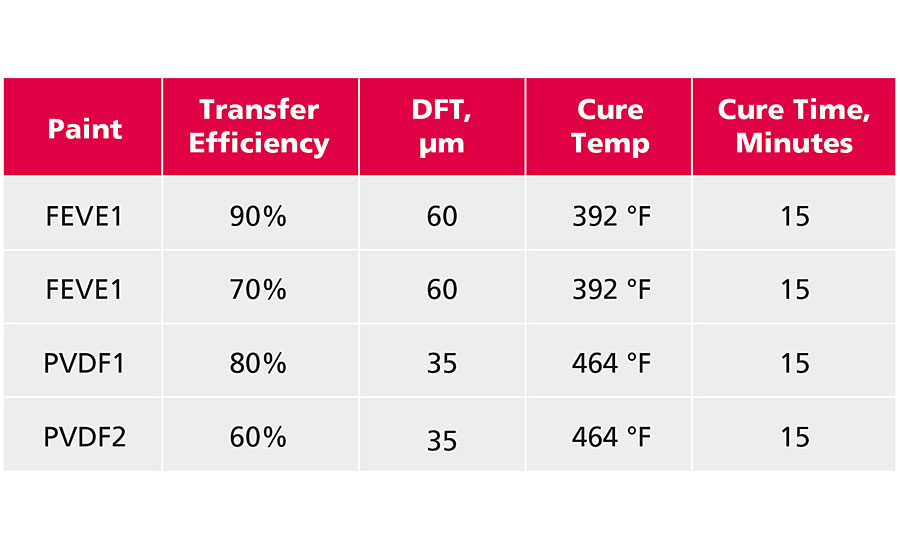
Because the FEVE powder-based coating uses no solvents and has higher transfer efficiency and lower curing temperatures, it has a significantly reduced carbon footprint compared to the solvent-based coating (Figure 4). These findings indicate that using FEVE powder can potentially reduce CO2 by 16 tons on a 100,000 square foot project.
Long Life Cycle of FEVE Resins Contributes to Sustainability
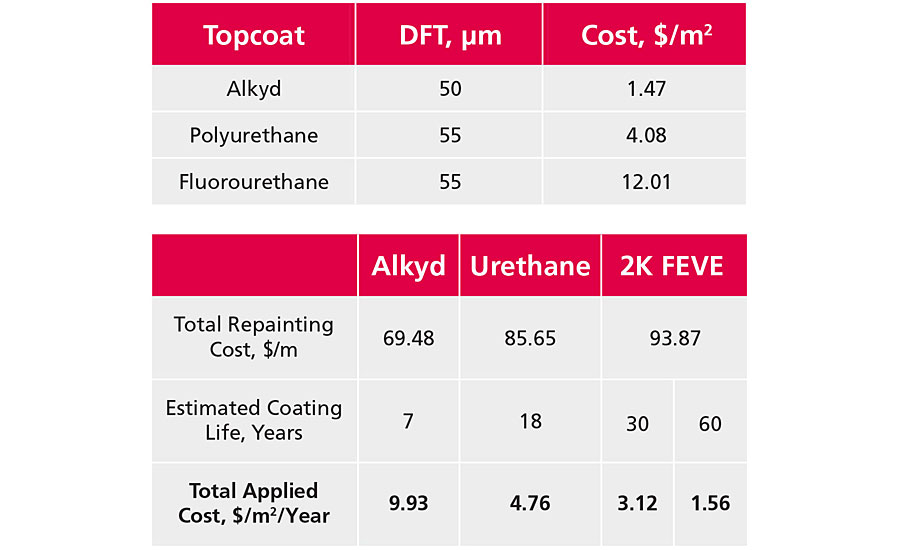
FEVE-based coatings are sustainable because of their weatherability, longevity and the ability to develop low-VOC formulations using water- or powder-based grades. The life cycle of an FEVE-based topcoat contributes to sustainability because it lasts 30 to 60 years without repainting. During this timeframe, standard polyurethane topcoats require two or three repainting cycles. This additional recoating contributes to off gassing of VOCs during the surface preparation and repainting process, emissions and CO2 from equipment, and removal and disposal of the old coating.
FEVE-based coatings also provide reduced costs in production and maintenance because they maintain color and gloss, resist corrosion and protect the substrate from degradation. A life cycle cost analysis of alkyd, polyurethane and fluorourethane topcoats at a comparable dry film thickness shows significant value of a 2K FEVE-based coating by dollar per square meter over time (Figure 5).
FEVE Performance
Years of weathering testing has shown the superior performance of coatings based on FEVE resins. Here are a few examples.
15-Year Exposure Test
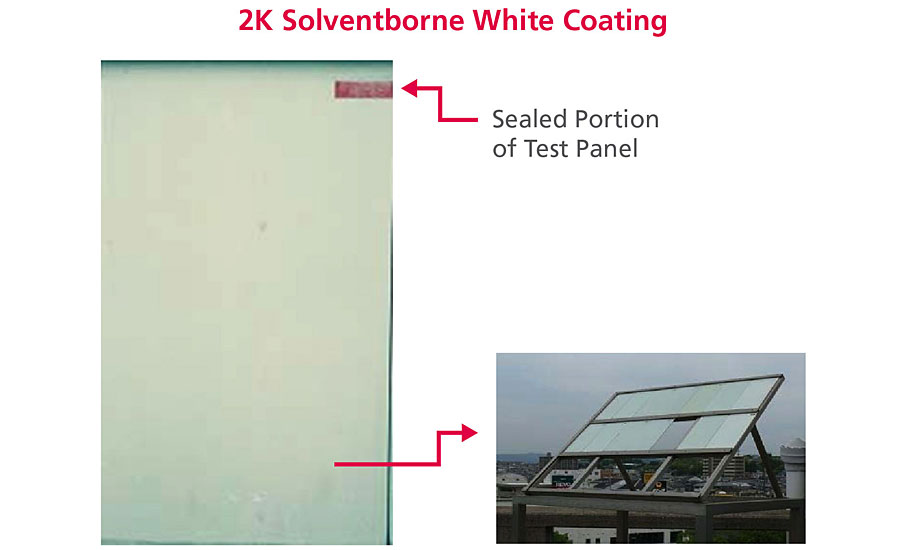
A 15-year exterior exposure study of two white 2K polyurethane coatings was performed in Japan. One system was based on a conventional acrylic polyol polyurethane system and the other was based on an FEVE polyol polyurethane system. A red, light-sealed tape was used to cover a portion of each panel. This area was considered the unexposed area. The test results showed that after 15 years, the panel protected with the FEVE-based system demonstrated significant protection from corrosion and weathering (Figure 6).
Visible Light Photomicrographs
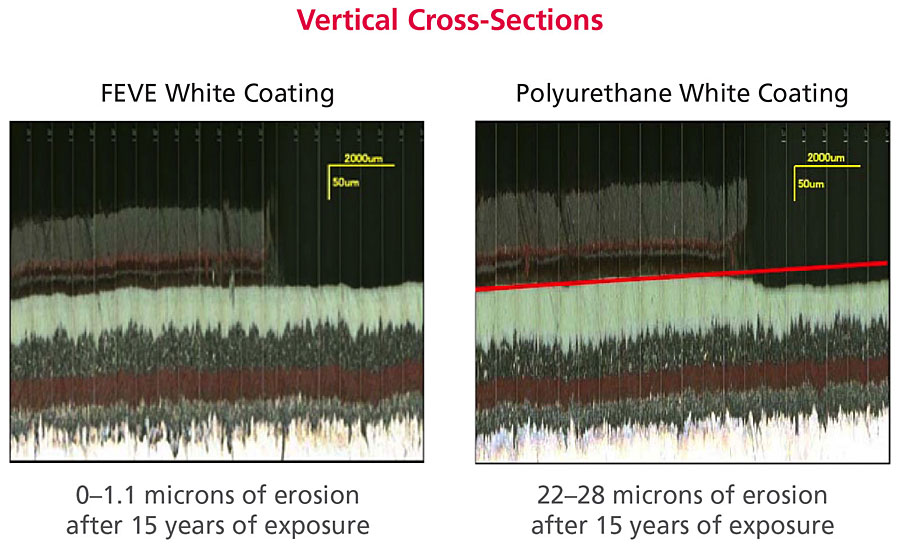
Visible light photomicrographs were conducted on samples of the FEVE-based white coating and the polyurethane-based white coating. Vertical cross sections show 0 to 1.1 microns of erosion after 15 years on the FEVE-based coating sample. The polyurethane-based white coating sample showed significantly more erosion — 22 to 28 microns — after 15 years (Figure 7).
EMMAQUA® Testing
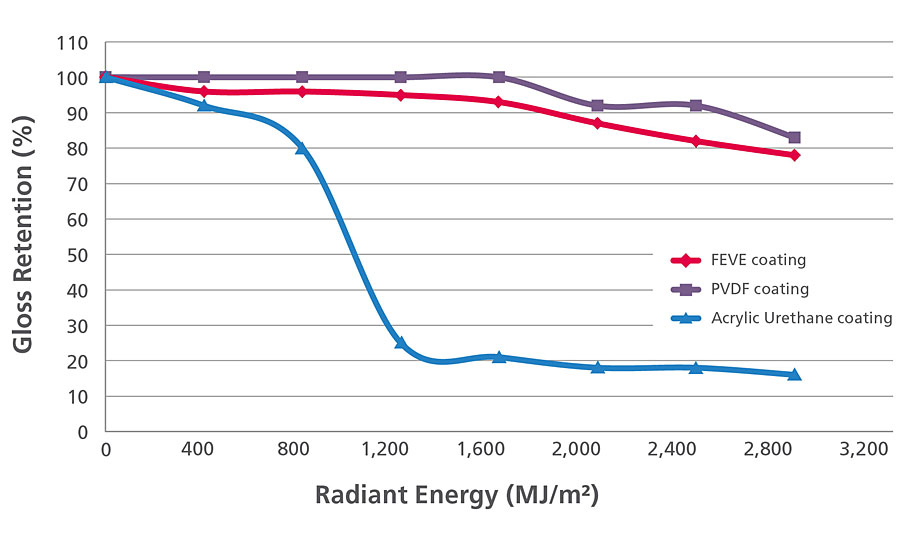
EMMAQUA (Equatorial Mount with Mirrors for Acceleration with Water) testing shows the gloss retention of the FEVE-based coating is similar to that of a PVDF (polyvinylidene fluoride or polyvinylidene difluoride) coating and significantly better than an acrylic urethane coating (Figure 8).
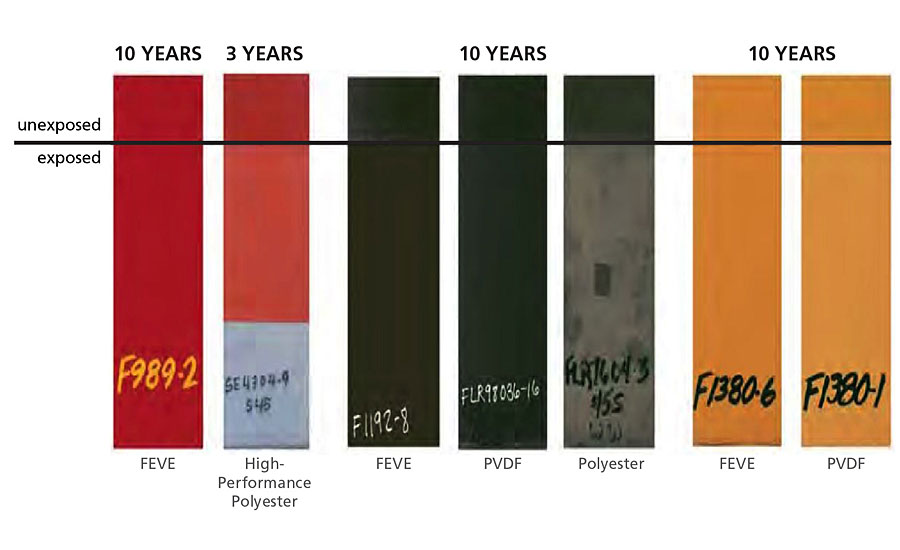
Florida Weathering Test
This Florida weathering test shows that the FEVE-based coating performed better after 10 years of exposure than high-performance polyester after only three years. After 10 years, an FEVE-based coating and PVDF coating performed similarly, and both retained color and gloss much better than the polyester coating (Figure 9).
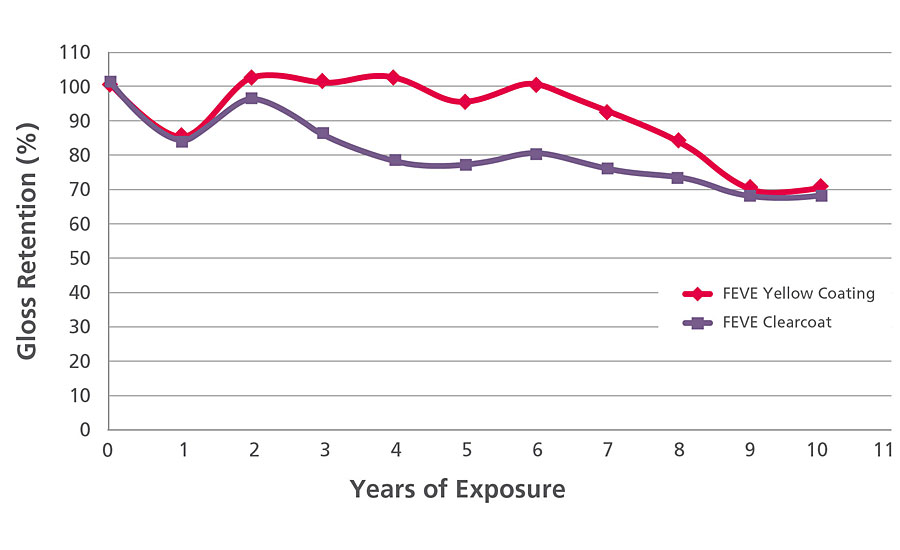
A 10-year Florida weathering test compared the gloss retention of FEVE yellow coating and FEVE clear coat. At four years, the FEVE yellow coating still retained 100% of its gloss and retained 70% at 10 years. The FEVE clear coating retained over 80% of its gloss at three years and 70% at 10 years (Figure 10).
Real-World FEVE Powder-Based Coatings Applications
Because FEVE-based coatings deliver superior performance advantages, they have been applied to thousands of industrial and architectural structures worldwide for nearly 40 years. Here are a few examples of real-world applications using environmentally sustainable FEVE powder-based coatings that also reap the benefits of outstanding weatherability, chemical resistance and corrosion resistance.
Uber Headquarters, San Francisco, CA
This structure was designed by SHoP Architects and features an aluminum curtain wall and building envelope (Figure 11). The cladding area is 200,000 square feet. A powder FEVE-based coating was shop-applied to the curtain wall in 2017-2018. The entire project was completed in 2018. (Image from SHoP Architects.)

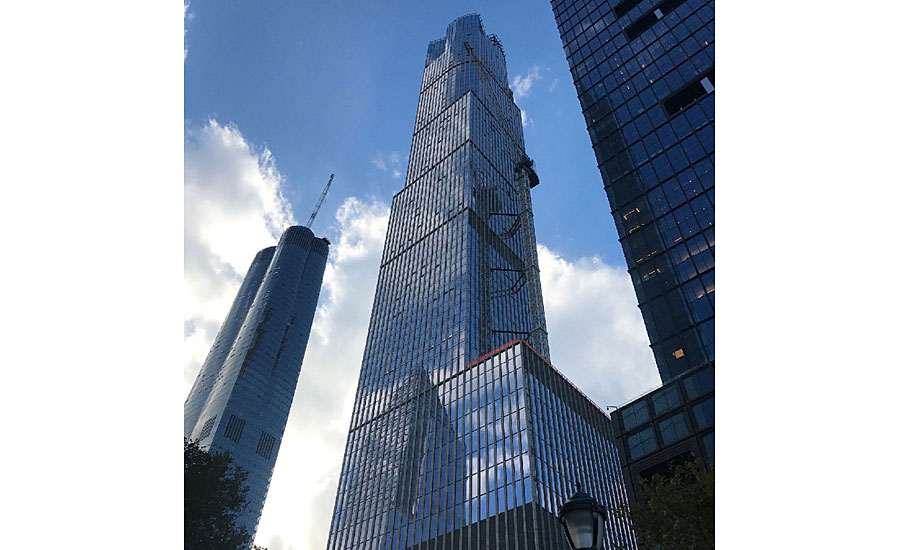
Hudson Yards, New York, NY
Hudson Yards on Manhattan’s West Side is a large, multi-building redevelopment project led by architecture firm Kohn Pedersen Fox. Key structures feature metal curtain walls with a shop-applied powder FEVE-based coating from 2017-2021. (Image from All KPF Architects.)
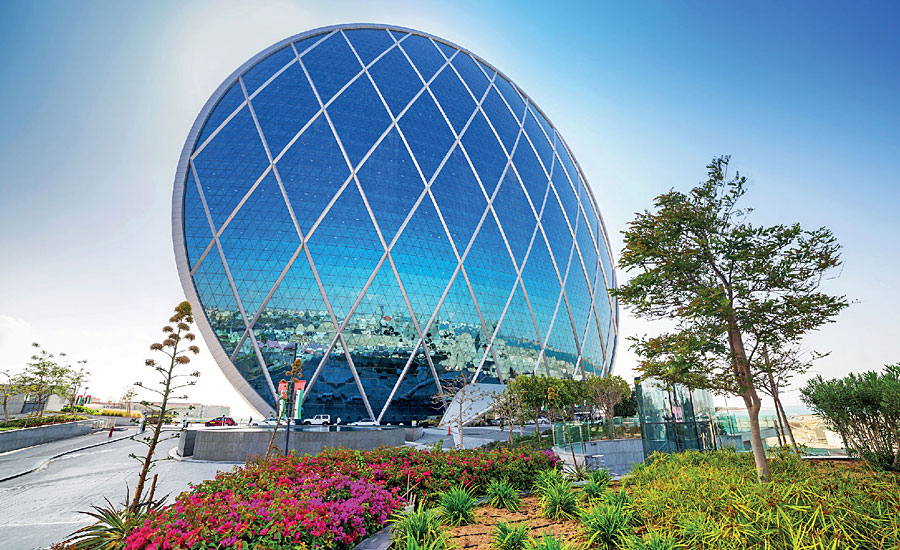
Al Dar HQ, Abu Dhabi, UAE
The Al Dar headquarters building in Abu Dhabi is a 23-story structure designed by MZ Architects. It features aluminum panels coil-coated with an FEVE-based liquid coating. The steel curtain wall is also protected with an FEVE-based powder coating. The project was completed in 2010. (Image from MZ Architects.)
Conclusion
As the carbon footprint study and real-world applications demonstrate, a variety of factors contribute to the improved sustainability of FEVE powder-based coatings versus liquid coatings. These include reduced energy use, and lower VOC and carbon emissions. Because of their long life cycle, FEVE powder coating systems enable cost reductions such as reduced maintenance and waste.
In addition, FEVE powder-based coatings provide advanced performance properties of durability, excellent color and gloss retention, anti-corrosion properties and superior weatherability to protect from UV radiation, water, salt and other elemental deterrents that contribute to coating degradation.
For more information, e-mail Winn.Darden@agc.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






