Taber Test or Oscillating Sand?
DOE Improves Polycarbonate Plasma Coating Process


Researchers at Exatec, LLC, recently determined that the oscillating sand test reveals better wear assessment information for polycarbonates. This finding has allowed the company, a 50:50 joint venture of Bayer Polymers and GE Plastics, to optimize coating processes at its state-of-the-art Technology Development Center near Detroit.

Designing With DOE
Because uncoated polycarbonate is easily scratched and doesn't withstand UV exposure well, abrasion-resistant and weatherable coatings are deposited onto polycarbonate to overcome these unwanted characteristics. Exatec's proprietary in-line, plasma-deposition machine bonds abrasive-resistive layers onto silicon hard-coated polycarbonate.When this first-of-its-kind machine became operational, correct settings needed to be found to establish an effective process. A screening design of experiments (DOE) was conceived to determine which direction to pursue in order to optimize the Exatec500TM coating system.
Research and development work had already revealed to Exatec that deposition coating thickness was the key to successful polycarbonate glazing. Based on those findings, a DOE was designed to discover how thickness varied as a function of key input factors. This article focuses on the DOE screening phase, in which researchers rapidly sifted through a large number of factors using the fewest number of trials that would give them precise results. The aim of these screening experiments was to find those precious few variables that most affected the desired response - and eliminate the trivial many. The "big-hitter" variables were later used to optimize the deposition process.
Experimentation is time-consuming and expensive. Therefore, minimizing the number of experiments while maximizing information is essential. Exatec researchers Thomas Miebach, Steven Gasworth and Alex Scholten initially set up a simple fractional-factorial, resolution III design, looking at six factors simultaneously. The exact process results shown using Design-Expert® software are masked for proprietary reasons.
The six variables in Exatec's screening DOE were:
- process pressure;
- temperature of polycarbonate entering the coater;
- plasma generator power; and
- three differing flows of proprietary reactive gases making up the coating layer.
Based on the new information obtained from the foldover design, we discovered precise coating thickness settings that are now in use (Figure 2).

Meeting the Requirements
An important, Critical-To-Quality (CTQ) element at Exatec is abrasion resistance. Legislative requirements state that haze increase upon completing 1000 Taber wheel cycles cannot be more than two percent for automotive glazing applications with driver visibility requirements. The Taber test (ASTM D 1044) was found to have a huge variability when applied to coated polycarbonate - and was not a likely representation of real-life conditions. (The overall variability in individual test results was larger than the 0-2% tolerance on abrasion resistance.) Therefore, we looked at other tests to verify abrasion resistance. Detailed profilometry analysis of actual automotive glazing surface damage revealed better approximations of real surface damage by using a modified version of the ASTM F 735 oscillating sand test. In this test, four samples are tested (not one), and a different type of abrasive sand is used. Moreover, the oscillating sand test provided a much better model to fit plasma process data (Table 1).The initial screening DOE outcome between Taber test and oscillating test results revealed differing directions to pursue for meeting CTQ and legislative requirements. By analyzing oscillating sand test DOE data, we found process settings resulting in coated polycarbonates with good layer adhesion properties and a low haze value. Just as important, we met all Taber test specifications. Had we relied solely on the Taber test results, we might have been led to incorrect process settings.
For more information, contact Exatec, LLC, 31220 Oak Creek Dr., Wixom, MI 48393; phone 248/926.4237; e-mail info@exatec.biz; or visit www.exatec.de.
For information on Design-Expert® software, contact Stat-Ease, Inc., 2021 East Hennepin Ave., Suite 480, Minneapolis, MN 55413; phone 612/378.9449; fax 612/378.2152; e-mail info@statease.com; or visit www.statease.com.
Screening Designs Explained
Screening experiments are often used in industry to identify factors having an important impact on responses. Screening reduces a large list of potential factors to a manageable few.Although screening doesn't reveal extensive information about interactions (such as synergisms or antagonisms), it does make the "significant few" factors stand out over the "trivial many." The ultimate benefit is in allowing affordable and in-depth experimentation to occur.
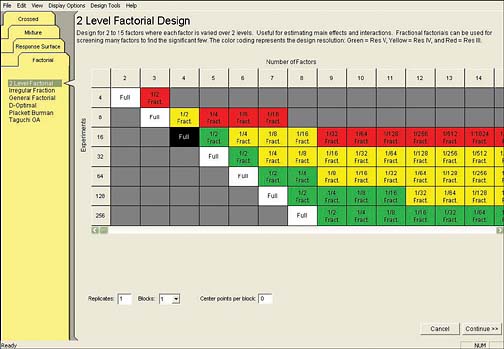
As an example, a 2k factorial design requires 2k experimental points to estimate linear effects of k variables and their interactions. For example, if k=5, 32 experiments are required (2x2x2x2x2=32). Practitioners may opt for a fractional-factorial design and focus just on finding important main effects and 2-way interactions (resolution V), or just main effects (resolution III), or main and selected 2-way interactions (resolution IV). With k=5, a resolution V design requires 16 experimental points. This number of required runs is much more realistic, but the ability to estimate interaction effects is reduced. If k=15, a full-factorial design would require over 32,000 experiments, an impossible task. Instead, a 215-8 fraction only requires 128 runs - still a large number, but feasible. This fraction can estimate main effects and some 2-way interactions (resolution IV).
Analyzing fractional-factorial resolution patterns can be simplified using DOE software such as Design-Expert® from Stat-Ease, Inc. It provides a "traffic light" metaphor so users can look at color-coded resolution relationships:
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



