Minimizing Operating Costs in VOC Abatement
The average concentration of VOCs has decreased as more dilute point-source air streams are targeted for emission control systems. To the plant manager, this translates into more VOC abatement equipment with higher operating costs. Converters around the world are struggling to reduce operating expenses while remaining environmentally compliant. This is especially difficult in areas where utilities such as natural gas and electricity are expensive.
Pollution-control providers are being challenged to develop new ways to reduce operating costs for new and existing systems. Air-emission control systems can either recover or destroy hydrocarbons. If reuse is possible in a converter’s process, recovery is preferred as a means to minimize operating costs. Much of the time, however, the only recovery value may be as a fuel source; the recovered hydrocarbons are eventually destroyed by an oxidation process where their latent heat is used as part or all of the heat required for oxidation and destruction.
RTO Efficiency
Regenerative thermal oxidation (RTO) is the most common oxidation technology used in the United States, and is rapidly gaining acceptance worldwide. Its main advantage is its available high thermal efficiency, making it particularly attractive for high-volume, low-concentration air streams.VOC destruction by RTO is achieved by heating the airstream to a temperature at which the hydrocarbons spontaneously react with the available oxygen (typically 1,400–1,800ºF). An RTO uses heat exchangers to recover and reuse heat from the oxidation process as available energy for preheating the incoming airstream.
The regenerative heat exchanger consists of two or more containers of ceramic media, referred to as regenerators. One regenerator absorbs and stores heat from the outgoing clean hot-gas stream, and the other regenerator delivers stored heat to the incoming polluted-gas stream. When the regenerator storing heat starts to become saturated, and the other heat-source regenerator becomes depleted, a series of valves redirect the airflow so the roles of the regenerators are reversed.
RTOs are a proven technology, but customers are demanding that these systems become ever more efficient to reduce operating costs even more. Meeting this demand is a new development in heat-transfer media, alternative oxidation technology and fuel usage optimization techniques.
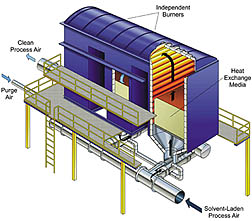 Credit: Durr Environmental Services
Credit: Durr Environmental ServicesStructured Heat-Transfer Media
Traditionally, the heat-transfer beds of an RTO are composed of ceramic saddles, randomly packed into an insulated chamber. The airflow through the saddles is forced to make many changes in direction and velocity. Due to the turbulent nature of the airflow, the pressure drop across the bed increases with the square of the airflow.Investigation into the fundamental principles of RTO operation led to the development and application of a structured heat-transfer media. Research has shown that such media, having straight airflow passages of constant cross-section, offer significantly improved performance over traditional saddles by providing more laminar airflow characteristics. The improved performance can be seen in a lower pressure drop across the packed beds of an RTO.
Structured packing is a ceramic monolithic block, composed of silica alumina ceramic. Each block is approximately 12 inches high, 6 inches wide and 6 inches long, and has hundreds of parallel passages, each about 1/8-in. square, extending from top to bottom. The block’s physical and performance characteristics allow for a higher airflow velocity through a packed bed, resulting in a more compact RTO footprint. This can be attractive to land-locked converting plants that may not have the space required for a typical RTO.
This higher bed velocity also allows for a solution to plants that have existing RTO equipment that may require additional airstream treatment capacity. Increased flow in a traditional saddle-packed bed requires an exponential increase in pressure drop and motor horsepower, quickly overloading existing handling capacity.
Replacement of an existing saddle bed with ceramic monolith can reportedly not only reduce the pressure drop for existing capacity, but it can also provide almost a 40% increase in incoming airflow capacity with the existing motor and fan. Other benefits are said to include better thermal performance and lower natural gas consumption of the RTO.
RCOs Can Lower Energy Costs
Regenerative catalytic oxidation (RCO) is a recent hybrid VOC abatement technology gaining acceptance in converting plants where energy cost are high and the hours of operation are long. An RCO combines the advantages of RTO with the benefits of catalysis. By adding a precious metal catalyst to the combustion chamber of an RTO, the catalyst can provide hydrocarbon conversion at a much lower operating temperature — typically 600–1,000ºF, thus reducing auxiliary fuel requirements.The precious metal catalyst is a substance that accelerates the rate of a chemical reaction (oxidation) without the catalyst being consumed. Another benefit is its ability to eliminate not only VOCs, but also secondary products, notably CO and NOx. In addition, a precious metal-based catalyst is more resistant to poisoning and fouling than base metal catalysts.
Like structured packing, converting an existing RTO to an RCO is possible, and often beneficial depending on operating and energy consumption conditions. Adding a layer of proprietary precious metal catalyst on top of the ceramic media in the RTO’s combustion chamber will allow the chamber temperature to be lowered to roughly 800ºF. In large air-volume systems, this fuel savings can be significant. The proprietary catalyst is impregnated in the ceramic media of choice, either saddles or structured packing.
In some operations, an RCO may not be a beneficial choice. These exceptions result from either the presence of a stream that contains organometallic or inhibiting compounds that will cause degradation of catalyst performance. Each VOC stream needs to be examined to ensure there are no catalyst poisons present, such as silicon, phosphorus, arsenic or other heavy metals. In addition, the catalyst performance could be masked or fouled by particulate in the air stream.
However, the catalyst can be recharged relatively easily. It is important to discuss the properties of individual air streams before making any decisions on the applicability of catalyst in an RCO, but for many converters, the potential for cost savings is large.
 Credit: Durr Environmental Services
Credit: Durr Environmental ServicesTurning the Burner Off
Typically, a natural gas burner provides the heat required that is not recovered by a regenerative thermal oxidizer (around 5% of the energy required to reach setpoint). In theory, an incoming airstream with a high enough concentration of hydrocarbons would provide enough energy from self-ignition of the hydrocarbons for the oxidation process to be self-sustaining. Under these conditions, no burner would be needed to produce make-up heat.Natural gas injection (NGI) is a means of artificially creating these self-sustaining conditions in an airstream with a low hydrocarbon concentration. A natural gas burner is used for system pre-heat. Once the heat exchange media is saturated and hot enough to elevate the airstream above self-ignition levels, the burner and combustion blower are turned off. Natural gas or methane is safely injected into the incoming airstream, enriching it to levels necessary for self-sustaining operation.
NGI actually improves the thermal efficiency of an RTO because it eliminates the need for combustion air being introduced, and thereby mitigates the mass imbalance in airflow between the two regenerator beds. In commercial application, NGI improves an RTO’s thermal efficiency by approximately 1% or more overall.
Another NGI advantage is an improvement in NOx emissions. The burner is the single biggest contributor of NOx to the exhaust stream of an RTO due to high flame temperatures. Eliminating the burner significantly decreases the NOx levels seen in operating RTOs.
Due to the lower combustion temperatures of an RCO, NGI is not a tool used in conjunction with catalyst. However, many existing systems could see a decrease in operating fuel consumption with a simple, low-cost retrofit of installing an NGI system to the RTO, especially those airstreams not conducive to catalyst usage.
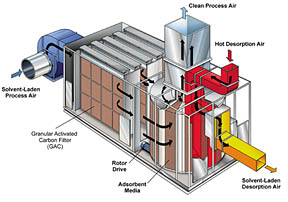
Divide and Conquer Airstreams
A fourth development helping to lower VOC abatement costs are new rotary concentrators. This adsorption technology is commonly applied to very dilute airstreams with relatively low hydrocarbon concentrations. Rotary adsorbers concentrate the emissions into smaller airstreams with much higher concentrations (by a factor of 10 or more) that can be handled by an oxidation device such as an RTO much more economically.The hydrocarbon-laden air passes through the rotary adsorption unit where the hydrocarbons are adsorbed onto Zeolite or carbon media. The large volume of incoming air, now purified by the adsorption process, is exhausted to the atmosphere. The hydrocarbons, which were adsorbed, are then continuously removed by desorption with a higher-temperature, low-volume airstream. This high concentration desorption air is delivered to an oxidation device for destruction.
Concentrating hydrocarbons into a smaller airstream can significantly lower operating costs. By decreasing the airflow, the device is inherently smaller and less costly to purchase. By increasing the concentration, the auxiliary fuel benefit of the hydrocarbons is also increased, in many cases, almost to the level of a self-sustaining operation, where the converter’s natural gas requirements are virtually eliminated. Traditionally, concentrators were applied and justified on very large airstream volumes, but recent commercial applications have been on airstreams of 30,000 SCFM and smaller.
Applying the Right Solution
Clearly, no one solution can be applied universally to all VOC abatement scenarios. The ideology of “one size fits all” is false and potentially costly. In choosing the right technology, it is important to examine both the process and the airstream constituents to be abated. A careful review of current and future regulations, along with site considerations (utility costs, space constraints and local regulations) is vital to selecting the appropriate solution to the converter’s needs.
For more information on VOC abatement, contact Gordon Harbison, phone 248/668.5235; fax 248/926.6570, visit www.durrenvironmental.com.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




