Biofilter Applications in the Coatings Industry
 Credit: Bio-Reaction Industries LLC
Credit: Bio-Reaction Industries LLC
Biofiltration technology was experimented with in the 1950s in the United States and Europe, but was largely ignored in the United States while being successfully commercialized in Western Europe. Hundreds of biofilters (quite possibly nearing 1,000) are currently in operation in western Europe, while North America has fewer than 75. Applications vary, but have often been on odorous emission sources in Europe, where population density and proximity to residences created nuisance situations. Biofilters proved more than adequate to handle these odor applications, were lower in capital cost and more cost effective in operation and maintenance than conventional thermal oxidizers or chemical scrubbers. Europe was also less concerned with general control of VOCs, as ground level ozone was not a major issue. European countries did not require strict VOC control to the levels often mandated by the U.S. EPA. Therefore, the use of biofilters in Europe moved forward because they solved the odor problems, were not as costly as other controls (capital and operational), and generally did not have to meet exacting emission removal efficiencies that had been or were proposed in the United States.
In North America, the demands of relatively high (often exceeding 95% destruction efficiency, or “Dre”) removal efficiency regulations created difficulties for the use of biofilters as Best Available Control Technology (BACT) and Maximum Achievable Control Technology (MACT). Industries could not afford to chance a relatively unproven biological system for their main pollution-control device, as the established thermal oxidizers and chemical scrubbers gave them security from non-compliance with regulations, and their own emission limits and air-pollution control permits. In addition, the laws and regulations previously established for various industry emissions were not enacted with biofilter systems in mind. Energy was abundant and inexpensive, so conventional (available) thermal and chemical technologies were the only consideration. Control of the volatile organics was paramount, and the fact that thermal oxidizers produced additional NOx and considerable additional amounts of CO2 and some CO from the combustion of fossil fuels was not a significant issue.
Fast forward to the 21st century. With more emphasis on specific VOCs and HAPs, the threat of rolling blackouts, and with energy costs skyrocketing, there is a greater awareness of the viability of the biofilter as an adequate VOC and HAP control device. Additionally, progress in biofilter design has led to more compact sizing and greater VOC and HAP removal efficiency. All of these factors have directed the attention of certain state and federal regulatory agencies toward more sustainable technologies, such as biofilters. Add to this the increased emphasis on overall ‘facility emissions reductions’ instead of simply end of pipe controls and you have an even ‘friendlier’ biofilter application. Specifically, the coatings industry is an appropriate candidate for VOC and HAP emission controls with biofilters. The reason is quite simple — the MACT established for the industry allows for 75% removal of HAPs. This can be accomplished in a variety of ways, including source reduction (reducing the amount of HAPs in the product manufacturing process), in combination with end-of-pipe pollution controls. That means that biofilters (which may be able to achieve 90%+ Dre 90% of the time) can be used to satisfy emission reductions at reasonable capital and operating costs when used in combination with source reductions in order to achieve continuous compliance. With the added emphasis on pollution prevention, the biofilter is now a viable option for compliance in the coatings industry, while accomplishing the task at a much lower capital and operating cost. Biofilters are more energy efficient and environmentally friendly, and provide a sustainable control solution that addresses both VOC and HAP emissions.
 Credit: Bio-Reaction Industries LLC
Credit: Bio-Reaction Industries LLCProcesses for Control
In the coatings industry, there are numerous applications for biofilters as VOC and HAP emission control devices. These include: paint manufacturing, aerosol paint can depressurization and recycling, paint booths, solvent-laden rags, and drying of paint solids and sludge for reuse or disposal. Bio•Reaction Industries LLC has installed biofilters in several of these operations with excellent operating results. Credit: Bio-Reaction Industries LLC
Credit: Bio-Reaction Industries LLCPaint Manufacturing Facility
This installation is in a facility consisting of numerous mixing tanks for preparing various types of industrial paints. The majority of the paints manufactured at this facility are high-temperature enamels that contain relatively high concentrations of volatile compounds. At each of the nine mixing tanks, moveable fume collection ‘hoods’ are installed to collect the emissions as the constituents are added and mixed. Because of the construction and operation of these tanks, the hoods do not completely seal the openings, allowing some fugitives to escape the capture system. The airflow at each collection point (hood) is approximately 700 cfm (see Figure 1). Therefore, the total exhaust directed to the biofilter is approximately 6,300 cfm. The paint preparation process emits VOCs and HAPs that are primarily aliphatic hydrocarbons. The volatiles that predominate are: toluene, xylene, MEK, MIBK and ethylbenzene. There are no chlorinated or organo-sulfur compounds present in the paints or fumes. A representative analysis of the VOC and HAP constituents present in the emission stream is provided in the table.The biofilter that is currently in operation was designed and engineered to handle a maximum airflow of 7,500 cfm. On-site construction/assembly of the Bio·airVENTTM was completed and the preadapted biomatrix was loaded for startup in December 2000. Startup consisted of introduction of process air from the fume collection hoods and steam in an incremental manner over a three-week period of time. The temperature within the twin-tower unit was brought up to within the operating range, 80–100°F (27–38°C) within the first 24 hours of operation. The biofilter is operated at as close to 85°F (29°C) and 98% R.H. as the automatic operating system can maintain. A relatively constant airflow is fed to the biofilter regardless of the collection efficiency of the fume hoods or their location (i.e., whether over the tank opening or removed for ingredient addition). However, since this is not a 24/7 operation, reduced airflow and similarly reduced VOC and HAP emissions occur when there is no production in the mixing room (evenings, weekends and holidays). An automated airflow-sensing device located in the effluent stack of the biofilter controls a variable-speed fan. The paint mixing room is unheated, so the air emissions collected by the fume hoods must be heated when below 80°F. To accomplish this, an inline heat exchanger using ethylene glycol was added using a small gas-fired boiler/steam generator as the heating source. This procedure helps reduce the steam needed for heating the incoming air and maintaining the temperature and moisture of the media.
The biofilter and ‘boiler’ are automated to minimize the need for operator control of the system, however the operator can over-ride the controls as necessary. High-temperature (>105°F, >40°C) and low-temperature (<70°F, <21°C) alarms are provide to alert the on-site operator if a malfunction should occur and interdiction is necessary. During normal operation, observation by the on-site operator should occur in the morning and afternoon to ensure optimum operation. Weekly (daily during the first 4–6 weeks of startup) sampling of the inlet and outlet gas streams with a hand-held PID or FID will provide assurance of the VOC and HAP removal, with bag samples collected and GC verification by an independent lab once per week. Official stack testing is completed to the satisfaction of the state and local agency once the biofilter is operating at optimum conditions, usually 4–6 weeks. The hand-held instruments should be calibrated during the official stack testing to ensure that those readings are accurate and consistent, and calibration should continue as per the manufacturer’s specifications.
Expansion of plant production and biofiltration of the fugitive air emissions are planned and an additional biofilter unit is being designed at the request of the paint manufacturer. Based on the data collected from the biofilter that is currently in operation, some design modification is being incorporated into the new biofilter unit. The new biofilter is scheduled to go online this fall. The facility will be in full compliance with existing regulations and its state permit. The capital cost is approximately 1/3 less than a comparable regenerative thermal oxidizer (RTO), and the energy cost (electrical and supplemental fuel) is more than 75% less than would be required for an RTO.
 Credit: Bio-Reaction Industries LLC
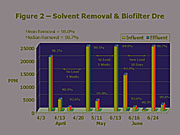
Credit: Bio-Reaction Industries LLCSolvent Removal in Waste Streams
A coatings company that uses catalyzed paint for application to original equipment from various manufacturers cleans up with lacquer thinners and reducers. Rags laden with these solvents are used extensively in the preparation of parts (degreasing) and clean up processes. In addition, paint sludge, waste paint and empty paint containers are also produced. The primary VOC and HAP constituents are variable mixtures of: toluene, MIBK, MEK, xylene, acetone, diacetyl alcohol, and isopropyl alcohol. Toluene is always a major component of this mixture, varying between 30–55%. The key to reuse and/or disposal is the drying of these materials in an environmentally sound manner, while reducing VOC and HAP emissions from the facility.Bio-Reaction (BRI) installed a sealed drying chamber that is vented directly to a Bio•driVENT biofilter that accomplishes the solvent removal without the emissions that would occur in open-air drying, while reducing generator liability and worker hazards. The drying chamber passes a warm air stream over and around the rags, paint containers or sludges (depending on what is loaded), and vents it directly to the biofilter for more than 95% destruction of the solvent volatiles. The system has had surge loadings of more than 20,000 ppm with Dre’s exceeding 98% in the exhaust from the biofilter (see Figure 2). Control of these emissions reduced the facility’s total VOC emissions up to 10%.
Disposal of solvent-laden rags and wet sludges is a health, safety and economic problem for many facilities. If non-F-listed rags can be dried, they are generally not considered a hazardous waste and can be reused (sent for laundering) or disposed of as a non-hazardous waste. The cost savings for disposal can be significant and drying rags as they are generated can eliminate hazardous waste storage requirements, handling and paperwork costs. Drying of all of these solvent-laden materials greatly reduces the potential fire hazard that results from storage, and reduces the facility’s safety liability.
 Credit: Bio-Reaction Industries LLC
Credit: Bio-Reaction Industries LLCAerosol Can Recycling
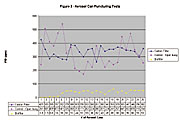
Aerosol cans (more than 3 billion are manufactured each year) that are improperly filled or are to be recycled as scrap metal can be depressurized to release the propellant, with the residual liquid collected in a drum. The VOC/HAPs from the depressurization process can be directed to a biofilter for biological oxidation. Numerous BRI biofiltration systems are currently in operation throughout the United States. These systems are small, self-contained units that often operate on only a weekly basis. The systems are composed of can puncturing or depressurization units (manufactured by several US companies) collection drums for the paint or other liquids and a Bio•airVENT biofilter.In actual operations, the biofilter exceeded the removal efficiency of activated carbon, the conventional method for control (see Figure 3). Use of a biofilter for control of these off-gasses can result in significant cost savings when compared to the replacement and disposal/regeneration costs of activated carbon and even more effectively when compared to costly incineration. Incineration rates range from $300–1,000 per drum for disposal of uncrushed cans as hazardous waste. Releasing the propellant (and oxidizing the VOC/HAP component in a biofilter), crushing the cans and recycling them can save hundreds to thousands of dollars annually. Additionally, because the BRI biofilter is based on a ‘microbial community’, with the predominant organisms fungi, long periods between VOC/HAP introductions (over night or weekends) is not a problem for continued successful removal efficiency.
Paint Booth
Installation is under way at a specialty coating facility to capture and digest the VOCs from a 10,000 cfm paint spray booth. Anticipated loadings will average 150 ppm and the Bio•airVENT is anticipated to achieve 90% removal efficiency of the vapors, having already been proven in sorption and oxidation of similar compounds for other applications. This unit has been redesigned and manufactured with the changes that were developed in the paint manufacturing application. These ‘corrections’ were related to media moisture control and airflow dynamics through the media beds. Results from this application should be available by fall of this year.Summary
The BRI biofilter installed at the paint production facility is currently operating at greater than 60% of the designed Dre. Lower initial Dres are largely due to the undersizing of the prototype system. Design criteria were based on very preliminary sampling of the mixing tank area and those data yielded a smaller size system than should have been built for this application. BRI and the paint manufacturer are working together to optimize the system for current and future considerations, to achieve a Dre of greater than 85% and a capacity of up to 10,000cfm. Laboratory and on-site studies are continuing with several options being tested to produce optimum operation and highest Dre.The use of steam for media wetting, moisture control and temperature control can be highly effective, as we have observed in the laboratory. Steam is relatively costly; however, we believe that its value must be weighed critically. The challenges that have been encountered with this biofilter unit are being met. It is working, but will require additional time to develop the proper engineering scenario for optimum operation.
The Bio•airVENT systems that are currently in operation on solvent drying operations (rags, still bottoms and paint can residuals) are performing in excess of expectations. Those units that are installed on aerosol can puncturing/depressurization operations are also providing above average collection and destruction of the propellant and various volatile organic emissions. Biofilters are a viable option for applications once overlooked. By providing a lower capital and operation and maintenance cost, being environmentally friendly and providing a sustainable pollution abatement solution, biofilters will provide a viable air pollution control option for the paint and coatings industry. Regulatory officials are being pressured to re-think current and future statutes to incorporate these types of alternative solutions that are energy efficient and create no detrimental byproducts as a trade off for 99%+ emission reductions. Biofilters are currently accomplishing this goal and will continue to advance in additional air pollution control applications where VOC and HAP emission reductions are necessary. The BRI engineered biofilter was initiated by Bill Stewart, Ph.D. We wish to thank him for his input to this article and continuing work.
For more information on biofilters, contact Bio-Reaction Industries LLC., 18500 SW Teton Ave., Tualatin, OR 97062; phone 503/691.2100; fax 503/691.8051; visit www.bioreaction.com; e-mail info@bioreaction.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





