Cure Characteristics of Cardanol-Formaldehyde Novolac Resins in the Presence of Metallic Driers

Most phenolic resins1-4 are prepared by reacting formaldehyde with phenols, which are considered to be toxic and harmful for the environment. Now, with increasing concern for environmental protection and, due to stringent regulations to ensure the same, it has become a must for industry to find eco-friendly substitutes for all harmful materials like phenols and VOCs present in organic coating compositions. The technological developments are, therefore, focused on reducing VOCs from the coatings to meet industrial requirements. To this end, the use of cardanol, obtained from Cashew Nut Shell Liquid (CNSL), as an eco-friendly substitute for phenols is gaining importance due to the decline in supply and price fluctuation in phenolic raw materials. The use of cardanol,5,6 a constituent of CNSL, in place of ordinary phenol in the preparation of novolacs can achieve an important industrial goal. The CNSL, obtained from the cashew tree nuts (Anacardium occidentale), is indigenously available in India. Cardanol is a n-pentadecadienyl phenol, the aliphatic side chain of which usually consists of mixtures of one, two and three double bonds in a linear chain with saturated side chain (5.4%), mono-olefin (48.5%), di-olefin (16.8%) and tri-olefin (29.33%).7 In the synthesis of polymers, the use of cardanol,8-12 which is a natural substitute for ordinary phenols that are considered to be toxic, and the lack of solvent use in the preparation of novolacs, is a step forward in the development of eco-friendly coatings.
In the present work, efforts have been made to synthesize cardanol-formaldehyde novolac resins by reacting cardanol with formaldehyde in varying molar ratios in acidic medium; the curing behavior of the applied films of these resins with metallic octoate type mixed driers was studied in air drying as well as stoving modes of curing.
Experimental
MaterialsCardanol was procured from Satya Cashew Chemicals Ltd., Chennai. Formaldehyde (40% solution) from Qualigens Fine Chemicals, Mumbai, was used for formylation. Succinic acid (S.D. Fine Chem.) was used as a catalyst, and methanol (S.D. Fine Chem) was used to dissolve the catalyst. Metallic mixed driers (procured from local market) were used for curing the applied films. Reagents such as sodium hydroxide (Qualigens Fine Chemicals), sulfuric acid (Qualigens Fine Chemicals), xylene (Qualigens Fine Chemicals) and mineral turpentine oil (MTO) were used for evaluation of chemical resistance properties of the cured films.
Cardanol-Formaldehyde Novolac Resin Synthesis
Cardanol-formaldehyde resins with four different mole ratios i.e., 1:0.6, 1:0.7, 1:0.8 and 1:0.9 of cardanol to formaldehyde were prepared by using succinic acid as a catalyst. Catalyst (1%) based on cardanol was dissolved in a suitable amount of methanol under warm conditions. Cardanol was charged into a 500 mL three-necked flask equipped with a water condenser, ground jointed thermometer pocket and electrical stirrer with suitable heating arrangement. Formaldehyde (40%) solution was added to cardanol through a dropping funnel along with the catalyst. The initial reaction mixture was a pH of 4. The reaction mixture was heated to 120 - 125 °C under constant stirring for four hours. After completion of formaldehyde addition, the reaction mixture was heated for an additional half hour and withdrawn for determining the amount of free formaldehyde to check the completion of the methylolation reaction.13 The pH of the final reaction mixture was 2. The reaction product was cooled and dried completely under vacuum at 60 °C. Resin formulations are given in Table 1.
Resin Characterization
IR-spectra of the prepared resins were obtained using a Spectrum BX FTIR spectrophotometer (Perkin Elmer, USA) in the operating range of 4000–400 cm−1 with respect to percentage transmission versus wave number. Molecular weights of cardanol-formaldehyde novolac resins of different molar ratios and cardanol were determined by gel permeation chromatography (GPC) using a Perkin Elmer Series-200 chromatograph.
Amount of Mixed Drier and Metals
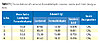
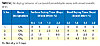
Mixed drier containing cobalt (0.16%), manganese (0.56%) and lead (5.4%) as octoate was used in quantities of 0.5%, 1.0%, 1.5% and 2.0% on the basis of resin solids. The amount (g) of cobalt, manganese and lead in each parentage of metal drier used per 50 gram of resin is presented in Table 2.
Film Application
The prepared cardanol-formaldehyde novolac resins were dissolved in suitable amounts of benzene/methanol (1:1) mixture along with predetermined quantities of mixed drier, and stirred to get a homogeneous mixture of the desired viscosity. The tin panels (size 150×50× 0.3 mm) were cleaned with MTO and detergents and finally with methanol, and dried in an oven at 100 °C for 30 minutes and cooled in a dessicator. Panels were then uniformly coated with the resin solution by using a brush.
Air Drying of Films
Resin coated panels were kept in the open for air drying at room temperature. Air-drying behavior of the resins designated as CN1, CN2, CN3 and CN4 was observed by using various proportions of mixed drier i.e., 0.05%, 1.0%, 1.5% and 2.0% (w/w). Initially, the condition of air-drying films was observed after each hour, and then after every 12 hours and finally after every 24 hours.
Stoving of Films
Four different resins designated as CN1, CN2, CN3 and CN4 coating compositions based on having 1.5% (w/w) of mixed driers were applied by brush on tin panels for curing. These panels were placed in a hot air oven maintained at temperatures of 50, 75, 100, 125, 150 and 180 °C for varying times i.e., 30, 40 and 50 min., and 1, 1.5, 3,5,8 and 12 h.

Results and Discussion
IR Spectral AnalysisIR spectra of cardanol and resins CN1, CN2, CN3 and CN4 are shown in Figures 1 and 2 respectively. A strong peak at 3609-3610 cm-1 indicates free OH groups of cardanol and cardanol-formaldehyde novolac resins. The broad band at 3398 cm-1 is observed due to hydrogen bonding in the phenolic groups. The peak at 3033-3034 cm-1 is due to aromatic C-H stretching and the peak at 2927-2928 cm-1 for aliphatic C-H stretching in the side chain of cardanol as well as CH2 bridging.


Molecular Weight Determination
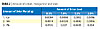
Molecular weight of pure cardanol is theoretically about 300, but by GPC analysis (Table 3), it was found to be 353 due to the presence of some amount of anacardic acid with cardanol.
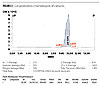

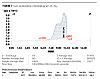
The chromatograms of cardanol and cardanol-formaldehyde novolac resins are presented in Figures 3-7.

Cure Characteristics Determination
The resin films were cured via air drying and by stoving in a hot air oven. The curing reaction of these cardanol-formaldehyde novolac resins was different from the initial reaction of cardanol with formaldehyde. This is not only due to the influence of the meta-substituted long chain, but also because the pH of the methylolated cardanol is reduced from 4 to 2. Therefore, further reaction occurs as an acid catalyzed novolac condensation. A different trend has been observed with meta-substituted phenol where the substitution increases the reactivity at the ortho and para positions. Therefore, the initial formylation of meta-substituted phenol such as cardanol is quite fast. However, the subsequent curing rate is slower than that of the unsubstituted phenol (ordinary phenol).

Air Drying Properties
The air drying behavior of resins designated as CN1, CN2, CN3 and CN4 was observed by using various proportions of octoate metallic mixed drier at 0.05%, 1.0%, 1.5% and 2.0% (w/w).
Curing Properties by Stoving
Curing characteristics of the applied films by stoving in a hot air oven were also influenced by the addition of metallic driers. In the present composition (Table 2, i.e., Pb, Co and Mn) Mn-octoate especially acts as an accelerator of polymerization in baking finishes.16 It is usually more effective than Co. Co and Mn primarily improve the surface drying of the paint films, whereas Pb causes the film to dry through its entire thickness.

The higher molecular weight of the CN3 affects the curing considerably. Therefore, the availability of formaldehyde for the initial methylolation reaction of CN3 is greater in comparison to CN4, CN2 and CN1, indicating the low temperature reactivity of CN3 having the highest molecular weight (970). The higher mole ratio leads to varied degrees of methylolation ranging from single substitution in the ortho position to triple substitution in both ortho and para positions, and the fraction of single substituted cardanol may be the lowest.

Film Property Evaluation
The cardanol-formaldehyde novolac resin-coated tin panels (baked with 1.5% mixed drier) were used for evaluating physical properties and chemical resistance properties of cured films on glass panels, as per standard test methods.Physical Properties
The cured films of resins designated as CN1, CN2, CN3 and CN4 were evaluated for their physical properties, such as adhesion17, flexibility18, hardness19,20, gloss21 and impact.22 The results are tabulated in Table 6.
Adhesion was measured by cross-hatch tape test; all the films showed 100% adhesion as no square was lifted by the cross-hatch test. This was due to the presence of OH groups in the resins. For flexibility, films of all resins passed 1/8-inch mandrel bend test. It can be said that the films had reasonably good flexibility due to the presence of the C15 long side chain in the cardanol. Hardness measurements were for scratch and pencil hardness. As indicated by scratch hardness values, CN3 resin has maximum value i.e., 1400 g and pencil hardness of 4H. The lower hardness of the resins was due to the C15 long side chain of cardanol responsible for introducing softness in the films. Gloss was also excellent. Impact resistance was good, but slightly inferior in CN3 due to its hardness.

Chemical-Resistance Properties
Cured films on glass panels were immersed into different liquids, i.e., distilled water, acid and alkali solutions and solvents to evaluate chemical resistance properties as per standard test methods.23 Chemicals used for the test were normal aqueous solutions of NaOH and H2SO4, distilled water, xylene, methyl ethyl ketone (MEK) and MTO. Film condition was observed after every hour initially, and subsequently after 24, 48 and 96 hours. The films were removed after 24 hours from the solvents and after 96 hours from the acid and alkali solutions and distilled water. These cured films were rinsed with water and kept in the open for 2 hours before observation. Chemical resistance properties of the cured films are noted in Table 7.
The data (Table 7) suggests that the CN1 film was unaffected in distilled water, partially affected in acid and base solutions and slightly more affected in xylene. The CN2 film was slightly affected by acid, alkali and solvents, especially xylene. The CN3 designated resin was unaffected by acidic and basic medium, but slightly affected by xylene. The resin CN4 performed like CN2 for acid, alkali and solvent resistance.
The chemical resistance properties of all resins indicated/confirmed that the resin designated as CN3 was stable under acidic condition because of fewer methylol hydroxyls, while for the alkali solution, the cured film of CN3 showed good resistance properties because of a higher degree of crosslinking. All resins showed good resistance towards the solvents except xylene due to the non-polar nature of the resin structure having the C15 long chain. Chemical resistance properties of cured films enhanced with increasing molecular weight as well as crosslinking among the novolac resins in the order of CN3, CN4, CN2 and CN1.
Conclusion
The molar ratio of cardanol to formaldehyde used for the preparation of resins affected the molecular weight of the prepared cardanol-formaldehyde novolac resins considerably. The highest molecular weight of cardanol-formaldehyde novolac resin that could be achieved was 970 from a molar ratio of cardanol to formaldehyde of 1:0.8. The prepared cardanol-formaldehyde novolac resins with 1.5% mixed octoate metallic drier applied as thin films on metallic panels were curable under both air drying and stoving conditions. Air drying time of these films ranged from 2 to 5 days, in which the resin designated as CN3 was best with the shortest air drying time. On thermal curing, the applied films were curable in varying times at temperatures ranging from 125-180 ºC. However, the optimum curing temperature was 150 ºC at which the films of cardanol-formaldehyde novolac resin of molar ratio 1:0.8 were cured in 30 minutes. Physical properties, such as adhesion and flexibility, were good, but slightly inferior in hardness. Chemical resistance properties of the films of cardanol-formaldehyde resins were also good except resistance to xylene, in particular. It is suggested that the prepared coating compositions can be used in the formulations of primers as protective coatings for metallic substrates.Acknowledgements
Authors wish to express their gratitude to All India Council for Technical Education (AICTE), New Delhi, for the financial assistance provided for running the project entitled “Development of eco-friendly and energy-efficient polymeric coatings for cathodic electrodeposition,” under its TAPTEC scheme (AICTE File No. 8021/RID/NPROJ/TAP-12/2002-03). We also wish to thank Sophisticated Instrumentation Centre for Applied Research and Testing (SICART), Vallabh Vidya Nagar for GPC analysis of the prepared resins, and Satya Cashew Chemicals Ltd., Chennai for providing free samples of Cardanol and CNSL for this work.For more information, contact raju_hbti25@yahoo.com; or pramod.hbti@yahoo.co.in.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




