Development of Novel Toughening Technology for Fusion-Bonded-Epoxy (FBE) Powder Coatings

Fusion-bonded-epoxy (FBE) powder coatings, first developed by 3M Co., are used worldwide where long-term corrosion protection is critical such as on oil, gas and water pipelines. However, the performance requirements for FBEs are challenging because the hard, highly crosslinked coatings are expected to survive demanding pipe manufacturing processes and installation1 conditions as well as field performance at elevated temperatures. It may be possible to improve the performance of FBE coatings for pipeline corrosion protection by increasing the toughness of the coating.2
Many approaches have been used to toughen epoxy systems, often in composite applications, where toughening agents act through various mechanisms to dissipate an applied load.3 Among the toughening agents used are liquid rubbers,4-7 core-shell particles,8-10 glass beads11-13 and thermoplastic modified epoxies14-16 as well as combinations of the above.17
Complications with these products may include significantly increasing the viscosity of formulations containing them, a dependence of the morphology on cure kinetics, the necessity of vigorous mixing to disperse the modifiers or the addition of further additives to prevent particle agglomeration. For example, liquid rubber modifiers, such as carboxy-terminated butadiene acrylo-nitrile (CTBN), are initially miscible with the uncured epoxy resins. They phase separate during curing of the epoxy formulation to typically form spherical inclusions (Figure 1a). The size and shape of the inclusions are dependent on the cure kinetics. Additionally, the glass transition temperature (Tg) of these materials most often decreases because some of the CTBN remains dissolved in the epoxy matrix and acts as a plasticizer.

From previous work by Bates et al.,18 it was established that using small amounts of certain block copoly-mers as epoxy toughening agents may alleviate many of these processing concerns. Using small amounts minimizes the potential for adversely affecting viscosity as well as loss of properties such as Tg. Additionally, in some cases, the block copolymer morphology was found to develop spontaneously upon blending with the uncured resin (Figure 1b). Surprisingly, the morphology was maintained during cure, making the system independent of the cure conditions. Recently, Leibler et al. incorporated ABC triblock copolymers in a cured epoxy and studied the resulting ordered morphologies as part of their efforts to use triblock copolymers to improve impact resistance.17
The present paper discusses the use of a block copolymer to enhance the performance of FBE powder coatings in terms of improved flexibility and impact resistance while still maintaining the ability to provide corrosion protection.
It is important to note that the block
copolymers function by creating second phase morphologies and not by acting as
compatibilizers for various components in the FBE.19-23

Toughening of Fusion-Bonded-Epoxy Powder Coatings
Epoxy resin-based powder coatings have been the standard corrosion protection system for pipelines in the oil, gas and water industry for many years because of their outstanding adhesion, chemical resistance, temperature resistance and corrosion protection. These coatings are factory applied on pipeline segments, then the pipeline segments are transported to the field and welded in place.The welded joints are protected with a special field-applied powder coating process or with other systems such as liquid coatings or shrink-wrap sleeves. These coatings are expected to last between 20 and 30 years without requiring a significant amount of monitoring or repair. To achieve this level of durability, the coatings must be perfectly applied with literally no bare metal exposed to the environment.
However, the coatings may be damaged during transportation or installation, especially when the pipe is installed in remote areas with difficult access or rocky terrain. To overcome this problem, a multi-layer coating system was developed in the mid-eighties, which involved adding a layer of high-density polyethylene (HDPE) or polypropylene over the epoxy coating.

To demonstrate the toughening effect of a block-copolymer in FBE powder coatings, a standard pipe coating formulation was modified as noted in Table 1. These mixtures were pre-ground in a high-intensity mixer for 45 seconds, compounded in a twin screw extruder, cooled and ground to a powder coating of approximately 50 micron average particle size. The powder was applied using a fluidized bed to give a thickness of 350 - 400 microns on 2.5 cm x 0.95 cm x 15.24 cm hot rolled steel bars that had been sand blasted to an anchoring profile of 60 to 100 microns. The steel bars were pre-heated to 250 °C. The coating was post-cured for 2 minutes at 250 °C then the bars were immediately quenched in water until they reached ambient temperature. The bars were tested for flexibility in a four-point bend apparatus commonly used in this field. The bending process was done at sub-zero temperatures over a 10-second period. The number of cracks that formed in the coating was counted after the bars equilibrated at ambient temperature. No cracks indicate that the coating is tougher and, hence, it is unlikely that it fail in the field.
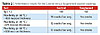

- Amount of toughening agent (%): 2.5; 5.0; and 7.5 weight percentage of the total formulation.
- Filler Volume Concentration (FVC %): 10; 20; and 30.
- DICY Stoichiometric Ratio (%): 45; 60; and 75.

Block Copolymer Toughening Agent Effects Coating Powder Flowability
An important attribute of any coating powder is its ability to flow before it gels. Most thermoplastics or core-shell particles used as toughening agents increase the melt viscosity of the epoxy resin and hence the flowability of the coating powder is reduced, causing adhesion problems due to the poor surface coverage.Pill flow is a laboratory test that provides information on the flowability of the coating before it gels.1 The linear distance of the pill flow was measured and recorded in mm. Samples were run in triplicate.
As shown in Figure 3, the block copolymer toughening agent did not affect the pill flow of the coating powder to a significant extent in the range tested. The lines and markers within the plots show how the predicted value changes when one changes the current value of an individual X (Toughening Agent, FVC and DICY) variable. The 95% confidence interval for the predicted values is shown by a dotted curve surrounding the prediction trace.

Glass Transition Temperature of Powder Coating
Improving the flexibility and impact resistance of FBE powder coating without affecting flowability and the glass transition temperature of the coating appears to be counterintuitive but it is possible by using the block copolymer toughening agent. As shown in Figure 4, the Tg of the powder coating measured on free-films by Dynamic Mechanical Thermal Analysis (DMTA) was only slightly affected by the toughening agent at the concentrations tested. On the other hand, it was highly affected by the curing agent (DICY) stoichiometric ratio.
Impact Resistance of Powder Coating
The impact resistance test was performed according to the CAN/CSA-Z245.20 standard. The impact diameters on the coating from -30 °C down to -55 °C are shown in Figures 5, 6 and 7.The control powder coating with no toughening agent added and 10% FVC showed clear damage, mostly via delamination. A toughened powder coating at 5% by weight of the toughener with the same FVC showed good impact resistance with small impact diameter and no evidence of delamination of the coating from the substrate down to -40 °C.
Figure 8 shows that the block copolymer toughening agent, in combination with high extender content and at an optimum DICY stoichiometric ratio, can significantly improve the impact resistance of the FBE coating (Figure 7). For comparison, the control system with high extender content and no toughening agent was highly brittle and would not be suitable for uses in pipeline corrosion protection.
Other tests like gel time, cathodic disbondment and hot wet adhesion described
in the CSA-Z245.20 standard were conducted and no detrimental effect of the
toughening agent on these properties was detected.

Conclusions
This work clearly demonstrates the ability of the novel block copolymer toughening technology to dramatically enhance the flexibility and impact resistance of FBE coatings without compromising other key properties such as Tg, flowability and corrosion protection. In doing so, this novel technology has broken the conventional Viscosity-Tg-Toughness paradigm, in which toughenability often comes at a large penalty to viscosity and Tg of the cured product.References
1 Kehr, J. A. In Fusion-Bonded Epoxy (FBE): A Foundation for Pipeline Corrosion Protection; NACE, 2003.
2 Pham, H. Q.; Marks, M. J. In Epoxy Resins, Ullmann’s Encylopedia of Industrial Chemistry, Wiley-VCH Verlag GmbH & Co., KGaA, 2006.
3 Yee, A. F.; Pearson, R. A. In Fractography and Failure Mechanisms of Polymers and Composites, Roulin-Moloney, A. C., Ed.; Elsevier Science Publishers: London, 1989, 291-350.
4 Sultan, J. N.; McGarry, F. J. Polym. Eng. & Sci. 1973, 13, 29-34.
5 Pearson, R. A.; Yee, A. F. J. Mat. Sci. 1986, 21, 2462-2474.
6 Pearson, R. A.; Yee, A. F. J. Mat. Sci. 1986, 21, 2475-2488.
7 Pearson, R. A.; Yee, A. F. J. Mat. Sci. 1989, 24, 2571-2580.
8 Sue, H.-J.; Bertram, J. L.; Garcia-Meitin, E. I.; Wilchester, J. W.; Walker, L. L. Coll. Polym. Sci. 1994, 272, 456-466.
9 Lin, K.-F.; Shieh, Y.-D. J. Appl. Polym. Sci. 1998, 70, 2313-2322.
10 Day, R. J.; Lovell, P. A.; Pierre, D. Polymer International 1997, 44, 288-299.
11 Lee, J.; Yee, A. F. Polymer 2000, 41, 8375-8385.
12 Lee, J.; Yee, A. F. Polymer 2000, 41, 8363-8373.
13 Lee, J.; Yee, A. F. Polymer 2001, 42, 577-588.
14 Höfflin, F.; Könczöl, L.; Döll, W.; Morawiec, J.; Mülhaupt, R. J. Appl. Polym. Sci. 2000, 76, 623-634.
15 Könczöl, L.; Döll, W.; Büchholz, U.; Mülhaupt, R. J. Appl. Polym. Sci. 1994, 54, 815-826.
16 Okamatsu, T.; Ochi, M. Polymer 2002, 43, 721-730.
17 Ritzenthaler, S.; Court, F.; David, L.; Girard-Reydet, E.; Leibler, L.; Pascault, J. P. Macromolecules 2002, 35, 6245-6254.
18 Dean, J. M.; Lipic, P. M.; Grubbs, R. B.; Cook, R. F. and Bates, F. S., Journal of Polymer Science: Part B: Polymer Physics, 39, 2996-3010, 2001
19 Kishi, H.; Shi, Y.-B.; Huang, J.; Yee, A. F. J. Mat. Sci. 1997, 32, 761-771.
20 Girard-Reydet, E.; Sautereau, H.; Pascault, J. P. Polymer 1999, 40, 1677-1687.
21 Zhao, F.; Sun, Q.; Fang, D. P.; Yao, K. D. J. Appl. Polym. Sci. 2000, 76, 1683-1690.
22 Ochi, M.; Takemiya, K.; Kiyohara, O.; Takayuki, N. Polymer 1998, 39, 725-731.
Ochi, M.; Mimura, K.; Kiyohara, O.; Tagami, T. Die Angewandte Makromolekulare Chemie 1996, 240, 17-29.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






