Waterborne Binder for Primer Systems
- tolerant mixing ratio;
- extremely long pot life for all types of application techniques (brush, roller, spray);
- very good mechanical properties (impact resistance and adhesion);
- relatively short drying time (dust dry);
- good optical aspect (flow and gloss); and
- cost effectiveness.
These systems, however, require an induction period, a period of time that allows the epoxy and curing agent (binder) to react to some degree before the coating is applied. This increases the compatibility of the binder components and results in improved performance of the coating. The need for an induction period can be reduced or eliminated by modification of the hardener (e.g., adducts).
From a performance point of view, there are few reasons to change this system. The main drivers for new development today are legal or environmental aspects. Solvents are a major contributor to formation of ground-level ozone (“smog”), an air pollutant partially responsible for environmental and health problems.(1) Unfortunately, this 1-type/polyamidoamine system requires a substantial amount of solvent to be applied (approximately 50% v/v for spray application). The EPA, California’s South Coast Air Quality Management District (SCAQMD) and many European countries have established solvent reduction programs forcing formulators and applicators to reduce the amount of VOC in their coatings. Private companies and industry groups have also agreed to reduce their VOC output respectively, and set limits for their product lines by evaluating alternative environmentally friendly technologies such as: waterborne, high-solids, solvent-free and powder coatings.
Everyone agrees that less VOC is better for the environment. However, there are often technical reasons why this seemingly simple goal can be very difficult, if not unlikely, to achieve. This paper presents a low-VOC, waterborne, anticorrosive primer for heavy-duty corrosion protection.
Standard Epoxy Binder for Metal Primers
The standard epoxy system is based on a low-molecular-weight (1-type) solid epoxy resin. It contributes good adhesion and flexibility, good chemical resistance as well as physical (‘lacquer”) drying performance to the coating. It is also compatible with the polyamidoamine chemistry of the hardener.
The traditional polyamidoamine hardener is a highly viscous material that is typically used in solution form, usually in an aromatic solvent. The backbone of this hardener is a dimerized fatty acid reacted with an ethyleneamine, typically triethylenetetramine. This curing agent produces flexible coatings with good adhesion, water resistance and excellent corrosion protection.
A combination of the 1-type resin and polyamidoamine hardener results in solventborne coatings with a pot life of more than 8 hours; more than enough for an average working day. For improved corrosion protection a slight excess of epoxy resin is often used. Due to the solid and highly viscous components, additional solvents have to be used to allow for coating application. For conventional spray application, the solvent content is increased to lower viscosity resulting in a high VOC level in excess of 450 g/L. The high level of solvent required to reach application viscosity greatly improves the flow characteristics, ease of application and lengthens the pot life.
VOC Reduction
It is obvious that reduction of the solvent (VOC) content in such a binder system will result in a coating that would be very difficult, if not impossible, to apply using conventional equipment. Apart from using specialized application equipment designed to apply highly viscous material, the most logical ways to reduce VOC is to use a less viscous resin and/or hardener, use VOC-exempt solvents or use waterborne technology.
High-Solids Systems
The different stages of cure for thermoset systems (dust dry, dry-to-touch, dry-to-handle, etc.) are proportional to the build up in molecular weight through the formation of the polymer network. Traditional 1-type-based systems start this race of solidification at a relatively high molecular weight. Solidification by solvent evaporation depends mainly on the evaporation rate of the solvent. High-molecular-weight polymers lead to high solution viscosity and a high level of solvent is required to achieve application viscosity. Using lower-molecular-weight epoxy resins, such as basic liquid epoxy resin (epoxy equivalent weight of 182-192 g/eq.), reduces the need for high solvent levels at application viscosity. To achieve solidification of the applied film, coatings based on liquid resin require chemical reaction with the hardener component. This chemical reaction generally requires more time than pure solvent evaporation. Therefore, these high-solids systems take longer to reach the dust dry or dry-to-handle stage, especially at lower ambient temperature. Liquid resins also have a much higher epoxy content compared to solid resins, leading to shorter pot life compared to 1-type resin-based systems.
VOC-Exempt Solvents
Reduction of VOC using VOC-exempt solvents is not as simple as it seems, and formulating with them can be challenging. These solvents will usually bring higher costs when compared to traditional solvents. Also, some have very low flash points, which lead to increased shipping costs and safety issues. Differences in solubility, incompatibility with amine hardeners and high evaporation rates are factors critical to performance that must be addressed properly, otherwise poor performance and application properties may occur.(1)
Waterborne Systems
Quite possibly the best way to reduce the VOC level is to eliminate most, if not all, of the solvent by using an inexpensive, non-VOC carrier such as water. Waterborne epoxy emulsions offer the opportunity to use high-molecular-weight solid epoxy resins used in the 1-type/polyamidoamine systems discussed previously, without much concern over viscosity. In these solid resin emulsions the resin is dispersed in water using a surfactant. The surfactant allows the formation of discrete microscopic particles on the order of 1 µm. These particles require some solvent (a VOC) to facilitate coalescence of the particles to form a continuous film.
Waterborne coating formulations can be very sensitive to changes in raw materials and differences in formulations when compared to robust solvent-based systems. Minor changes can cause a significant drop in performance. Therefore optimization of the formulation and choice of raw materials is essential to ensure stable performance of a waterborne coating. A poor choice of waterborne hardener can also lead to poor performance and has led to some skepticism of waterborne epoxy technology for critical applications. Formulators need to be made aware of the technologies and commercial products available to help them optimize formulations and meet the demanding performance criteria that exist today.
Current Requirements
Over the last few years new requirements have been introduced for primer systems. Many of these changes are driven by regulatory requirements and/or economics. Some examples are listed below.
- Improved adhesion to various substrates, especially poorly prepared and difficult substrates such as untreated cold-rolled steel. This lowers the project costs by minimizing surface preparation.
- Cost improvement by reduction of maintenance work and extension of warranty (improved corrosion resistance).
- Faster cure, without sacrificing pot life.
- Improved operator safety by providing hardeners that do not contain corrosive volatile amines. This may reduce the potential for skin and eye irritation, as well as sensitization effects.
- Broadened application window for waterborne systems for applications below 15 °C.
All of these properties are mainly influenced by the technical profile and capabilities of the curing agent. The latest trends also reveal a demand for very low-VOC formulations that offer the same drying profile as solid resin-based coatings.
Waterborne Epoxy Primers
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials
|
| Table 1 Click to enlarge |
Waterborne 2K epoxy primers have been used successfully for more than 15 years in industrial applications. During the last few years, growth in demand for waterborne coating systems has significantly increased due to new American and European legislation regarding the protection of the environment and reduced VOC levels for coatings. For example, SCAQMD instituted a VOC limit of 100g/L for primers effective July 1, 2006.(2)
Initially there were some restrictions for the use of waterborne products in certain applications because of their inability to meet the required performance properties. However, the performance of waterborne systems has improved dramatically over the past few years with the introduction of specialized products for applications on metal surfaces. These developments have drastically reduced the limitations for waterborne products as a replacement for solventborne (and high-solids) systems in anti-corrosive primer applications, with the exception of the physical restrictions of using water. The storage and transportation issue of waterborne products in cold environments is limited to the epoxy resin emulsion as its freeze-thaw stability is typically poor. This issue can be completely avoided by using systems based on basic liquid epoxy resin. However the waterborne curing agent must be able to emulsify the liquid epoxy resin. Optimally, the curing agent will also provide adequate pot life.
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
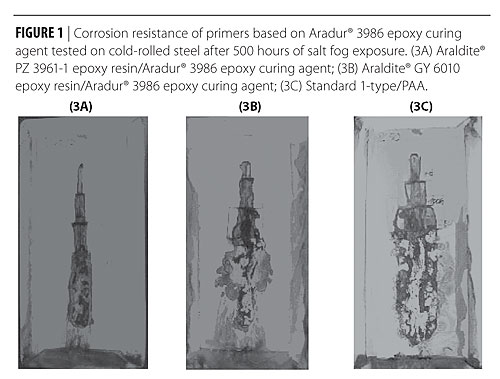
| Figure 1 Click to enlarge |
New Epoxy Binder Technology
In response to the current performance requirements for high-performance VOC-compliant primers, a new waterborne amine curing agent (Aradur® 3986 epoxy curing agent) and a new solid epoxy resin emulsion (Araldite® PZ 3961-1 epoxy resin) were developed. The curing agent Aradur® 3986 epoxy curing agent is a solution of a formulated polyamine adduct at 40% (w/w) solids in water. It is believed that the development of Aradur® 3986 epoxy curing agent is a significant step forward in waterborne epoxy primer technology for the following reasons:
- no volatile amines;
- no solvents;
- long pot life;
- non-critical mixing ratio;
- fast drying, even when using liquid epoxy resins;
- outstanding compatibility with both waterborne epoxy emulsions and liquid epoxy resins; and
- excellent adhesion to difficult substrates, outperforming traditional solventborne solutions.
The newly developed emulsion Araldite® PZ 3961-1 epoxy resin offers the desirable performance of a solid resin without the limitation of a high solvent level. Some of the main features of Araldite® PZ 3961-1 epoxy resin are: relatively low VOC level, approximately 140g/L; fast “lacquer” dry properties; excellent adhesion to difficult substrates; and high flash point.
Araldite® PZ 3961-1 epoxy resin contains a fraction of the VOC level typically present in a standard solvent-based solid epoxy resin, but cannot be used to prepare zero-VOC primers. Zero-VOC primers can be prepared using liquid epoxy resin since the need for coalescing solvents is eliminated. However, as previously mentioned, high-solids and solvent-free systems typically do not possess the fast touch dry capability of solid epoxy resins.
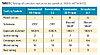
When formulated with liquid epoxy resins (and waterborne emulsions thereof), Aradur® 3986 epoxy curing agent offers the ability to formulate zero-VOC primers and coatings with 3-4 hours of pot life at 23 °C. Furthermore, depending on the solids content of the formulation, they can offer a visible end of the pot life, indicated by an increase in viscosity and ultimately gelation. A key benefit of Aradur® 3986 epoxy curing agent is its ability to offer a fast dry to handle with liquid resins. Table 1 offers a comparison of a similarly formulated primer based on Araldite® PZ 3961-1 epoxy resin and Araldite® GY 6010 epoxy resin. The physical drying (dust-dry) time is about 1 hour longer, but its dry-to-handle time is approximately the same as the coating based on Araldite® PZ 3961-1 epoxy resin.
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
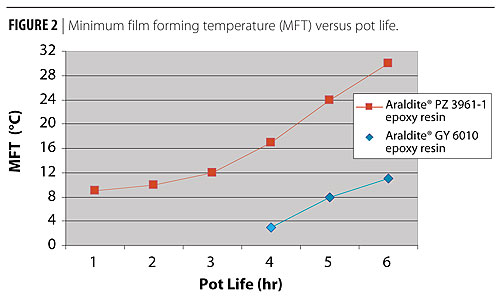
| Figure 2 Click to enlarge |
Excellent adhesion to difficult substrates provides formulators with the tools to formulate surface tolerant primers. To illustrate this feature, cold-rolled steel panels were coated with a basic primer formula based on Aradur® 3986 epoxy curing agent with Araldite® PZ 3961-1 epoxy resin and another with Araldite® GY 6010 epoxy resin using only inert pigment and fillers. A standard solventborne primer based on 1-type solid epoxy resin (SER)/polyamidoamine (PAA) was used as a control. The solventborne formulation contained a zinc phosphate anti-corrosion pigment. All three formulations used 80% curing agent calculated on theoretical stoichiometry, which tends to improve corrosion resistance. As shown in Figure 1, the waterborne primer based on Araldite® GY 6010 epoxy resin provided better corrosion resistance after 500 hours of salt fog exposure (by ASTM B 117) than the solvent-based control.
The lowest amount of creep at the scribe was obtained using Aradur® 3986 epoxy curing agent with Araldite® PZ 3961-1 epoxy resin. It should be pointed out that the purpose of this testing program was to highlight the performance properties of the respective binders, not to optimize the formulation. It is anticipated that the optimization of these formulations using anti-corrosive pigments or corrosion inhibitors and adhesion promoters (i.e., silanes) would result in improved performance.
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
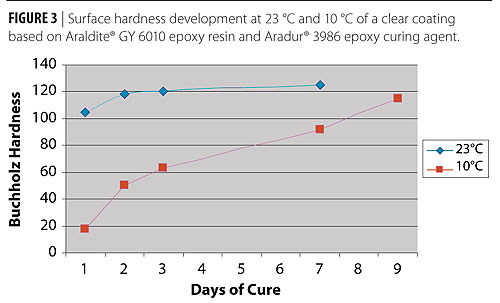
| Figure 3 Click to enlarge |
Performance Under Low Temperature Conditions
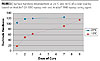
It has been shown that a liquid epoxy resin binder system can approach the dry times of a solid epoxy resin emulsion binder when used with Aradur® 3986 epoxy curing agent. Another positive feature of this combination is the low minimum film forming temperature (MFT), which allows for applications as low as 10 °C without problems. Although the MFT of the Araldite® GY 6010 epoxy resin coating is less than 10 °C, it did not form a continuous film given less than three hours induction time. The results shown in Figure 2 were obtained in non-pigmented lacquers.
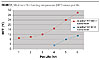
As expected, the surface hardness development at 10 °C was much slower, but achieved about the same level of hardness as the 23 °C cured coatings after an additional cure time of 2 days at 23 °C (Figure 3).
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
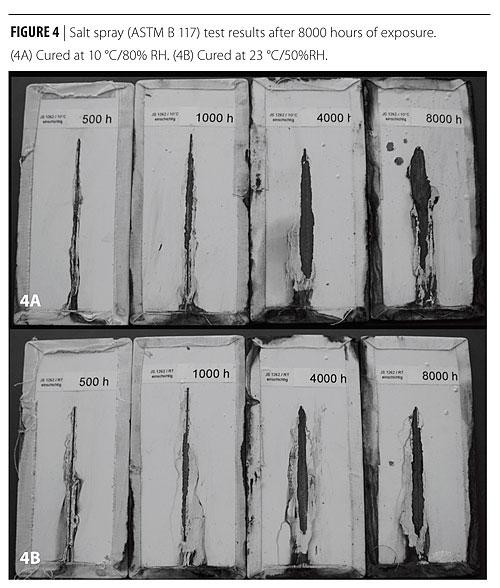
| Figure 4 Click to enlarge |
To verify that an Araldite® GY 6010 epoxy resin/Aradur® 3986 epoxy curing agent-based primer cured at low ambient temperature conditions could still provide a high degree of corrosion resistance, it was applied onto grit-blasted steel panels and cured at 10 °C and 80% relative humidity (RH) and at 23 °C and 50% RH for comparison. To simulate the application process recommended for solid resin dispersion-based coatings, three layers of the primer [3 mil (75 µm) dry film thickness each] were applied within 8 hours (simulating a normal working day) at 23 °C. All panels were then cured at the relevant temperature for 7 days before starting the salt spray test exposure.
After 8,000 hours of salt spray test, no significant differences in the performance level of the coatings could be found, indicating those cured at 10 °C achieved a similar level of corrosion resistance as those cured at 23 °C (Figures 4A and 4B).
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
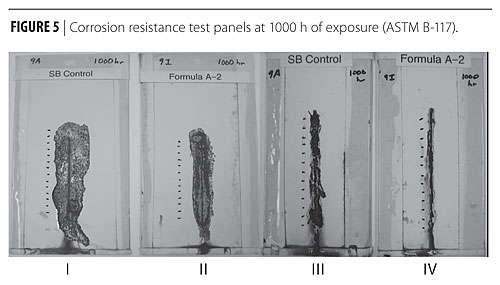
| Figure 5 Click to enlarge |
Low-VOC Waterborne Anticorrosive Primer
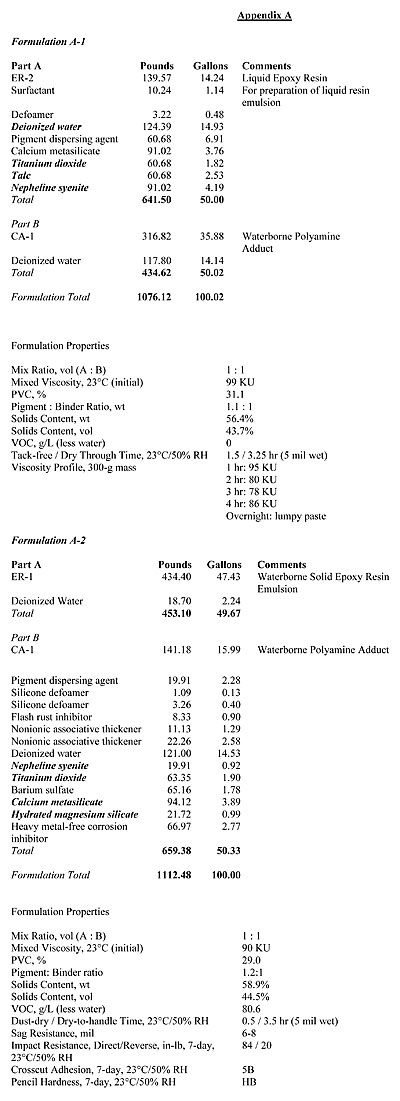
Formulating a low-VOC waterborne anticorrosive primer that could meet the performance standards and application properties of a standard high-VOC 1-type/polyamidoamine system was the driving force behind the development of Aradur® 3986 epoxy curing agent. Ideally, one should be able to formulate a high-performance anti-corrosive primer free from heavy metals and hazardous air pollutants (HAPs). Such a primer should be user-friendly for applicators as well as the environment. It is believed that these objectives were achieved with the development of formulation A-2.
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
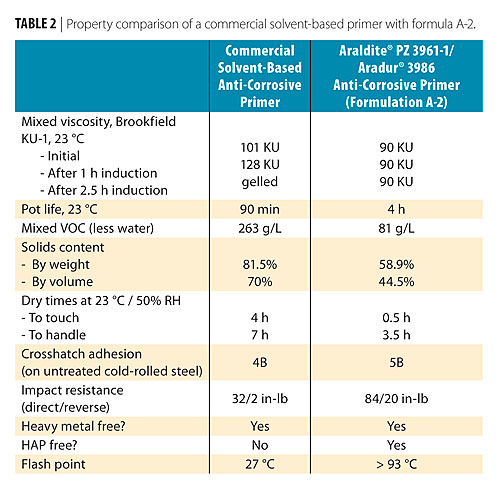
| Table 2 Click to enlarge |
Formulation A-2 was designed to match the main advantages of a solventborne epoxy system for a metal primer: corrosion resistance and protection of difficult and poorly prepared substrates, non-critical mixing ratio, good application properties and rapid cure with long pot life. In addition, the waterborne system was able to address some important limitations of the standard system including high VOC level, high flammability and heavy metal and/or HAP content. Formulation A-2 meets the stringent SCAQMD VOC requirements for industrial maintenance and the demanding performance requirements of anti-corrosive primers.
A comparison of formulation A-2 with a commercial solventborne, surface-tolerant primer based on liquid epoxy resin/polyamidoamine chemistry can be found in Table 2.
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
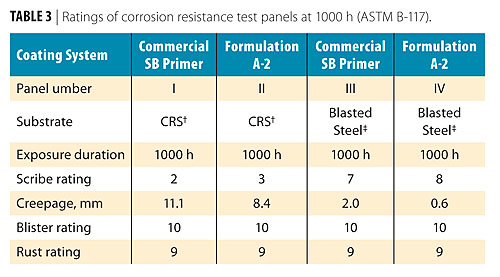
| Table 3 Click to enlarge |
The commercial solventborne primer used here serves to illustrate several points discussed earlier. Some of the performance properties that this commercial primer is designed to achieve are high corrosion resistance, surface tolerance and rapid cure along with a lower VOC. The polyamidoamine curing agent contributes to the high level of corrosion resistance and surface tolerance, but also increases the solvent demand.
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
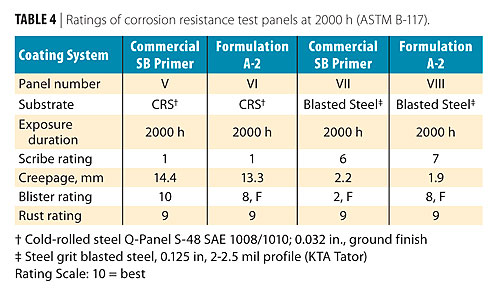
| Table 4 Click to enlarge |
Since it uses liquid epoxy resin, high solids can be reached, but at the expense of longer touch-dry and dry-to-handle time, shorter pot life and lower impact resistance. Adhesion and corrosion protection of a difficult substrate, such as cold-rolled steel, are diminished compared to using a 1-type solid resin.
In addition to its significant advantage in VOC, formulation A-2 also has advantages in pot life, dry times, adhesion to cold-rolled steel and impact resistance. The corrosion protection of A-2 proved to be slightly better than that of the commercial primer on both grit-blasted steel and on cold-rolled steel, a difficult substrate.
|
Credit: Huntsman Advanced Materials |
| Figure 5 Click to enlarge |
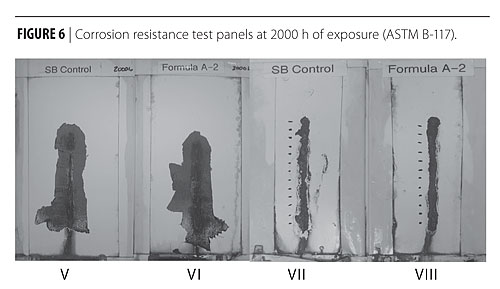
The corrosion resistance test panels of each primer at 1000- and 2000-hours of salt fog exposure are shown in Figures 5 and 6, respectively. The corresponding corrosion resistance ratings are shown in Tables 3 and 4.
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
| Figure 6 Click to enlarge |
After 1000 hours of salt fog exposure, formulation A-2 has shown better corrosion resistance on untreated cold-rolled steel than the solvent-based control, as indicated by scribe rating and creep. This result confirms that A-2 has better adhesion to this relatively smooth substrate than the control, a key property of a primer coating. Formulation A-2 also performs better on grit-blasted steel in terms on scribe rating and creep. Despite its lower film thickness, the A-2 primer has the same blister rating as the control.
The 2000-hour results on cold-rolled steel are very poor for both primers and are only included for comparison purposes. The grit-blasted panels coated with formulation A-2 show a higher rate of attack in the second 1000-hour period of exposure compared to the control; however the scribe rating and creep are still somewhat better. Again, the waterborne primer seems to be slightly more resistant to blistering than the solventborne control, having only a few small blisters; the blisters on the control are much larger in size, but also few in number. These results demonstrate the ability of the Araldite® PZ 3961-1 epoxy resin/Aradur® 3986 epoxy curing agent binder system to provide a high level of corrosion protection without compromising other required performance properties.
Conclusion
 Credit: Huntsman Advanced Materials Credit: Huntsman Advanced Materials |
| Appendix A Click to enlarge |
For decades the standard solvent-based, 1-type, solid epoxy resin/polyamidoamine system has dominated the field of corrosion protection for a variety of reasons including its excellent corrosion resistance and low cost. Unfortunately, the associated high VOC is gradually forcing coating manufacturers to formulate away from this aging technology. Reduction of the VOC level can acceptably be achieved by few methods. Waterborne technology offers the benefit of low VOC and can provide the high performance required today.
A new waterborne epoxy binder system designed to meet the challenges facing the formulators of corrosion-resistant primers has been presented in this paper. A starting-point formulation that has out-performed a commercial solvent-based anti-corrosive primer has also been presented.
Formulators using Aradur® 3986 epoxy curing agent benefit from high-quality corrosion-resistant primers suited for a range of different and very specific applications. The main benefits of Aradur® 3986 epoxy curing agent are its excellent adhesion to difficult substrates (i.e., poorly prepared or untreated steel, cold rolled steel, galvanized steel, aluminum etc.) and its outstanding compatibility with liquid epoxy resin and waterborne emulsions of both liquid and solid resins. Combination with the solid resin emulsion Araldite® PZ 3961-1 epoxy resin helps achieve the best adhesion to the difficult substrates described above.
Using Aradur® 3986 epoxy curing agent, formulators can design primers with very low (even zero) VOC, low sensitization potential and good application properties. Aradur® 3986 epoxy curing agent may be used for industrial anti-corrosion primer applications, as well as heavy-duty primers on blasted substrates - even when used at temperatures as low as 10 °C with 80% relative humidity. Consequently, formulators can benefit from its versatility by using only one pigmented hardener base to cover many different primer applications. This versatility provides the tangible benefits of high performance, improved economics and logistics without the restrictions imposed by current VOC regulations.
Acknowledgement
The author thanks Messrs. Dong Le, Martin Gerlitz and Alwin Krotzek for their hard work, expertise and support of this project.
This paper was presented at The Waterborne Symposium, sponsored by The University of Southern Mississippi School of Polymers and High Performance Materials and The Southern Society for Coatings Technology, 2009, New Orleans, LA.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}