New, Renewable Non-Ionic Surfactants
When talking about Green Chemistry it is always difficult to define what exactly is green. In 1998, Dr. Paul T. Anastas published his 12 Principles of Green Chemistry,(1) and in 2003 the 12 Principles of Green Engineering,(2) which are generally accepted today. Cognis has adopted these internationally recognized principles as a compass for the development of concepts, products and processes, and has taken these principles as the basis to define seven benefit dimensions in line with relevant market demands in order to provide genuine green chemical solutions.
Green and High-Performing Surfactants
In our efforts over the last few years, we have demonstrated that it is possible to develop renewable-based products that offer higher performance levels than their fossil-based counterparts and represent true green alternatives for the industry. Already 50% of the raw materials Cognis uses are renewable, i.e., natural oils and fats and plant extracts. New renewable non-ionics are highly efficient surfactants that offer benefits for the emulsion polymerization process as well as in end-users’ applications. They are readily degradable and do not contain any toxic compounds. They are FDA approved and add to the safety and health protection of workers who have contact with them.
Non-Ionic Surfactants in Emulsion Polymerization
Emulsion polymerization is a radical chain growth reaction of water-insoluble monomers that are emulsified in an aqueous phase. The end product is a high-molecular-weight-polymer or copolymer that consists of billions of submicron micelles dispersed in water and stabilized by surfactants – a so-called “latex.” Latices are mainly used as film-forming substances or binders in coatings and as thickeners or rheology modifiers.
Usually the surfactants used during the polymerization process also provide the final colloidal stability to the latex through electrostatic repulsion between the micelles. Yet, to improve the long-term stability of a latex, non-ionic surfactants are added at the end of the process. Non-ionic surfactants consist of a hydrophobic part and a long-chain hydrophilic part that are linked together in the same molecule. While the hydrophobic extremity of a non-ionic surfactant incorporates into the micelle, the long hydrophilic chain points away from the micelle and provides steric stability against other micelles.
Also when it comes to the application of a latex, surfactants play an important role. Since the application of a latex usually means its destabilization and subsequent formation of a polymeric film or phase, surfactants must be able to allow this coagulation without affecting the properties of the polymer particles. It is even better if the surfactants are designed in such a way as their properties synergistically enhance the properties of the chosen polymer.
 Credit: Cognis GmbH Credit: Cognis GmbH
|
| Figure 1 Click to enlarge |
No Gel
Non-ionic surfactants usually undergo a dilution with water when applied in the emulsion polymerization process. Manufacturers usually provide non-ionic surfactants having a high active matter content in order to reduce transportation costs. Some latex manufacturers tend to cut the active matter content by adding water to the surfactant solution prior to addition of the surfactant to the latex. Others apply the surfactant to their process as it is and take advantage of a dilution effect provided by the water in the latex. In any case, when applied, the concentration of the surfactant in its aqueous environment usually changes significantly.
Plant operators are well aware of the fact that the dilution of surfactants is often accompanied by a formation of liquid-crystal gel phases that occur either in a multitude of solid particles of varying sizes or in the form of a massive block that can even stop the stirrer of the vessel. In either case, gel phases destroy the homogeneity of the latex and usually do not re-dissolve except very slowly. The new class of Cognis non-ionic surfactants is designed to specifically avoid the presence of liquid-crystal gel phases in aqueous surfactant environments over the whole concentration range at 20 °C or above.
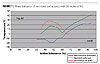
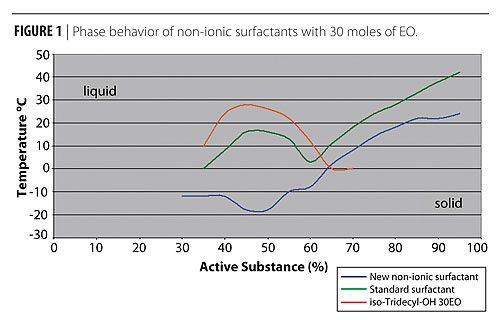
Figure 1 provides phase limits between solid and liquid states of non-ionic surfactants with 30 moles of EO. The new class of non-ionic surfactants is compared to a standard non-ionic surfactant and to iso-tridecyl alcohol with 30 EO. The active substance of each surfactant was diluted with water and thus adjusted to various concentrations in steps of 10%. For each sample the gelation temperature was determined in a freeze/thaw experiment.
As shown in Figure 1, the new non-ionic surfactant with 30 EO, which Cognis will deliver at a concentration of 70% active matter, can easily be diluted with water at temperatures above 10 °C without the appearance of gel phases. In contrast, a standard 30 EO non-ionic will gell at 55% active matter when diluted from 70% at the same temperature. Even more so the iso-tridecyl alcohol 30 EO that forms liquid crystal particles between 60% and 40% active matter at temperatures as high as 30 °C. In the case of the latter products, an addition of a small amount of water can cause severe problems in the production process.
 Credit: Cognis GmbH Credit: Cognis GmbH |
| Figure 2 Click to enlarge |
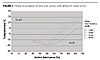
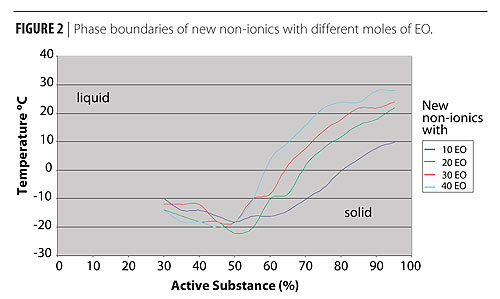
Figure 2 provides the phase boundaries for the new class of non-ionic surfactants with the different degrees of ethoxylation that will be available in the market. Due to the excellent phase behavior of the new class of non-ionic surfactants, plant operators can benefit from process advantages through easier handling by adding non-ionic surfactants much more rapidly to their process without taking the risk of gel formation. They are also more flexible with regard to the temperature at which surfactants are added to the process.
Low Foaming
 Credit: Cognis GmbH Credit: Cognis GmbH |
| Figure 3 Click to enlarge |
Foam formation is a general concern in industrial production. In the emulsion polymerization process foam may occur through agitation throughout the whole process and in particular at the end of the polymerization reaction when unreacted monomers are distilled off the reactor under reduced pressure. The presence of foam can significantly slow down a process, especially when its collapse proceeds very slowly. Cognis’ new class of non-ionic surfactants provide a rapid foam collapse in both the surfactant solution and the finished latex.
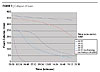
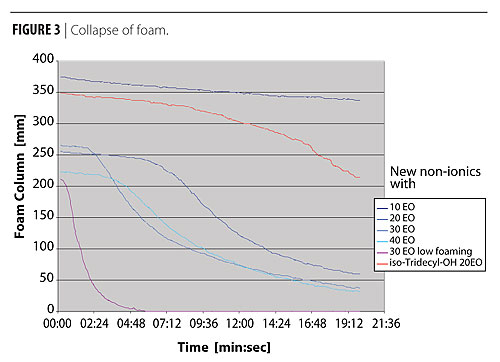
Figure 3 provides the collapse of a foam column versus time of the new class of non-ionics against ethoxylated iso-tridecyl alcohol. The foam column was generated by stirring a 1% solution of the surfactant in de-ionized water at 1100 rpm for 1 minute in a SITA foam tester. The actual height of the foam column was detected by electrodes.
According to Figure 3, those new non-ionics having at least 20 moles of EO build less foam than ethoxylated iso-tridecyl alcohol. In addition, the decay of the foam column is much faster. In particular, the foam of the new non-ionic that was developed to have significantly low foaming properties collapses completely in less than five minutes.
Low Pour Point
Low pour points of raw materials are of importance for production plants that are geographically located in areas with cold winter days. For those plants it is desirable to use raw materials with pour points lower than the ambient temperature during transport and storage since only such material remains liquid and homogeneous and can therefore be used for processing without additional heating or stirring. The new non-ionic surfactants generally provide low pour points with one specially designed product having a pour point of -22 °C.
 Credit: Cognis GmbH Credit: Cognis GmbH |
| Figure 4 Click to enlarge |
Stabilization of Latices
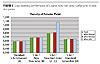
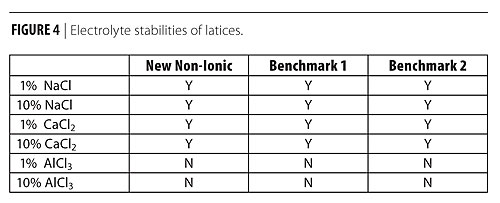
Besides these advantages in easier handling, the new non-ionic surfactants show high performance in micelle and latex stabilization. Figure 4 shows electrolyte stabilities of styrene acrylate latices that were made with an ethoxylated C12/14 fatty alcohol sulfate (30 EO) as anionic surfactant and post-stabilized with a new non-ionic surfactant or a standard surfactant, respectively. The latices were evaluated for their stability against addition of aqueous solutions of electrolytes.
The same latices have been tested for their freeze-thaw stability. Each sample had been cooled five times to -5 °C and re-heated to room temperature. After each cycle the sample was analyzed for its homogeneous aspect. After the fifth cycle, the next series of cycles was started with -10 °C and -15 °C, respectively, as the minimum temperature. The latices that were prepared using the new non-ionic surfactants were able to withstand 5 cycles at -15 °C without losing their homogeneity. These tests, as well as further examinations, underline the suitability and excellent performance of the new non-ionic surfactants as post-stabilizers in the emulsion polymerization process.
Low Foaming Performance in Exterior Paints
 Credit: Cognis GmbH Credit: Cognis GmbH |
| Figure 5 Click to enlarge |
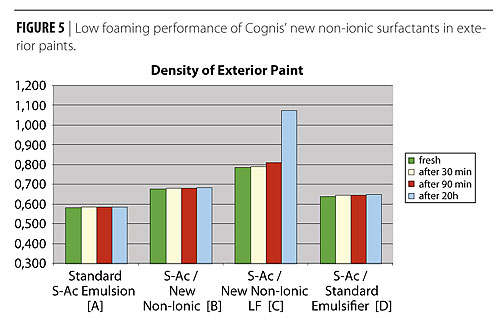
The benefits of the new non-ionic surfactants in easier handling have been pointed out as well as their excellent performance as latex stabilizers. Their low-foaming properties are not limited to the emulsion polymerization process itself, but are also reflected in end-user applications, e.g., in paint for outdoor applications.
A standard pre-mix was made and pigmented with TiO2. Based on this pre-mix, four exterior paints have been prepared by adding four different styrene acrylate polymer emulsions that differed in the non-ionic surfactants used for their preparation. While emulsion (A) was a commercial styrene acrylate emulsion, (B) was prepared using the new non-ionic surfactant with 30 EO units, (C) using the new non-ionic surfactant specially designed for low-foaming properties and (D) using a standard non-ionic surfactant. Air was entrained into the finished paint by stirring for 3 minutes at 3000 rpm with a 40-mm-tooth wheel.
The foaming properties of each paint were determined via density measurement directly after stirring as well as after 30 and 90 minutes and after 20 hours. The higher the density and the faster a high density is reached the better the defoaming properties. Figure 5 shows the significantly higher defoaming properties of the paint that contains the new non-ionic surfactant specially designed for its low foaming properties.
Conclusion
The new non-ionic surfactants developed by Cognis offer convincing easier-handling properties by forming no gel phases, showing low foaming behavior and having low pour points. These benefits are accompanied by an excellent stabilization performance. Their advantageous properties help manufacturers to optimize and speed up their processes and even improve final applications. They are characterized by their high content of renewable green material and thus support the trend for going “green”.
This paper was presented at the American Coatings Conference, Charlotte, NC, 2010.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}