The Use of Aqueous Pre-Dispersed Fumed Silica to Improve Film Formation in Waterborne Coatings
Introduction
Fumed silica, in various grades and modifications, has been used for decades in coatings as thixotropes, anti-settling and anti-sag agents. However, due to the low viscosity of many water-based coatings, they serve as a poor grinding environment, making it difficult to achieve adequate dispersion and sufficient de-aggregation of the traditional powder technology. Without proper dispersion, efficacy is compromised and surface appearance properties suffer. Both of these concerns can be overcome by employing pre-made dispersions in water of fumed silica. Evonik Degussa Corporation offers a wide variety of fumed silica, alumina and titania dispersions.
Lab evaluations have demonstrated that film formation of many acrylic resins can be improved and minimum film formation temperature (MFFT) lowered using these fumed silica dispersions. A study of this phenomenon was conducted in conjunction with the University of Minnesota, to determine the mechanism behind the improvements in film formation seen in these systems using fumed silica dispersion. The data collected in this study suggests the improvement in film formation using fumed silica dispersions is due to the reinforcing characteristics of fumed silica, causing a reduction of cracking that typically takes place during film formation. This paper mainly focuses on the improvements in film formation seen in acrylic resins, using a 20% solids, alkaline, aqueous dispersion, of a 200 m2/g fumed silica. In this paper, this dispersion is generically referred to as PD200/20. Also discussed are multiple performance attributes that can be enhanced by the use of fumed silica dispersions, such as improvement of pigment, filler and matting agent suspension, reduced tack, improved dirt pick-up resistance, and enhanced film strength, without compromising gloss and other appearance attributes.
Improved Film Formation and Lower MFFT2
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation
|
| Figure 1 Click to enlarge |
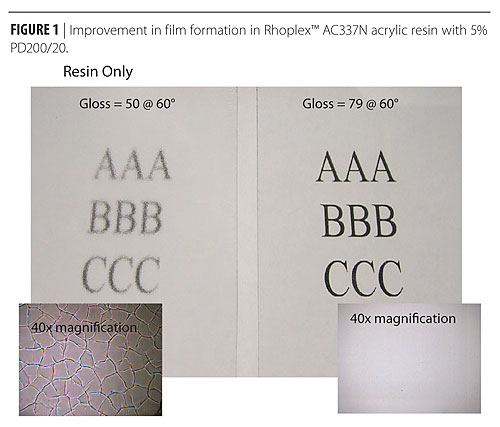
During evaluations of fumed silica dispersions in clear latex resins, an interesting phenomenon was noticed. As expected, the fumed silica dispersion did not reduce gloss when added to these resins, due to achieving the optimum level of de-aggregation in the production of these dispersions. What was unexpected was the dispersion’s improved film formation in these resins, without co-solvents or coalescing aides. In Figure 1 the improvement in film formation is seen with 5% PD200/20 added to the Rhoplex™ AC337N acrylic resin, compared to the resin alone.
Through research done by the University of Minnesota, clear understanding was gained as to the mechanism of how fumed silica dispersions improve film formation. In the majority of acrylic resins tested, pre-dispersed fumed silica improved film formation by reducing the coating’s tendency to crack and lowering MFFT. The cracking in the control film seen in Figure 1 is due to natural stresses that occur in the film during the drying process. The PD200/20 helps prevent this cracking due to the higher modulus of fumed silica, which causes more energy to be required to form a crack, and thereby increases the fracture resistance of the coating. This seems to be the case in softer resins, which don’t have difficulty coalescing, but do not form a clear film at room temperature due to their tendency to crack, without the addition of co-solvent or plasticizer.
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
| Figure 2-3 Click to enlarge |
The study done by the University of Minnesota shows that pre-dispersed fumed silica is active early in the drying process, immediately reducing the film’s natural tendency to crack. Data from this study can be seen in Figures 2-6.
Figures 2 and 3 microscopically show two different resins with PD200/20, versus the resins alone, at various temperatures, on an MFFT bar. In both the AC337N and EI 2000 resin, the films with the PD200/20 show less cracking at each of the temperatures than the resin alone. Even at temperatures as low as 5 °C the PD200/20-containing samples show less frequent cracking and greater crack spacing.
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
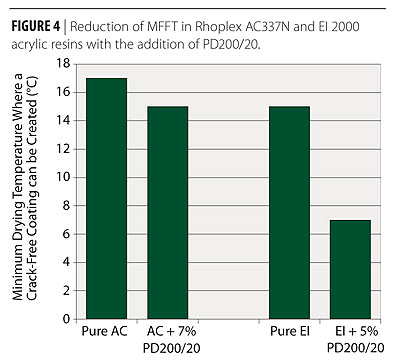
| Figure 4 Click to enlarge |
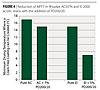
Figure 4 shows the effect of the PD200/20 on the MFFT. In both cases the resins are able to form a complete crack-free film at lower temperatures with PD200/20 than the resin alone, avoiding the need for any co-solvent or plasticizer.
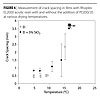
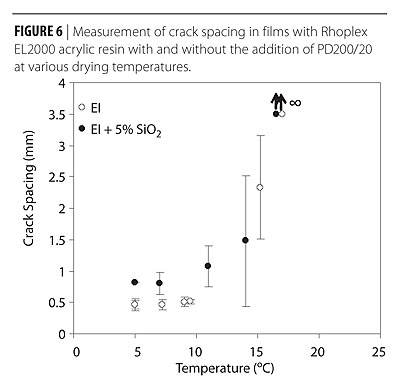
Further indication of fumed silica dispersions reducing cracking tendency in acrylic resins is seen by the increased amount of crack spacing at various temperatures with the presence of the PD200/20. This can be seen in Figures 5 and 6, where crack spacing seen at various temperatures in the AC337N and EL2000 resins alone is compared to the crack spacing in the resins with PD200/20. At all of the temperatures there is more space between cracks in the resins with the PD200/20, indicating less crack frequency.
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
| Figure 5 Click to enlarge |
The data collected by the University of Minnesota suggests that fumed silica dispersions show the most improvement in film formation in acrylic resins that contain soft latex particles. Resins that would contain soft latex would be those with an MFFT of less than 15 °C. These resins would have no problem coalescing at room temperature. Therefore, problems in film formation with these resins would likely be due to crack formation, which the pre-dispersed fumed silica would help to overcome.
Film formation problems in resins containing harder particles, or those with an MFFT of greater than 22 °C, would likely be due to lack of coalescence. Because these fumed silica dispersions do not play a role in helping a film coalesce, they would likely not provide any improvement in film formation alone in these instances. A plasticizer or co-solvent can be used to overcome this cracking, also lowering minimum film forming temperature. However, co-solvents contribute to VOC and plasticizers tend to make films softer and less durable. The PD200/20 is able to overcome this cracking tendency without contribution to VOC, while maintaining or increasing the hardness and durability of a film. Therefore, fumed silica dispersions can serve as a tool to reduce or eliminate the use of plasticizer or co-solvent, resulting in tougher films, or lower-VOC waterborne coatings.
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
| Figure 6 Click to enlarge |
Benefits of Fumed Silica Dispersions in Waterborne Coatings
Physical and Chemical Attributes
Due to its negative charge and acidic nature, standard fumed silica is somewhat limited in its use in waterborne coatings. In pre-dispersed form, fumed silica is available in both acidic and alkaline forms as well as with cationic modification, providing the formulator a much greater range of versatility. There are also several methods to modify the pH based on the needs of the formulator, such as, ammonia, KOH, and NaOH. Various grades of fumed silica dispersions are available with silica ranging in surface area from 90 to 300 m2/g with solid contents from 12 – 40% silica. Also available are dispersions of titania, alumina and mixed oxides. These dispersions are made without solvent or surfactant. Therefore, they have no impact on VOCs and very little likelihood of causing incompatibility when added to a formula.
Finely Dispersed Aggregates
The optimum level of de-aggregation is achieved in the production of fumed silica dispersions, to provide an aggregate size that will not significantly influence viscosity or negatively impact optical properties. Using standard dispersion methods, it would be extremely difficult to achieve this level of de-aggregation using standard powdered fumed silica in waterborne coatings. In most cases when attempting to disperse powdered fumed silica, aggregate size analysis shows a bi-modal distribution is produced with a peak of finely dispersed aggregates and a second peak of much larger aggregated particles. These larger aggregates negatively affect gloss, haze and film clarity.
The obstacle of trying to disperse powder is overcome by using pre-made dispersions of fumed silica. These dispersions are composed of extremely small aggregates, with a d50 of approximately 100 nanometers, well below the optical range. Due to the very small aggregates in the pre-dispersed form, these products typically do not increase viscosity. Therefore, if viscosity build is desired, the standard, traditional powder form of fumed silica is suggested. The important technology advancement of the pre-dispersed fumed silica is they offer a wide range of other enhancements to waterborne coatings without affecting viscosity.
Aqueous Fumed Silica Dispersion as Anti-Settling Agents
Aqueous fumed silica dispersions produce efficient results in eliminating hard settling of pigments and matting agents without significantly affecting the viscosity of the water-based coating. The finely dispersed silica aggregates help pigment, filler and matting agent particles stay dispersed, and keeps them from re-agglomerating and hard packing. Anti-settling behavior was tested in a highly pigmented semi-elastomeric masonry coating, as well as several satin clear wood varnishes, in both acrylic and PUD systems. In all cases, the experimental versions with the addition of the aqueous fumed silica dispersion, showed clear improvements over the control samples.
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
| Figure 7-8 Click to enlarge |
Testing was also done in an acrylic clear satin wood varnish against competitive anti-settling technologies. These technologies included a 52% solids solution of modified urea, and a 15% solids amine salt of a polyamide wax. Use of 0.2% fumed silica in pre-dispersed form (1% dispersion) performed marginally better at room temperature and significantly better than the other technologies, at elevated temperature. Unlike other types of anti-settling technology, the suspension mechanism of the fumed silica dispersions is not based on increasing viscosity. Therefore, they are unaffected by increased temperature. The suspension mechanism is based on the finely dispersed aggregates associating together, creating a net-like structure, which suspends pigment and filler. This net-like structure does not increase viscosity and its stability is not affected by typical heat aging environments and, therefore, offers better heat age stability. This comparison can be seen in Figure 7.
Also, since these dispersions do not function to increase viscosity, another benefit they bring compared to alternate anti-settling technology is improved leveling. This is clearly demonstrated by brushing out coatings with the fumed silica dispersion over black glass panels and comparing the same test with coatings containing other anti-settling technology. Brush marks are left behind in the coatings containing other, non-fumed silica based anti-settling agents, but coatings with the fumed silica dispersions level out completely. An example of this can be seen in Figure 8.
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
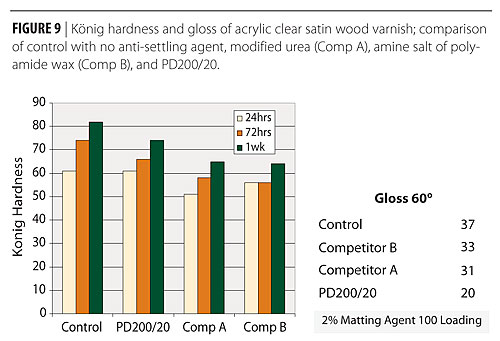
| Figure 9 Click to enlarge |
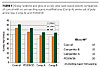
Improved König hardness is also observed with the fumed silica dispersions verses other anti-settling agents. One of the negative aspects of many alternate, non-silica based anti-settling technologies for water-based coatings is their inherent negative effects to film hardness. Hard, inorganic particles such as silica are known to improve scratch resistance and contribute to increased hardness of resin matrices. As a result of effectively keeping the matting agent particles suspended as the film dries, improved matting efficiency is also observed with fumed silica dispersions. The improved König hardness and matting efficiency using PD200/20 vs. the other technologies tested can be seen in Figure 9.
Improved Dirt Pickup Resistance/Reduced Film Tack
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
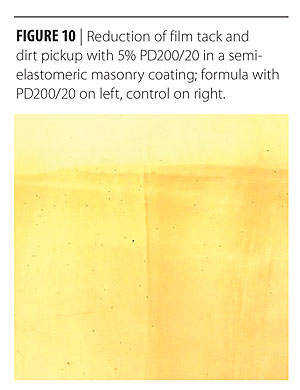
| Figure 10 Click to enlarge |
Fumed silica, while not porous, has notable oil absorption and, when incorporated into highly filled systems, helps to reduce the film tack. This is observed when incorporating both the powder and pre-dispersed forms. Due to its ability to absorb and to fill in small spaces between larger filler and pigment particles, it also helps to make the final coating film less porous, increasing the dirt pick-up resistance. The reduction in dirt pick-up and film tack using pre-dispersed fumed silica can be observed in Figure 10.
Improved Sag Resistance with Aqueous Fumed Silica Dispersions
Another performance attribute positively affected by the PD200/20, independent from viscosity, is sag resistance and vertical stability. To address this behavior, investigations were done using a semi-elastomeric coating. In this system, sag resistance was improved from 30-35 mils in the control, to 40-45 mils in the experimental, using this dispersion at 1% silica solids (5% dispersion). Improved sag behavior is attributed to the interaction of finely dispersed silica aggregates with the pigment particles, when the coating is applied to substrates and then subjected to vertical stress. This vertical stability is achieved once again without a major impact on viscosity. This is demonstrated in Figure 11.
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
| Figure 11 Click to enlarge |
Reduced Film Cracking in Heavily Filled Formulations
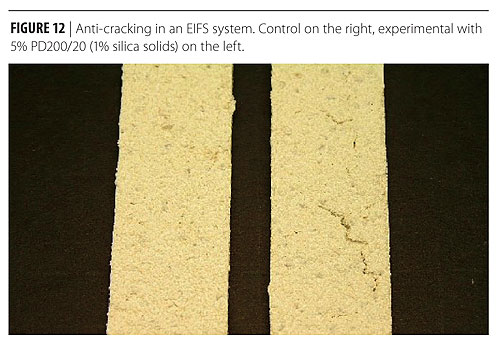
PD200/20 was also tested and found to help prevent cracking in an exterior insulating finishing system. This coating was a mortar-like, heavily sand-filled coating. Bars of this coating were formed using a mold at 1/8th inch thickness for strength testing. Through the drying process, it was observed that the control bars routinely cracked. With the addition of the PD200/20 at 1% silica solids by weight to the formula (5% dispersion), this cracking was no longer observed. The association of the silica aggregates, as introduced by the dispersion, with both the sand particles and the resin, produced an improvement in strength and cohesive forces eliminating the cracking. The reduction in cracking can be seen in Figure 12.
Conclusion
 Credit: Evonik Degussa Corporation Credit: Evonik Degussa Corporation |
| Figure 13 Click to enlarge |
Aqueous fumed silica dispersions are a new form of a well-known, long-standing additive that can improve a variety of performance attributes in waterborne coatings. Its liquid, water-like form overcomes the challenges of using traditional powder versions of fumed silica.
Due to their unique ability to prevent cracking and lower MFFT, aqueous fumed silica dispersions serve as a unique tool for the waterborne coatings formulator. Pre-dispersed fumed silica provides the potential to lower VOCs by improving film formation and the possibility to reduce co-solvent with a number of acrylic resins. They also serve as a potential way to gain enhanced durability of waterborne coatings by helping to replace plasticizers commonly used to improve film formation.
As an anti-settling agent, fumed silica dispersions prove to be efficient and demonstrate advantages of good flow and leveling, improved heat age stability, improved matting efficiency in matted systems, and improved König hardness, compared to other traditional technologies used in water-based coatings. Due to its solvent and surfactant-free nature, it is easy-to-use and very versatile in a wide range of waterborne systems.
Along with these main benefits, further performance enhancements gained by using aqueous fumed silica dispersions in waterborne coatings are the other secondary attributes that can be expected. These include:improved sag resistance;
- reduced cracking in highly filled systems;
- improved film hardness;
- reduced dirt pick-up; and
- reduced film tack.
Fumed silica enjoys a long-standing tradition to improve a wide variety of coatings performance properties in many types of coating technologies. Now, new aqueous dispersions of fumed silica are an innovative and easy to use form, bringing high performance to waterborne coatings.
This paper was presented at The Waterborne Symposium, Advances in Sustainable Coatings Technology, 2010. The symposium is sponsored by The University of Southern Mississippi School of Polymers and High Performance Materials.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}