Applying Principles of Green Chemistry and Engineering to Design Additives
 Credit: Cognis Corporation Credit: Cognis Corporation
|
| Table 1 Click to enlarge image |
Green and High-Performing Additives
In order to best meet the modern paint requirements and growing consumer expectations, technical advancements need to be in sync with the current definition of green chemistry. However, when talking about green chemistry it is always difficult to define what exactly is “green”? In 1998, Dr. Paul T. Anastas published his 12 Principles of Green Chemistry, which are generally accepted today.1 Cognis has adopted these internationally recognized principles along with the 12 Principles of Green Engineering2 as central guidelines for the development of concepts, products and processes. According to the 24 principles of green chemistry and engineering (Table 1), amongst other things, avoiding contamination and waste, making maximum use of renewable raw materials, maximizing efficiency to use less materials, ensuring eventual biodegradability of end products, and minimizing the energy needed to carry out reactions are part of this guideline.
When thinking about green chemistry in architectural coatings it has to be stated that pigments are mainly inorganic, and the definition of renewable raw materials does not fit well here. Resins are extremely diversified due to all different kinds of surfaces, application requirements and performance criteria, and are mainly based on petrochemical resources. But the switch to water-based technology represents the green trend by replacing non-renewable solvents with water and could go further by using renewable building blocks. Additives for water-based paints are already quite advanced with regard to the use of green chemistry. In our efforts over the last few years, we have demonstrated that it is possible to develop renewable-based additives that offer higher performance levels than their fossil-based counterparts and represent true “green” alternatives for the paint industry.
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Table 2 Click to enlarge |
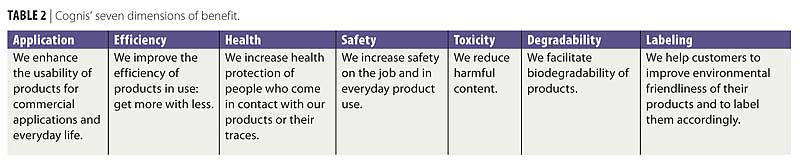
Cognis, with more than 160 years of experience in nature-based chemistry, has combined the latest technological advancement in additive design with an in-depth knowledge of renewable chemistry to create a broad portfolio of green additives. Currently about 50% of raw materials used by Cognis are based on renewable resources. This extensive know-how is captured under “Greenovating” philosophy. Greenovating provides genuine green chemical solutions with real benefits defined according to seven dimensions and in line with relevant market demands. Such an approach provides a clear frame of reference and a guide for checking the sustainability, environmental compatibility and performance dimensions of green products (Table 2).
Green Defoamers Based on Renewable Materials
Most defoamers used in architectural paints are based on mineral oils with high boiling points.3 Mineral oil is non-renewable and contains VOCs. Cognis explored several options to create mineral oil-free defoamers, among which was to use water as a substitute carrier with polymeric defoamer active ingredients. These new formulations offered equal or better performance than standard mineral oil defoamers with lower odor.
Another approach used in Europe was to replace mineral oil with natural oils like soy bean, rape seed, sunflower and rice bran oils. The performance of paints based on latest-generation of latexes with defoamers made from natural oils was then monitored. The results showed that, while being made up of over 95 percent renewable raw materials, these defoamer formulations offered improved defoaming performance and indoor air quality. Tests also showed that using natural-oil-based defoamers had no impact on gloss and yellowing after UV exposure.
Mineral oil defoamers typically have had a VOC content of 2% to 6% by weight, even though they contain 100% active ingredients by composition. Mineral oil technology produces a very effective and economical way to defoam latex paints. For this reason, renewable resources have not been a successful alternative until recently in defoamer technology. New low-VOC mineral oil-based defoamers are being introduced that are as equally effective as the current products. The VOCs of these defoamers have been lowered to ≤ 0.5% by weight. We have also used hyper-branched polymers as a way to boost defoamer efficiency by 50-100%. This approach is simultaneously economical and offers higher performance at much reduced VOC contribution. It also complies with one of the principles of green chemistry: reduced use through higher efficiency.
Natural Oil-Based Coalescents
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Table 3 Click to enlarge |
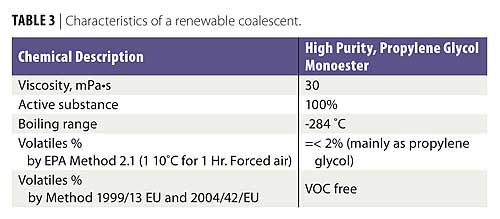
Historically, esters have made ideal coalescents.3 One of the most widely used products is trimethyl pentanediol monoisobutyrate. Coalescents based on renewable sources combine various long-chain acids with either the short-chain alcohol like methanol (the most economical option) or higher-chain alcohols and glycols or even glycol esters. Glycerol as an alcohol is not suitable for this use, as glycerol esters can have a negative impact on the adhesion of the paint film. Very short-chained acids like C-8 are also not suitable as they contain VOCs. Longer-chain esters with a higher molecular weight form softer films and act as plasticizers. New “green” coalescents that are high in efficiency, low in toxicity and improve early hardness development are a step in the right direction for making better paints, especially outdoor paints.
A high-purity version of propylene glycol mono-oleate based on renewable oleic acid was introduced to meet stringent VOC requirements in the consumer coatings market globally.4 Based on customer feedback, a 2nd-generation propylene glycol monoester with C-18 fatty acid mixtures was introduced that has better color and offers an improved value. A third product based on renewable technology is a high-purity version of linear short-chain fatty esters, which is VOC-free based on the European definition but is over 90% VOC by EPA Method 24. This product has been found to be over 30% more efficient than trimethyl pentanediol monoisobutyrate ester (TMB) in many popular types of latexes and offers improved hardness development and dirt pick-up resistance. These renewable-based coalescents are naturally derived, low-odor agents and can be used in all types of decorative paints and result in improved performance and application properties, while helping to achieve compliance with new VOC regulations. These two coalescents are registered in several countries around the world. Key properties of one of these new coalescing agents are summarized in Table 3.
Highly Efficient, VOC-Free Rheology Modifiers
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Figure 1 Click to enlarge |
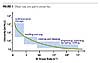
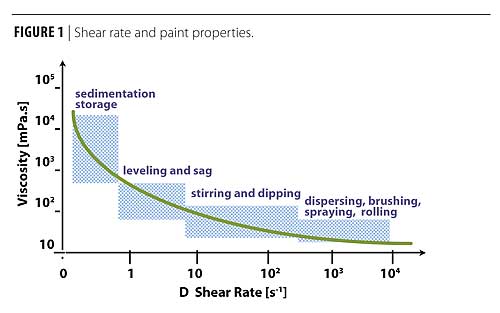
In contrast to defoamers and coalescents, there is only a limited possibility to include renewable raw materials into modern synthetic associative rheology modifiers for aqueous coatings. So far, renewable raw materials are included but are limited by chemistry to the range of 10 – 30% (not including water). The focus of our development and value proposition for rheology modifiers is found in two elements: efficiency and multi-functionality, which is in line with principles of green chemistry. However, an ideal rheology modifier portfolio should offer both efficiency and multi-functionality across the different shear rates in order to provide the best rheological properties (Figure 1).
Hydrophobically modified water-soluble polymers (HM-P) are polymers with hydrophobic groups chemically attached to a hydrophilic polymer backbone.5 They are often referred to as associative polymers or associative thickeners. The first studies on HM-P were made by Strauss and coworkers more than 50 years ago. They are described in a review article.6 The work was done with hydrophobically modified polyelectrolytes. The idea behind the studies was that since soap molecules associate to form micelles in an aqueous solution, then surfactants chemically grafted to a water-soluble polymer would form micelles. That indeed was what they found. In addition they found that the “polysoaps” gave unique solubilizing effects and a surprisingly large increase in viscosity to an aqueous solution. These two effects of HM-P are widely utilized.
The largest application for HM-P is as a rheology modifier in waterborne coatings. Landoll and his coworkers described the first associative thickeners for waterborne paint in the eighties.7-9 They worked with hydrophobically modified (hydroxyethyl) cellulose (HM-HEC), which is a nonionic cellulose ether. Hydrophobically modified ethyl hydroxyethyl cellulose (HM-EHEC), hydrophobically modified ethoxylated urethanes (HEUR), hydrophobically modified polyether (HMPE) and hydrophobically modified polyacrylates (HM-PA) are other examples of associative thickeners that have been developed for paint application. In recent years the architectural paint formulations have gone through several evolutionary changes in order to meet and exceed environmental and VOC regulations. There seem to be three main factors. First, as paint formulations move to lower and eventually VOC-free formulations, rheology modifiers, and in particular associative thickeners, follow the same pattern. Second, as green chemistry gains popularity and use of chemicals such as APEO (Alkyl Phenol Ethoxylates) have been restricted, associative thickeners also need to be APEO free. The third factor is the fact that modern VOC-free architectural paints require highly-efficient associative thickeners, so in a VOC-free paint formulation they would deliver the same results under similar dosage and incorporation levels.
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Figure 2 Click to enlarge |
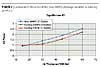
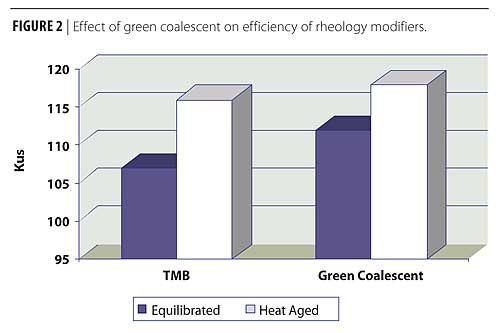
The modern and next-generation associative thickeners from Cognis have added a fourth dimension, which is multi-functionality through incorporation of diluents that would lower the need for other ingredients in the paint. Finally, there are certain synergies between these modern rheology modifiers and other additives that could provide a definite advantage to the end user. For example, several studies6 demonstrated that the use of a green, emission-free coalescent based on C-18 (mixed oleic-stearic) structure from renewable resources offers more efficient rheology modification than TMB, at both high (ICI) and medium (KU) shear rates (Figure 2).
The C-18 (mixed oleic-stearic) structure of green coalescent ensures the latex particles have greater hydrophobicity than is the case with C12-14 fatty alcohol-based polymerization surfactants or TMB, and as a result they associate better with associative thickeners. By using this emission-free green coalescent, rheology modifier usage can typically be reduced by 10 to 15 percent when compared with TMB. All of these are offered in a broad range of viscosity profile versus shear rate. Below we discuss the general characteristics of three classes of modern associative thickeners as high-shear or ICI builders, mid-shear or KU builders, and finally strongly pseudo-plastic associative rheology modifiers.
High-Shear Associative Rheology Modifier
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Figure 3 Click to enlarge |
A new state-of-the-art high-shear associative rheology modifier has been developed with a unique balance of properties. This new offering is based on hydrophobically modified polyether (HMPE) technology. This new rheology modifier with a neat viscosity of 1800-2800 mPa.s and a solids level of 21% is very easy to handle and to incorporate. In addition to being VOC free and APEO free, this new rheology modifier has a high degree of efficiency in building high-shear viscosity but also provides medium-shear viscosity contribution. Therefore, lower incorporation levels are used to achieve the same ICI viscosity target, and reduction in KU-builder is possible, hence resulting in an excellent balance of properties. In an all-acrylic semigloss interior 50 g/L VOC formulation, when this new HMPE rheology modifier was compared against an existing HEUR rheology modifier, 40% higher ICI viscosity was achieved at 10% lower rheology modifier use level. Not only did this result in significant savings in formulation cost, but also in higher scrub resistance properties, better sag resistance at the same flow and leveling rating, and comparable performance properties in all other aspects. Figure 3 demonstrates the efficiency of the new associative rheology modifier, which is based on hydrophobically modified polyether (HMPE) technology versus both an existing (HEUR) as well as an existing (HMPE) rheology modifier in an all-acrylic semigloss interior 50 g/L VOC formulation.
Mid-Shear Associative Rheology Modifier
Just as in the high-shear ICI builders over the course of the last few years, there has been significant progress in the chemistry and the structure of mid-shear associative rheology modifiers or KU builders. This progress has been in both hydrophobically modified ethoxylated urethanes (HEUR) chemistry, as well as hydrophobically modified polyether (HMPE). In general these systems are VOC free, APEO free, odor free and free from heavy metals, with a high level of efficiency. In some prototypes a special built-in foam-suppressing, renewable wetting agent/coalescent is used that lowers the need for other additives in low-VOC paint formulations. Among several significant comparative studies, a couple of the mid-shear associative rheology modifier prototypes in an acrylic system, both in semigloss and flat formulations, demonstrate significant efficiency advantages over existing commercially available low- to mid-shear rheology modifiers, with superior sag resistance and lower KU drop upon colorant addition. In another study in a flat PVA formulation, up to 45% higher KU efficiency was found, with lower KU drop upon colorant addition and better sag resistance after colorant addition, in comparison to existing low- to mid-shear associative rheology modifiers.
Strongly Pseudo-Plastic Rheology Modifier
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Figure 4 Click to enlarge |
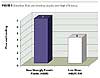
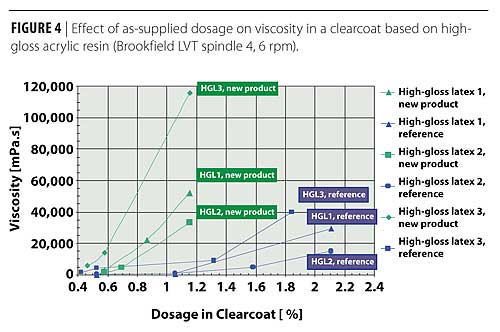
The newly developed hydrophobically modified ethoxylated urethane (HEUR)3 associative rheology modifier provides a strongly pseudo-plastic rheology profile, as is typically achieved from anionic acrylic thickeners or cellulosics. It sets a new standard with regard to efficiency as an associative thickener. To achieve the same viscosity level (e.g., 20,000 mPa.s), only 0.14% of the new product is needed, while with an existing product, more than twice as much active product is required (Figure 4).
Figure 4 clearly demonstrates that the recently developed polyurethane thickener technology is more than twice as efficient as the given reference product. This efficiency benefit can also be found in comparison with several other polyurethane thickeners available in the market.
This new strongly pseudo-plastic rheology modifier is supplied at a viscosity of about 3000 mPa.s and solids of about 30%. As a result, this associative thickener is easy to handle and easy to incorporate.
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Figure 5 Click to enlarge |
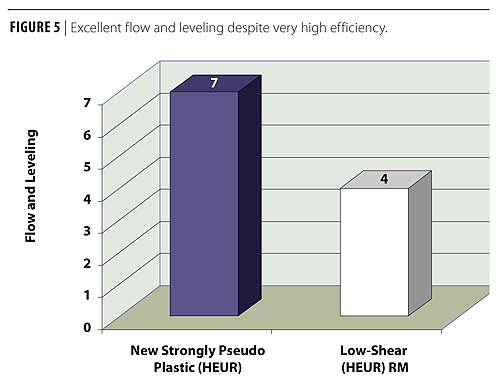
In addition to an exceptionally high level of efficiency and being VOC free, APEO free, odor free and free from heavy metals, this new rheology modifier, in a comparative study against other existing hydrophobically modified ethoxylated urethane (HEUR) associative rheology modifiers, in a semigloss acrylic architectural paint, demonstrated near-perfect flow and leveling (Figure 5) at the same sag resistance and better scrub resistance due to lower usage level. In a separate study, similar advantages were confirmed, in addition to lower KU drop upon colorant addition.
The possibility to use less synthetic thickener in a paint formulation is not only beneficial from an ecological and economical point of view, it also helps to avoid technical problems with water resistance and/or scrub resistance in a given paint formulation. All these green benefits make the new thickener generation the ideal choice for economical and ecological paint formulations.
Renewable Dispersing/Wetting Agents
 Credit: Cognis Corporation Credit: Cognis Corporation |
| Figure 6 Click to enlarge |
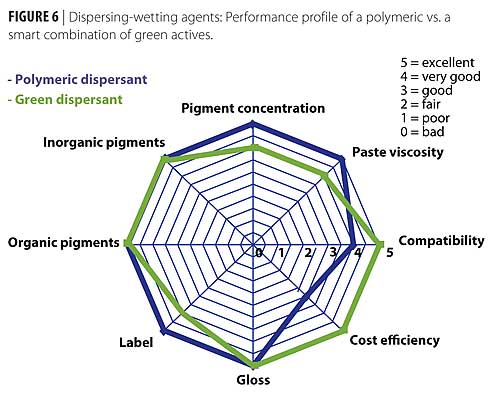
Modern dispersing agents for water-based high-performance or high-gloss paints are usually acrylic or other copolymers. Their polymer design consists of pigment affinic groups that ‘anchor’ on the pigment surface. Ionic groups are responsible for electrostatic stabilization but are minimized so as to not influence the water resistance negatively, and furthermore additional nonionic groups are included for steric stabilization of the dispersions. In our extensive search for ‘green’ alternatives, we have discovered that a blend of actives with the necessary functional moieties was equally effective and more flexible than its polymer counterparts. Pigment anchoring groups are oleo-based and stand for the ‘green’ part of the molecules; steric stabilization is provided by (poly)ethylene oxide and ionic functions in the form of carboxyl, sulfate or phosphate groups. The molecular structure of the individual actives is already oligomeric-polymeric with molecular weights ranging from 500 – 2,500. This flexible principle led to well-performing additive combinations that are suitable alternatives to their petrochemical counterparts (Figure 6). Inorganic pigments are equally dispersed as with polymeric ones, while some organics are slightly weaker. Here the pigment load and paste viscosity are a little less, but compatibility is improved with excellent cost effectiveness.
Conclusion
Superior performance and green chemistry are not in contradiction to each other. On the contrary, the intelligent use of renewable resources can lead us to green and innovative products that create unique offerings for the industry. It is possible to have innovative additive solutions that set new industry standards in the architectural coatings market. Not only renewable-based coalescents that show superior properties compared to their petro-based counterparts, but also defoamers based on renewable materials are a reality today. Highly efficient, VOC-free and multi-functional rheology modifiers enable the formulator to produce green aqueous paints with superior properties. Renewable dispersing-wetting agents are an economical alternative to inflexible polymeric and APEO-based universal dispersants. Accelerated growth for environmentally friendly green coatings is expected, and the cooperation of suppliers and paint manufacturers is essential to achieving the best-performing paints that also carry the most prestigious pro-environmental labelling.
For more information, visit http://cognis.com/company.
This paper was presented at the American Coatings Conference, Charlotte, NC, 2010.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}