Ultrafine Nepheline Syenite as a Durable and Transparent Additive to Accelerate

|
| Figure 1 Click to enlarge |
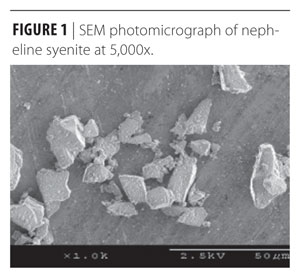
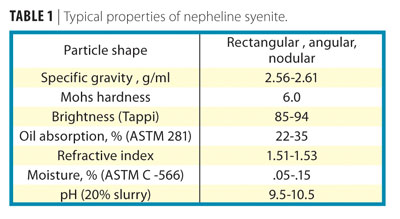
Figure 1 shows the typical particle shapes, while Table 1 lists the typical properties of nepheline syenite. Nepheline syenite is considered a moderate gloss reducer based on its low oil absorption and combination of angular, rectangular and nodular shapes. Mohs hardness on the 1 to 10 scale is about 6. The particles themselves are moderately hard or rigid and possess high compressive strength, providing scratch and abrasion resistance in the polymer matrix. The low oil absorption contributes to the ease of dispersion and low viscosity build.

|
| Table 1 Click to enlarge |
Chemically, commercial nepheline syenite is anhydrous and consists of sodium potassium alumino silicates. The surface chemistry of nepheline syenite is ideal for 100% solids and low-VOC systems. Owning a net negative surface charge or a natural “detergency” in aqueous systems, nepheline syenite accelerates dispersion times with little or no polymeric dispersant requirements, although dispersants aid in suspension and shelf life.
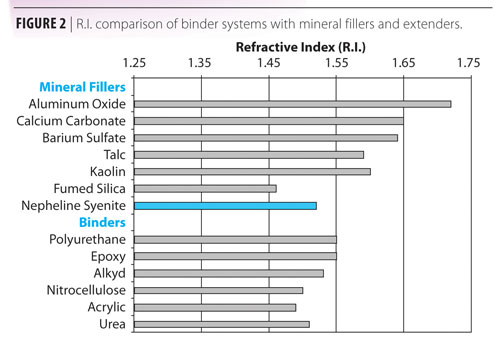
Micronized nepheline syenite is utilized in air dry, baked and radiation-curable clear coating applications for its purity of color, light transmission and refractive index (R.I.) features. The R.I. of nepheline syenite is compared with the R.I. for several resin systems and other more common mineral fillers in Figure 2. The R.I. for nepheline syenite is in the range of 1.50 to 1.53, matching several types of resin systems and monomers used for radiation curing. The nepheline syenite R.I., being a particularly close match with acrylic, urea and urethane monomers and oligomers, provides exceptional clarity when properly wet out and dispersed in the host binder system.

|
| Figure 2 Click to enlarge |
Ultrafine Nepheline Syenite for Enhanced Optical and Physical Performance
|
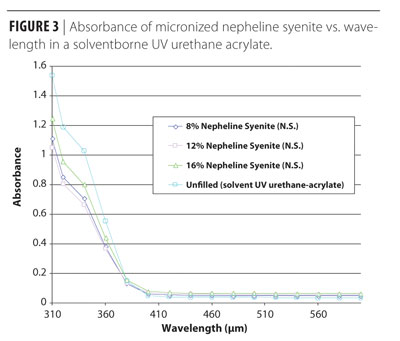
| Figure 3 Click to enlarge |
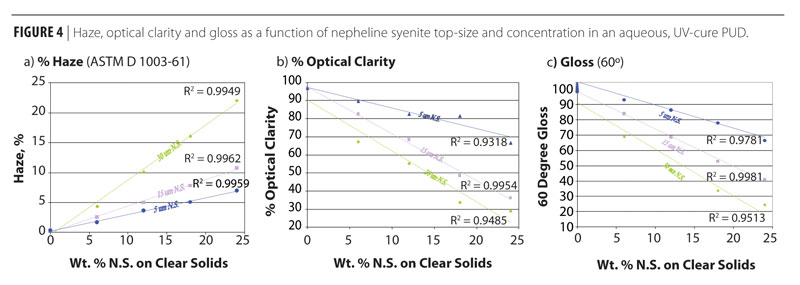
New ultrafine sizes of nepheline syenite have recently been developed that offer superior performance in clear wood and industrial coatings compared to more expensive and lower-clarity alternatives. These engineered particle size distributions of nepheline syenite provide desirable gloss modification, optical, surface hardness, and scratch, abrasion and suspension characteristics in clear UV coating systems.(2) Extensive testing was completed with the ultrafine nepheline syenite in conventional clear solvent, waterborne and commercial UV-cure resin systems. Figure 4 demonstrates the importance that nepheline syenite particle top-size and concentration play with respect to film haze, optical clarity and gloss.

|
| Figure 4 Click to enlarge |
The new, ultrafine, 5 µm top-size nepheline syenite (MINEX 12) has lower haze, higher clarity, and higher gloss as loadings are increased compared to standard 15 µm (MINEX 10) and 30 µm (MINEX 7) top-sizes when formulated neat into a commercial, aqueous, UV-cure PUD system commonly used in wood floor and cabinetry applications.
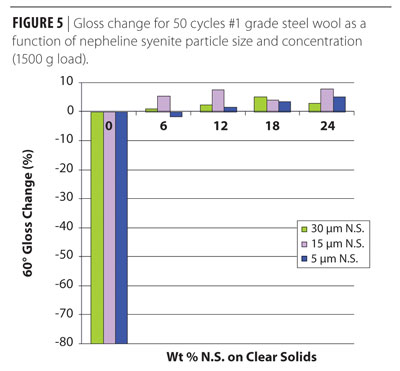
Most often the purpose of adding a hard mineral additive to a clear coating system is to increase physical performance. Figure 5 demonstrates that loading nepheline syenite into a UV-cure PUD provides improved steel wool scratch resistance.
|
| Figure 5 Click to enlarge |
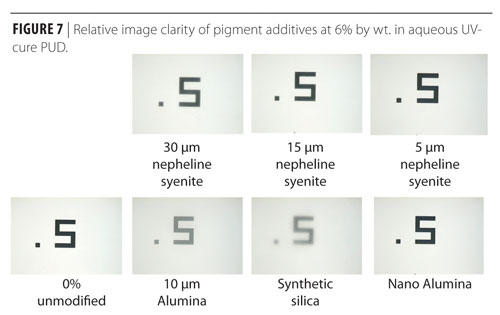
Ultrafine nepheline syenite fillers also compare favorably with other pigment fillers such as synthetic silica (fumed, precipitated or colloidal suspension) and micron- and nano-size alumina pigment types. Figure 7 demonstrates that ultrafine nepheline has high image clarity relative to micron-size alumina (10 µm particle top-size), nano-size alumina and colloidal silica pigments. Five micron nepheline syenite has the best image clarity and approaches the image clarity of the unmodified UV-cure PUD systems.

|
| Figure 6 Click to enlarge |
Figure 8 compares the gloss of the filled and unmodified systems when subjected to Scotchbrite A testing after 10, 25 and 50 cycles. Comparative Scotchbrite scratch resistance confirms hard pigment additives provide improved Scotchbrite A resistance versus the unmodified system, which drops more significantly in gloss. Ultrafine nepheline syenite provides comparable performance with micron and nano-size alumina, or could be blended with alumina to provide systems with even better clarity, higher pigment loading and abrasion resistance.
Ultrafine nepheline syenite is also an effective choice to lower the coefficient of friction (COF). COF is the amount of force required to pull or slide like coatings or films apart, and is a good indicator of the handling properties of finished goods. Figure 9 compares the coefficient of friction for a modified and unmodified UV-cure PUD system. Ultrafine grades of nepheline syenite are the most effective at reducing the COF. Ultrafine nepheline syenite can also reduce the tackiness and improve the handling features prior to cure in UV applications. Improved handling behavior lowers the risk of film damage prior to cure, saving time and money otherwise spent on fixing the defect.

|
| Figure 7 Click to enlarge |
Experimental
During development, laboratory testing and in preliminary customer trials, finer particle size distributions of nepheline syenite appeared to have a favorable impact on the cure rate in radiation cure applications. Systems where ultrafine nepheline syenite was tested with suspected improvements in hardness or cure time were: UV aqueous cure PUD, 100% solids acrylic and UV-cure polyurethane powder coatings.

|
| Figure 8 Click to enlarge |
The UV light transmission properties for nepheline syenite were known to be good. However, the relationship of UV transmission with nepheline syenite particle size had not been investigated in detail in a controlled test matrix. Furthermore, no standard test method existed to study the interaction with light at varying wavelengths when dispersed in a polymer matrix. Also of particular interest was the behavior of finer nepheline syenite in the UVA and UVB regions. Higher transmission in these regions might provide a positive effect in the acceleration of radiation cure times. This would be surprising since it is commonly believed that most hard, durable filler pigments hinder the curing process, acting as either radiation absorbers or reflectors instead of transmitters.
|
| Table 2 Click to enlarge |
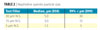
Light Transmission
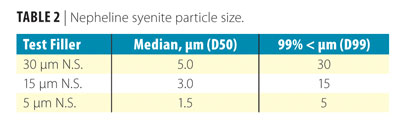
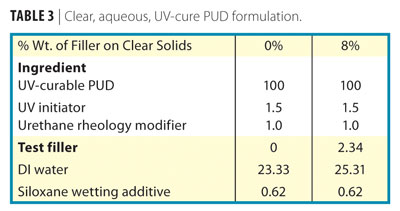
To investigate the light transmission properties of nepheline syenite based on particle size distribution, three distinct particle sizes were chosen. Particle size statistics are found in Table 2. One standard size nepheline grade with a 30 mm particle top-size, an existing ultrafine grade with a 15 mm top-size, and the new ultrafine 5 mm top-size were formulated into an aqueous UV-cure PUD (acrylate functionality) formulation, as provided in Table 3.

|
| Table 3 Click to enlarge |
Test formulations were prepared for the three nepheline syenite sizes at 8% by weight based on clear resin solids. Ultrafine grades were sifted into the mixing vessel pre-charged with resin, UV initiator and the rheology modifier. The filler pigment additive was sifted in slowly and Cowles dispersed using medium speed with good agitation for 20 minutes. Modified and unmodified formulations were applied at three mils over thin, UV-transparent fused quartz disks (25 mm x 500 µm), air dried 10 minutes, forced oven dried for 10 minutes at 49 ºC, and then UV cured in an Edmund ELC-500 UV oven (peak UV, Mercury lamp 365 nm) for nine minutes. Only test specimens that had a film thickness within 3.0 mil ± 0.10 were used. The light transmission was then measured with a Shimadzu Mini 1240 UV/VIS spectrophotometer. Additional fillers were tested using the same procedure.
Cure Rate and Double Bond Conversion vs. Cure Energy
Two methods were used to study the cure rate effect of ultrafine nepheline syenite. The aqueous polyurethane formulation (Table 3) was employed for both methods. The first cure rate method involved measuring the surface hardness development as a function of applied cure energy. The second method considered the amount of double bond conversion as a function of applied cure energy measured by FTIR analysis.(3) For pendulum hardness, the coatings were applied to glass at a 6-mil wet thickness and allowed to air dry for 10 minutes.
The coatings were placed in a forced air oven at 45 °C for 10 minutes. The test panels were then cured with regulated curing energy by turning down the power on an American Ultraviolet Company mini-conveyer, where one pass equals 100 mW/cm2. After each pass, the pendulum hardness was tested and recorded with a Sheen Instruments Persoz pendulum instrument. FTIR double bond analysis was accomplished by applying the coating to a standard polyester transparency (3M CG3300) at a 0.5-mil wet thickness then allowing it air-dry for 15 minutes. Transparencies are fairly thin and have minimal contribution to the FTIR spectra in the range of 802-817cm-1. Small samples were then prepared and cured at increasing time intervals in an Edmund Optics ELC-500 oven. Samples were analyzed on a Nicolet Magna-IR 560. Both ovens used mercury lamps for a peak wavelength of 365 nm.
|
| Figure 10 Click to enlarge |
Results and Discussion
In the radiation curable industry there has been much speculation about the impact that mineral fillers have on radiation-cure applications. It is widely believed that filled systems do not cure as well as unfilled systems. In some instances, whole cure lines are modified to accommodate certain pigment additions, or lamps with longer wavelengths added to provide adequate cure.
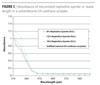
Mineral Filler Transmittance in the UV-Curing Range
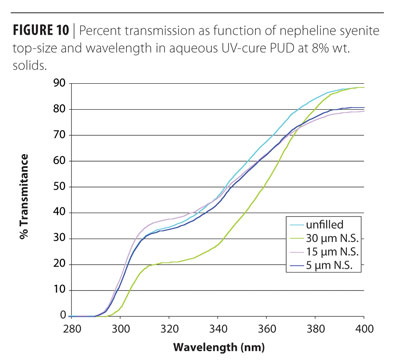
Figure 10 shows the % transmittance results for the 30, 15 and 5 mm nepheline syenite fillers versus the unmodified aqueous, UV-cure PUD formulation. Both the ultrafine 15 and 5 mm grades have similar or greater transmission and with no interference in the UVB (280-320 nm) range. Thirty micron nepheline syenite, with its large particle top-size, does lower the transmission in the UVB range, but starts to recover in the top end of the UVA (320-400 nm) range. The ultrafine 15 and 5 mm fillers provide very little absorption or reflectance over both the UVA and UVB ranges, suggesting they would cure efficiently using typical UV light configurations and photoinitiator types. The higher UV transmittance of ultrafine nepheline syenite also suggests enhanced cure efficiency in radiation-curable coatings is possible.

|
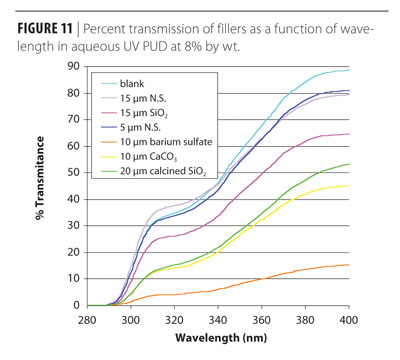
| Figure 11 Click to enlarge |
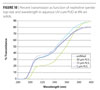
Figure 11 compares the % transmittance of unmodified and modified aqueous UV-cure PUD systems when filled with ultrafine nepheline syenite and several other common mineral filler types. Conventional fillers such as barium sulfate and calcium carbonate reduce the transmission of UV light through the film in both the UVB and UVA curing range. Ultrafine nepheline syenite sizes offer superior transmission properties when compared to these standard filler types. The results suggest that ultrafine nepheline syenite formulations may offer enhanced cure efficiency when compared to the unfilled formulation and when filled with other minerals. Use of ultrafine nepheline syenite as a performance additive in UV-cure applications could also eliminate the need to alter UV-cure equipment and processes.
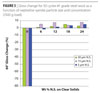
UV-Curing Performance

|
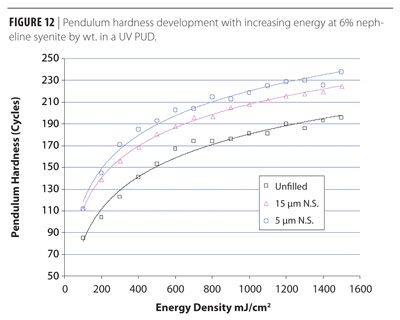
| Figure 12 Click to enlarge |
To verify that the superior light transmission features of ultrafine nepheline syenite lead to enhanced radiation curing, test coatings were prepared with the UV-curable PUD with 15 and 5 µm sizes at 0 and 6% weight on total resin solids. The coatings were then cured one pass on the mini-conveyer and then measured for pendulum hardness. One pass on the mini-conveyor was equal to 100 mW/cm2. Pendulum hardness measures the number of oscillations. Softer coated surfaces deform more easily and thereby absorb more energy, which results in fewer oscillations. Greater pendulum hardness as a function of applied curing energy provides evidence of an accelerated cure rate. The results are shown in Figure 12 and demonstrate that systems filled with ultrafine nepheline syenite develop film hardness at a faster rate than the unmodified system. The 5 µm size is particularly effective for hardness development with less cure energy, suggesting line speeds or production rates could be increased. Energy consumption could also be reduced by as much as 50 percent in systems filled with ultrafine nepheline syenite while providing equal or superior cure.
The same test formulation using 5 µm nepheline syenite was also used to measure the double bond conversions by FTIR after half minute cure intervals in the Edmund Optics ELC-500 oven. FTIR analysis can measure the depletion of carbon-carbon double bonds in the acrylate group. The rate at which double bonds decrease is a measure of the cure rate of the formulation. The conversion of the double bonds was determined by the formula:
Conversion = (Ao – At)
Ao
where A0 is the area of the peak at 802-817 cm-1 before cure. At is the area of the peak at some cure time (t). This formula gives a percentage of the coating cure. Coatings with little or no haze are required for this method. Normally, nine minutes are required to ensure a complete cure.
|
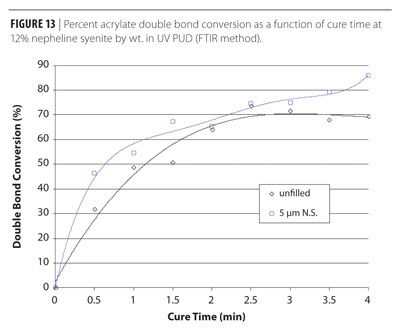
| Figure 13 Click to enlarge |
Figure 13 compares the results for percent double bond conversion versus cure time. Though there is some scatter in the data, the general trend indicates that this method is viable and agrees fairly well with the pendulum hardness findings, namely that ultrafine nepheline can accelerate cure as measured by more rapid acrylate carbon double bond conversion.
Conclusion
Nepheline syenite is a versatile and unique functional filler, offering properties that are useful in a wide variety of clear and opaque coating applications. Newer ultrafine nepheline syenite sizes have refractive index and physical properties that are particularly well suited for use as a performance additive in radiation-curable coatings, inks and adhesives.
It was demonstrated that ultrafine nepheline syenite has exceptionally high light transmittance in organic binder systems commonly used for radiation curing in the critical UVA and UVB wavelengths. Thus, unlike other mineral fillers and pigments, ultrafine nepheline syenite is not expected to “interfere” with the UV-curing process. Experiments with regulated curing energy on both pendulum hardness development and double bond conversion rate suggest that it is possible to improve cure efficiency, allowing faster line speeds and/or reduced energy consumption, when ultrafine nepheline syenite is added to the system.
Future work will be aimed at developing more precise methods to study the rate of double bond conversion with ultrafine grades, testing other engineered nepheline syenite versions, and evaluating performance in additional radiation-curable applications such as 100% solids, overprint ink varnish and adhesives, to determine additional performance benefits and cost saving opportunities.
MINEX® is a registered trademark. All rights reserved.
This paper was presented at the RadTech 2010 Technology Expo and Conference, Baltimore, MD, www.radtech.org.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}