VAE Copolymer Dispersions - A Natural Gas-Derived Alternative to Crude Oil-Derived Binders
The more recent driver affecting VAE copolymer utilization has to do with raw material feedstocks. The “shale gale” created by advanced drilling technologies in the last few years has had a revolutionary effect on domestic natural gas feedstocks and has accordingly helped make VAE copolymers more cost competitive.
The U.S. Energy Information Administration (EIA) Annual Energy Outlook 2011 Early Release Overview, issued Dec. 16, 2010, forecast “about double the shale gas production and over 20% higher total lower-48 natural gas production by 2035 … A higher updated estimate of domestic shale resources supports increased natural gas production at prices below those in last year’s Outlook.” Bottom line: there is a growing disparity between the cost of natural gas and that of crude oil.
Polymer dispersions where the monomers are produced from crude oil are saddled with a fluctuating raw material supply (primarily imported monomers) and volatile, globally driven market prices. In contrast, natural gas-derived VAE copolymers have emerged as the vanguard in coatings technology, with increased supplies and moderating costs extending an already long list of benefits.
A Brief History of VAE Copolymer Technology
The first acrylate systems for coatings were introduced to the market in the mid-1950s. Although innovative, it was a slow start – the cost of key monomers was high because of limited scale.
A few years later, the first commercial vinyl acrylics hit the market. These systems made use of vinyl acetate as a way to mitigate the high cost of the acrylate monomers. Technologies for vinyl acetate/maleate copolymers in coatings were being explored around the same time, but these also carried a high cost. Early fundamental work showed that ethylene was an effective “soft” monomer that could be used in emulsion polymerization with vinyl acetate. The caveat was conventional reactor trains could not be used due to the higher pressures required.
At this point, various companies began research into VAE copolymer dispersion technologies in an effort to leverage the lower raw material cost position. Most notable during this period were DuPont, Air Reduction Co. (Airco) and WACKER in Europe. The primary driver was to prepare lower-cost resins that were suitable alternatives to vinyl maleates and vinyl acrylates.
The first two offerings from Airco were developed for the architectural coatings market. WACKER and DuPont also offered commercial grades, but their primary focus appeared to be in other end-use markets.
Ultimately, acrylate costs were reduced by economics of scale. The higher capital costs necessary for VAE copolymer production did not sufficiently offset the raw material cost differences between vinyl acrylics and vinyl acetate-ethylene. As the cost advantage of VAE copolymers eroded, so did their initial popularity, and the primary uses for VAE copolymer dispersions shifted to other market areas, primarily adhesives.
VAE Copolymer Technology Ideal for VOC Compliance
The market for coatings-grade VAE copolymers remained in a niche mode until the 1990s when environmental drivers began to change what was required of the resin. In 1999, the EPA introduced the Architectural and Industrial Maintenance (AIM) regulations as part of the Clean Air Act Amendments of 1990. AIM governed the amount of VOCs in coatings. The main sources of VOCs in a coating come from the solvents that are used for binder coalescence or freeze/thaw resistance. As these solvents evaporate they react with low-level ozone to create smog. VAE copolymers have an inherently low solvent demand and, therefore, became ideal technology to use as allowable VOC levels were reduced.

|
| Figure 1 Click to enlarge |
While the EPA enacted AIM, various regions throughout the country adopted their own regulations (Figure 1). The toughest VOC standards were enacted by California’s South Coast Air Quality Management District (SCAQMD), which encompasses Los Angeles, Orange, Riverside and San Bernardino counties. Other regional groups – California Air Resources Board (CARB), Lake Area District Consortium (LADCO) and Ozone Transport Commission (OTC) – passed regulations that surpassed AIM’s requirements, but weren’t quite as stringent as SCAQMD.
Regulations have continued to get even more rigorous over time. The EPA is promoting regulations along the line of those followed by CARB, LADCO and OTC. In turn, these three groups are promoting regulations similar to SCAQMD. As the driver for the highest standards in the country, SCAQMD is striving to reach zero VOCs for several coating categories.
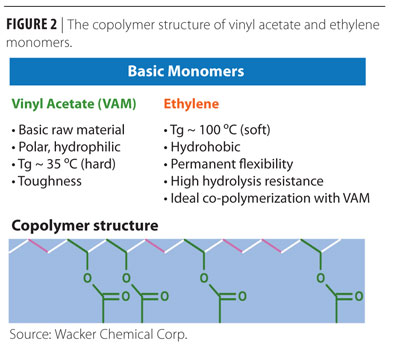
What makes VAE copolymers inherently low-VOC-capable is that ethylene is directly incorporated into the polymer backbone, making it the ideal internal plasticizer for vinyl acetate polymer dispersions (Figure 2). When polymerized with vinyl acetate, ethylene is more efficient than other co-monomers at reducing the glass transition temperature (Tg) and minimum film formation temperature (MFFT), thus more readily reducing the solvent demand of the polymer.

|
| Figure 2 Click to enlarge |
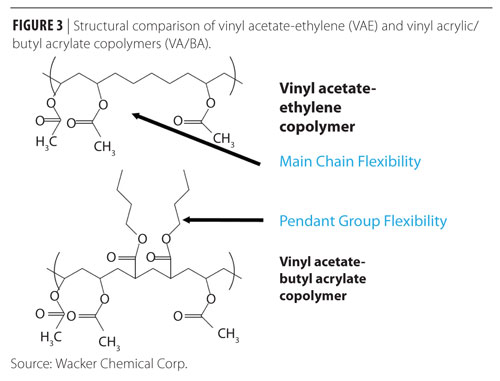
Ethylene (E) reacts more readily with vinyl acetate (VA) than butyl acrylate (BA) does. As a result, VAE copolymers have a more random distribution of monomer throughout the polymer chain. In a typical coatings-grade vinyl acrylic (VA/BA) system, each monomer seeks to react with “itself,” creating a “blockier” copolymer with long chains of both vinyl acetate and butyl acrylate. This makes vinyl acrylics more susceptible to hydrolysis, or “unzipping,” in the presence of an alkaline solution.
In a structural comparison of VAE copolymers to VA/BA copolymers, ethylene is incorporated into the polymer backbone and provides main chain flexibility (Figure 3). This is beneficial for VAE copolymers because the polymer chains are more flexible, making it easier for them to entangle and coalesce. Butyl acrylate is attached to the polymer backbone as a pendant group, which makes the chain less flexible, hindering entanglement and coalescence.

|
| Figure 3 Click to enlarge |
Improving the Performance of Copolymer Dispersions
VAE copolymers exhibit inherently good coalescing properties. That’s one reason these dispersions are becoming the industry standard in low-odor interior paints – minimizing coalescing solvents provides less odor and lower formulated cost. VAE copolymers also offer improved coalescence at low temperatures. This provides better low-temperature touch-up properties, which are critical for the contractor paint market.
Another advantage of VAE copolymers is that they can be designed to exhibit superior scrub resistance in systems with or without coalescing solvents. Moreover, they can provide significant improvements in key coating properties such as low-temperature coalescence and mud cracking, while reducing the overall formulated cost of the paint.
The Growth of Natural Gas Feedstocks
The entire world economy is affected by the ups and downs of carbon-based feedstocks – particularly, the cost and availability of crude oil, natural gas and coal. One key question is, “How much of these resources do we have left?” While nobody knows for sure, expert estimates of feedstock reserves abound. When an estimate changes significantly, it tends to trend downward – maybe there aren’t as many reserves as we thought, or they’re being depleted more quickly.
That’s why the advancement of natural gas extraction technology in the United States has been so revolutionary – forecasts of domestic reserves are being revised upward. So prognosticators who only a couple of years ago predicted the U.S. had about 60 years’ worth of natural gas left are now boosting those numbers by as much as 50%.
Natural gas trapped in shale deposits was long presumed to be unrecoverable (at least, cost-effectively). However, in the last few years, the development of sophisticated techniques opened access to these “unconventional” resources. One innovative technology starts conventionally at the surface, then involves drilling horizontally into shale formations, opening the deposits to release the gas. In another new extraction method called “fracking,” hydraulic pressure is used to inject a sand/water mix into the rock, which creates fractures – essentially, pathways that allow the natural gas to flow.
In light of this increased production, the EIA’s AEO2011 Early Release highlighted key changes to natural gas projections it made in 2010. This year the agency is more than doubling the estimate of U.S. shale gas resources, with the technically recoverable unproved shale gas resource at 827 trillion cubic feet, 474 trillion cubic feet larger than in the AEO2010 reference case.
Further, the AEO2011 reference case predicts U.S. consumption of natural gas will rise 16%, from 22.7 trillion cubic feet in 2009 to 26.5 trillion cubic feet in 2035. (That’s up 1.6 trillion cubic feet from the estimated 24.9 trillion cubic feet in the 2010 reference case.)
U.S. crude oil production also is projected to increase, but only through the end of the decade, with 5.4 million barrels per day in 2009 rising to 6.1 million barrels per day in 2019. From there, production levels are projected to decline slightly through 2035.
The Impact on Natural Gas Prices

|
| Figure 4 Click to enlarge |
The EIA also is making adjustments to reflect the changing relationship between oil and natural gas prices. The presumption is that increased availability will support lower prices, making it likely that the price disparity between the two commodities will remain wide. In the AEO2011 Early Release, the price of natural gas is consistently lower than it was in AEO2010. Projections through 2022 show the annual average natural gas wellhead price remaining under $5 per thousand cubic feet. The extended forecast is for natural gas wellhead prices (in 2009 dollars) to reach $6.53 per thousand cubic feet in 2035, compared to the EIA’s estimate of $8.19 in the 2010 Outlook.
Historically, the ratio of oil to natural gas costs has averaged approximately 6-7 and was based almost exclusively on their respective fuel values. In the past five years, the ratio has seen a steady uptick. In particular, cost disparities vs. fuel value have jumped in the last two years. In November 2010, a barrel of crude oil was approximately $84, while natural gas was only $4 per thousand cubic feet. That’s a cost ratio of 21, three times the “normal” fuel value ratio (Figure 4). Future projections support ratios greater than 2-3 times the fuel value.
Benefits in Application and Industry
Within the U.S. paint industry, architectural coatings make up the largest segment. As a whole, the industry shipped approximately 680 million gallons of architectural coatings, with a value of $8.6 billion in 2008, according to the U.S. Census Bureau. VAE copolymer dispersions are ideal to use for architectural coatings with reduced environmental impact. With a variety of benefits including low solvent demand and the ability to be low formaldehyde, low VOC, and developed without the use of APEO (alkylphenol ethoxylate)-containing raw materials, newer VAE copolymers are well suited to meet even the strictest environmental regulations.
Characterized by high rotation freedom, low spatial hindrance, high backbone flexibility and stable structure, VAE copolymers also provide a certain degree of water resistance and a desirable degree of resistance to acids and alkalis. The molecular chains of these copolymers are capable of maintaining stable properties in dilute acid and alkali conditions by adjusting the polymer structure’s copolymer component – for example, the ratio of vinyl acetate, ethylene or special functional monomers – to develop high-performance copolymer dispersions.
Moreover, VAE copolymer dispersions are able to fulfill higher application and performance demands and reduce the amount of additives needed in a formulation. Technological advances are addressing ecological and sustainability issues of vinyl acetate and ethylene monomers. Low-VOC-capable water-based VAE copolymer dispersions are being produced with raw materials that do not contain APEO, yet offer full performance and added cost benefits.
Today’s natural gas-based VAE copolymers have been developed for a variety of applications to meet specific end uses. Customized solutions take into consideration the different circumstances and needs of each customer, in the coatings industry. Newer VAE copolymer dispersions, such as the latest additions to Wacker Chemical’s VINNAPAS® product line, are allowing formulators to incorporate new or lower-cost raw materials.
The Future of Natural Gas-Derived VAE Copolymers
After an inauspicious introduction more than a half-century ago, vinyl acetate-ethylene technology finally appears poised to go mainstream in the coatings market. The benefits of copolymers produced through dispersion polymerization of hard monomer vinyl acetate and soft, hydrophobic monomer ethylene have long been recognized. Until relatively recently, the costs of VAE copolymer dispersions were often too high to be widely utilized in the coatings market.
Crude oil-derived acrylic-containing dispersions require the use of increasingly more expensive monomers. In contrast, VAE copolymer dispersions use natural gas-derived feedstocks. As a result, the current price disparity between oil and natural gas has helped VAE copolymers in the marketplace.
The real game-changer allowing this advantage to be sustainable in the U.S. is the revolutionary advancement in natural gas recovery technologies that have come into use in just the last few years. Horizontal drilling and hydraulic fracturing of shale deposits have opened up unconventional gas resources and exponentially increased the estimates of long-term domestic reserves.
For the architectural coatings industry, this means natural gas-derived VAE copolymer dispersions are virtually certain to play a bigger role in the future. With global oil demand increasing at a significantly higher rate than natural gas, VAE copolymers should remain at a relatively lower, favorable cost point. VAE copolymer production capacity is stable and likely to expand.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



{kind=link}
{kind=link}
{kind=link}
{kind=link}