Additive Improves Over-Print Varnish Coatings for Graphic Arts
This article discusses the three types of OPVs and emphasizes the use of cellulose esters as additives to improve flow and leveling, and in many cases adhesion.
Editors Note
This is the eighth in a series of articles regarding the ‘Nuts and Bolts’ of formulating. It is intended to help formulators new to the industry, those who have changed jobs within the industry or simply as a refresher.
Over-print coatings, more commonly referred to as over-print varnishes (OPVs) are thin, protective films typically applied over a printed substrate at the printing press. OPVs are applied on a wide variety of packaging materials, such as cardboard, paper and plastic films, and also on magazines, advertisements and book covers. In addition to protecting attractive and complex graphics against wear, OPVs also provide gloss, and in some cases, color. In addition to these visual attributes, OPVs are also needed for practical properties such as slip and coating weight. Slip is an especially important feature as it determines how bags can be stacked and how well candy bars can move through a vending machine.
OPVs are made using three distinctly different chemistries: waterborne (WB), solventborne (SB) and radiation-curable (RC) systems. The choice of chemistry for a given application depends to a large degree on the substrate and the final market. For example, for cardboard (packaging), 55% of OPVs are RC systems, followed by WB at 43% and SB at just 2%. For paper (magazines and packaging) these numbers are almost reversed with 62% WB, 36% RC and 2% SB.
The 2010 market for OPVs is estimated to exceed 36 million gallons, valued at over $400M. From a substrate perspective, this market is dominated by paper and cardboard with 85%, followed by films and foils. With respect to the chemical makeup of the OPVs, the volumes used are 20% RC, 75% WB and 5% SB. Because RC OPVs demand higher prices, in dollar terms the market share estimates are 42% RC, 52% WB and 6% SB.
All three types of OPVs will be discussed, but the emphasis will be on the use of cellulose esters as additives to improve flow and leveling, and in many cases adhesion. A cellulose ester-like material, called Solus™ 2100, provides much lower viscosities than traditional cellulose esters, and is very soluble in nearly all UV systems. In addition, Eastman’s cellulosics are based up to 60% on cellulose, nature’s most abundant and renewable resource.
Waterborne OPVs
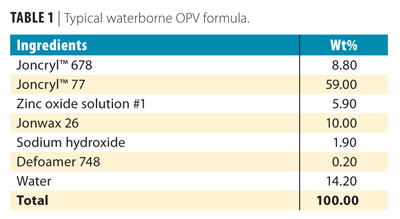
The majority of WB OPVs are based on styrene-acrylic copolymers. A typical formula is shown in Table 1.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company
|
| Table 1 Click to enlarge |
Styrene acrylics form hard films with good adhesion for paper and cardboard. The addition of zinc ammonium carbonate solution is designed to improve heat resistance and film hardness. Fine-particle-size polyethylene emulsion wax is used for mar, early block and water resistance. Alcohols and glycols are often used as well. During production and sometimes during application, foam, both macro and micro foam, can cause issues, and a wide variety of surfactants and defoamers are available to reduce or eliminate that problem.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Table 2 Click to enlarge |
Solventborne OPVs
Although the market for SB OPVs is small and declining, the 2010 markets still consumed over 2 million gallons, valued at over $24M. The most common resin is nitrocellulose, but cellulose acetate propionate (CAP), vinyl chloride copolymers, polyamides, alkyds and acrylics are also used for SB OPVs. Active solvents for these systems include ketones, esters, alcohols, and aromatic hydrocarbons; the latter are used as latent solvents and diluents. Plasticizers and other additives are used to provide flexibility. True thermoplastic lacquers, as well as some crosslinking two-component thermoset OPVs involving melamines catalyzed by p-toluenesulfonic acid, are used.
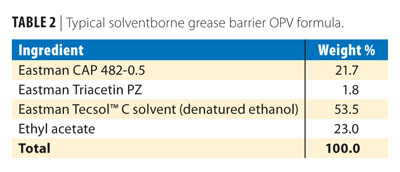
A typical SB grease barrier OPV is shown in Table 2. The CAP 482-0.5 has a very high glass transition temperature of 142 ºC, which will allow it to dry very fast and provide a hard film. Triacetin may be added to increase flexibility.
Radiation-Curable OPVs
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Figure 1 Click to enlarge |
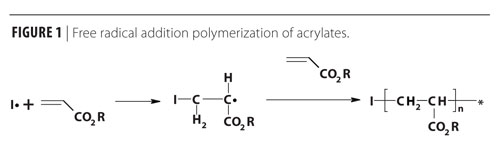
Nearly all RC OPVs are based on the free radical addition polymerization of acrylates (see Figure 1).
The crosslinked film is formed from low-viscosity monomers and high-viscosity oligomers.
Monomers, also referred to as reactive diluents, function as solvents in these 100% solids coatings (Table 3). They typically have one to four reactive acrylate groups, which is referred to as their functionality; each additional acrylate will increase crosslink density.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Table 4 Click to enlarge |
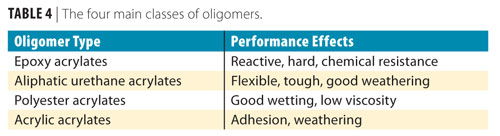
Radiation-curable pre-polymers, called oligomers, provide the coating properties. Due to their larger molecular weight they increase the speed with which the crosslinked network is built. There are four main classes based on the underlying chemistry, as shown in Table 4.
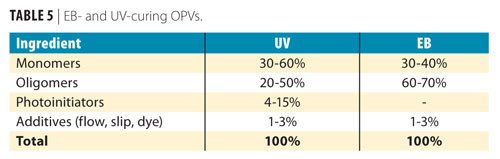
RC OPVs can be divided into two categories based on the method of free radical initiation: electron beam (EB) and ultraviolet (UV) curing systems (Table 5). The EB systems do not require photoinitiators.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Table 5 Click to enlarge |
Additives play an important role in the performance of the OPV, affecting application characteristics as well as final film properties. Good flow and leveling is needed to create a smooth, defect-free OPV that truly showcases the graphical content and special effects beneath the varnish. Acrylics, cellulose esters, silicones and waxes have been used to improve slip, adhesion, reduce and equilibrate surface tension, modify the rheology, and improve flow and leveling. Many of these additives are offered in their acrylated forms, which polymerize to resist migration.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Table 6 Click to enlarge |
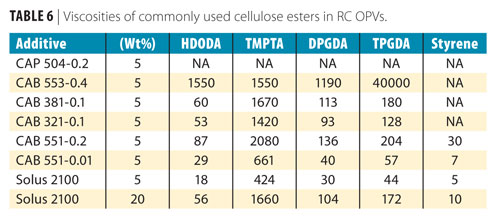
Cellulose esters have been used in a wide variety of SB and RC coatings. In UV their intermediate surface tension (30-40 dynes/cm) allows for coating and re-coating. Their rheological and film-formation properties allow them to improve the integrity of curtain coatings (reducing or eliminating hole formation) and resistance to ‘orange peel’. In high-speed roll application, cellulose esters can be employed to reduce spattering. Because cellulose esters do not contain double bonds, they do not participate in the polymerization. This, in turn, reduces shrinkage, thereby improving adhesion but without significantly reducing film properties.
One issue that can arise is their contribution to the coating viscosity, even at the 1-2% use level. Eastman’s Solus 2100 provides similar benefits as its conventional cellulose esters, but at a greatly reduced viscosity. Cellulose esters or Solus 2100 are best introduced into a coating as a solution in a monomer. Table 6 shows viscosities of commonly used cellulose esters in selected monomers.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Table 7 Click to enlarge |
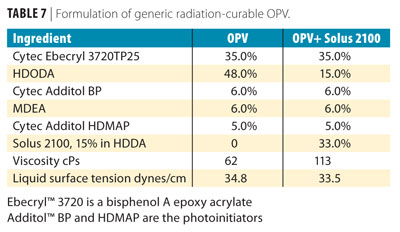
To demonstrate the effect of wetting, and flow and leveling in an OPV, the behavior of Solus 2100 was examined in a generic RC OPV formula, and with Solus 2100 performance additive (OPV+), as shown in Table 7.
To test the flow and leveling of the OPV, a 4 mil Bird bar was used for a drawdown on a thermoplastic polypropylene (TPO, 27 dynes/cm) automotive panel, which has a low surface tension and has difficulty with wetting and adherence. When the OPV was applied to the TPO substrate it almost immediately started to draw in, and the integrity of the film was gone, as can be seen in Figure 2. Adhesion on the TPO is zero; after curing, the film remaining fell off the panel.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Figure 2 Click to enlarge |
Figure 3 shows the OPV modified with 5% Solus 2100. Once applied, the film does not change, and the film integrity is preserved. The film did not fall off the panel, and adhesion improved to around 40%, measured using a cross-hatch test.
Conclusion
Radiation-curable over-print vanishes continue to gain market share, with new monomers and oligomers being introduced constantly. The use of additives to modify slip, adhesion, rheology, and flow and leveling is critical to optimize performance. Cellulose esters are a unique class of polymers that perform the role of several additives at once, improving adhesion and providing a rheology that allows application even on very difficult substrates, and in addition are based up to 60% on cellulose, nature’s most abundant and renewable resource. Solus 2100 provides these benefits at significantly reduced viscosities compared with traditional cellulose esters.
 Courtesy of Eastman Chemical Company Courtesy of Eastman Chemical Company |
| Figure 3 Click to enlarge |
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}