Controlling Pretreatment Costs and Quality
Many automated coating lines use multistage washers with several interrelated spray or immersion stages to prepare a metal surface prior to the application of a paint or powder coating. These spray washers consume water, chemicals, gas and electricity. Good maintenance can help to minimize the most obvious costs and keep the machine running properly. Beyond good chemical and mechanical maintenance, several new and unique enhancements and process methods are available that can improve quality and reduce costs.
High-quality, high-performance coating systems, such as powder coating and high-solids liquid paint, have been used for many years to increase the commercial or consumer value of various metal components. To obtain the highest value from these coating systems, a high-quality pretreatment system must be used. For metallic surfaces, the most common pretreatment method is a spray washer.
High-performance pretreatment systems usually consist of the following interrelated steps: cleaning, rinsing, treatment, rinsing and post-treating (sealing), followed by drying and powder coating.
Cleaning
A cleaning operation associated with the pretreatment process is the preparation of a metallic surface for the subsequent surface treatment steps. Primarily, this means removing the soils and contaminants that will affect the surface chemical reactions of the treatment stages. These surface contaminants consist of a combination of organic and inorganic materials from the manufacturing of the substrate or the production of the component being coated.
These undesirable materials build up and begin to deteriorate the cleaning solution, which then requires frequent disposal. Recently there have been several technologies used to improve the performance and decrease the costs of the cleaning step of the pretreatment process.
There are several techniques that can be used for controlling the solution and continuously removing soils. By removing soils continuously, it may be possible to reduce the overall cost of the cleaning process.

Getting the grease out
Oil can be removed by oil skimmers, oil separators, ultrafiltration or a bioremediation process.
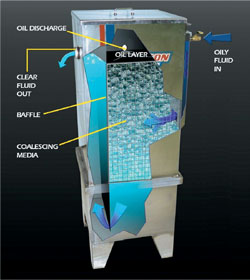
Oil skimmers. A simple oil skimmer uses a blade or belt that rotates through the solution and collects oils on its surface. The blade then runs across the edge of a piece of steel that scrapes off the oil and runs it into a scrap receptacle for disposal. Blades and belts are inexpensive, but they are not very effective for removing a significant volume of oil.
The only operating adjustments required are the initial adjustment of the skim level and pump rate for flow adjustment. Aside from the pump, there are no moving parts in the coalescing oil separator.
The maintenance requirement is limited to removing and cleaning the coalescing media and removing accumulated sediment from the settling area. The frequency required depends on the amount of product and the type of oil being processed.
These units are designed to improve the operating efficiency of process cleaner baths, not to treat waste. The effectiveness of the coalescing media may diminish over time due to the buildup of contaminants on the media surfaces. The coalescing oil separator is usually limited to water-insoluble oils and contaminants.
Ultrafiltration. In ultrafiltration, the cleaning solution containing the cleaning chemistry and the soils and contaminants are passed through a membrane filter to remove the soils and other contaminants. The filtered cleaning solution is then returned to the cleaning process, thus extending the time between recharging and potentially decreasing the cleaning costs.
There are several issues to consider when using this technique. Many of the membranes used may not be chemically or thermally resistant to the cleaning solution. The type of soils to be removed should be matched to the type of membrane used because the removal efficiency can be affected by the molecular weight and molecular structure of the soils.
The ultrafiltration filter will also remove the surfactants from the cleaning solution. These removed surfactants have to be replenished or the cleaning effectiveness can significantly suffer.
There is a high initial capital cost associated with this type of filtration process. The cost for membrane replacement can be high but is not usually significant unless a bag filter is not used as a prefilter or the ultrafilter is not of good quality. As with the oil separators, the discharge from the filtration process has to be appropriately discarded.
Prior to installing a system using this technique, a detailed investigation of both the capital costs and the operating costs should be conducted to ensure that all the potential cost savings are realized.
The bioremediation process consists of a near-neutral pH, low-temperature composition that contains a blend of surfactants and microbes. With this system, the surfactants remove and emulsify the oils, and the microbes slowly “digest” the oils, soils and greases. A system reactor tank controls the pH, oxygenates the solution and delivers micronutrients to maintain the specialized microbes.
Another benefit of this process is that formulated cleaners are able to emulsify a high percentage of oils. Therefore, if the process is used ahead of a cleaner stage, there can be improved cleaning and longer bath life due to this emulsifying characteristic. If this process is followed by a rinse stage, the emulsified oils are more easily rinsed off. This technology is limited to oils, greases and soils that can undergo bioremediation and are emulsifiable.
A buildup of solids in the solution can also reduce the life of the cleaner bath. To keep the volume of solids in the cleaner tank to a minimum, a bag filter can be used. Bag filters can be installed in the discharge line coming from the solution-circulating pump, or they can be installed with a separate circulating pump. The circulating pump pulls the solution out, passes it through the filter to remove the solids and returns it to the tank.
Solids will settle on the floor in the form of sludge. The outlet to the bag filter may not have sufficient force to pull from the entire tank floor. The most effective way to remove solids from the tank is to use a separate circulating pump and a flushing arrangement. In this arrangement, a series of pipes is located near the floor of the tank with a series of nozzles, or eductors, mounted along their length. Solids are flushed along the floor of the tank towards the outlet by the rows of eductors. This provides more complete removal of solids from the tank.
Simplifying the process
It is possible that the complexity of the entire pretreatment process can be significantly reduced with some treatment options. The use of dried-in-place (DIP) technologies to prepare substrates has made the processes less complex from both a chemical and equipment standpoint, while maintaining quality. These new systems can decrease the capital needed to construct a new system and reduce the total overall operating costs of any existing system. Table 1 shows the progression of these new technologies.These new processes are now commercially proven over a wide range of substrates and coating systems. For existing operations, current post-treatment or conversion coating tanks can be used in a recirculated method, but the tanks must be constructed of stainless steel. This means that only a small capital investment must be made to utilize this type of product. When using the recirculation method, chemical components from the previous cleaner and rinse stages, as well as components from the metal itself, may build up in the chemical process solution and cause the process solution to be dumped frequently.
To fully realize the benefits of dried-in-place technology, it can be applied with a misting system that may require a more extensive equipment modification. The DIP technology is misted on in a controlled amount and in a very uniform manner, providing enough to completely wet out the entire surface. The excess is allowed to runoff and drain. The parts are then dried before the paint is applied. This is an ideal application of the DIP technology, and the same approach would be used in new installations. These processes have shown excellent performance with steel and aluminum. Examples of the results from commercial lines are displayed in Table 2.
The benefits of the DIP processes can easily be seen for a new installation because of the decrease in equipment requirements. For existing operations, the benefits are immense. The new systems operate at a lower processing temperature than the conventional processes, significantly reducing energy costs. The elimination of the need to generate large quantities of DI/RO water can save from $9,000 to more than $36,000 for a typical conventional pretreatment process operating one shift.2 The reduced equipment maintenance is a less easily quantified benefit, but can amount to an annual cost savings similar to the DI/RO savings mentioned above.
The environmental impact of these new technologies is less than that of conventional processes in several major areas. One, the waste from the generation of the DI/RO water is eliminated. Two, there is no sludge generated during the process. And three, the boiling out, or deep cleaning, of the conversion coating process stage is not required.
While the exact mechanism of the DIP technology is not completely known, the current theory is that the polar organic moiety of this technology chelates with the inorganic ions of the conversion coating. The less-polar portion of this type of material is then free to bond and interact with the paint coating to produce excellent performance results. In the newer DIP technology, suitable for application directly to cleaned-only surfaces, the polar organic moiety of this type of technology has been modified to react directly with clean metal surfaces.
In situations where welded, conventional or laser parts are being prepared for painting, it may be necessary to include a pickle stage and rinse stage in the process ahead of a DIP application. This acidic step would assure that a completely cleaned surface goes into the DIP application. This type of weld-scale removal step would also have to be added to a conventional conversion coating process to assure good performance in any typical painting operation.
Conclusions
While there are many opportunities for cost reductions in pretreatment systems, care must be taken to assure that the total impact to a process is well understood and that a “real” cost savings is being achieved. In some cases, the large capital costs for certain equipment can have a relatively short payback time. With other operations, the installation of the same equipment may not be justified due to reduced cost savings. In other cases, minor, low-cost process or equipment changes can result in significant cost reductions. Whatever path is taken to achieve cost savings, the entire operation must be taken into account.References
G. D. Kent, “Cost Reductions in Pretreatment SystemsTheory & Practice.” Powder Coating 2002, Indianapolis, IN, September 23-26, 2002.
G. D. Kent, “New Pretreatment TechnologiesThe Magic has Just Begun.” Coatings 2001, September 2002, Orlando, Florida.
G. D. Kent, “Environmental Compliance Drives New Technologies for Powder Painting Process.” Powder Coating Conference, Indianapolis, IN., September 26-28, 2000.
G. D. Kent, “The Future of PretreatmentBack to the Basics.” Coatings 99, September 21-23, 1999.
M. Petschel, R. Hart, Kirk-Othmer Encyclopedia Of Chem. Tech., 4th Edition, Vol. 16, 436-446 (1999).
W. Fristad and M. Boulos, “New Trends in Pretreatment for Powder Coatings,” Powder Coating 1998, Indianapolis, IN., Sept. 22-24, 1998.
R. Miller, M. Petschel, R. Hart, Metal Finishing, 13-16 (July 1994).
R. Talbert, Powder Coating, Chemical Coaters Association, 4th Edition, 2000.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






