Measure Color and Gloss At the Same Time
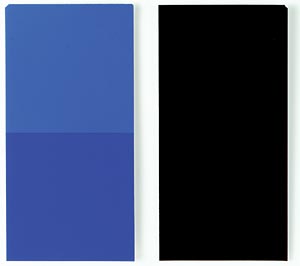
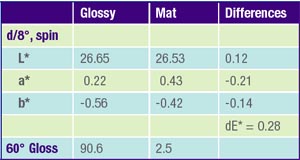
Figure 1 shows a black and a blue paint drawdown with the same pigmentation, but different degrees of gloss. It is obvious that the side with the higher degree of gloss is visually perceived as darker and more saturated than the mat side. For this reason, it is very important to measure both surface effects separately. Otherwise, the visible difference may be interpreted as a difference in color, although the real reason is a difference in gloss. For the manufacturer, the changes necessary to adjust the color are different from a gloss correction. The hue (color) is influenced mainly by the type or amount of pigmentation. Gloss is dependent on the degree of pigment dispersion, additives used, and application techniques.

Color and Gloss Measuring Instruments
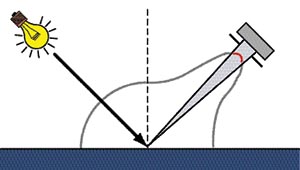
How can both effects be measured? On the first surface, part of the incident light is directly reflected following the reflection law: angle of incidence = angle of reflection (Figure 2). The directly reflected light is responsible for the image forming quality of the surface, i.e., how glossy and brilliant a surface appears. The other part of the light penetrates the coating and is absorbed or diffusely scattered by the pigments within the mass of the material. This scattered light exits the coating and is uniformly scattered in all directions. The diffused component causes the color impression. Up to now, two instruments were required to measure color and gloss. In order to measure only color without any influence from the first surface reflection, color-measuring instruments with sphere geometry are being used. The sample surface is diffusely illuminated by means of a white-coated integrating sphere. Baffles within the sphere prevent the incoming light from directly illuminating the sample surface.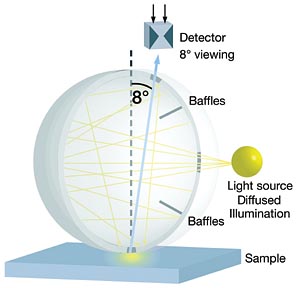
In order to completely describe and analyze visual mismatches, color and gloss need to be objectively measured. Today's modern technologies allow for both measuring systems in one instrument. The spectro-guide gloss from BYK-Gardner simultaneously measures color and 60° gloss according to international standards. This cuts the time for measurement and evaluation in half and optimizes process control.
Color and Gloss Measurement For Weathering Studies
The combined color and gloss measurement plays an important role in weathering studies for the development of new paint systems or for the evaluation of replacements of raw materials in existing formulations. External influences like UV light, temperature and humidity can cause the raw materials to degrade. This can lead to changes in color, loss of gloss, cracking, flaking, chalking, and other surface defects. Weathering tests are either carried out outside under natural conditions or in the laboratory using accelerated weathering tests.
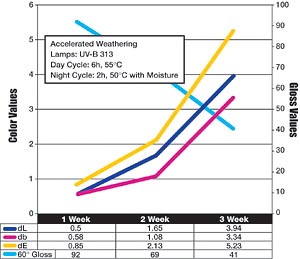
Changes in color and gloss are determined by regularly comparing the weathered samples to the original standard. The total color difference dE* is usually evaluated. Acceptable changes depend greatly on the hue. Brilliant colors tolerate greater deviations than dark and achromatic colors. In order to obtain additional information about the yellowing of the hue, often the db* is documented. The b* value represents the yellow/blue amount, i.e. the greater the deviation on the b* value, the more the paint yellowed. In case of light colors the dirt pick-up is rated in addition. For this purpose, the change in lightness (L* value) is recorded. Figure 5 shows the results of an extreme accelerated weathering test with an alkyd resin. It is obvious that the 60° gloss value rapidly decreases and the color deviations dE*, dL*, and db* substantially increase.

Analyzing, Optimizing the Process
Besides raw materials, process parameters in the paint production influence the appearance of the end product. Color, for example, greatly depends on the film thickness. Most of the products are pretreated and get darker thereafter. In case the film thickness is too low, the substrate will show through and influence the color. Furthermore, heat-curing systems (e.g., acrylic, polyester, epoxy or alkyd resins) are greatly influenced by the baking process: a chemical reaction between the raw materials occurs. Only the right curing process guarantees an optimally cross-linked paint system with the desired properties. If the temperatures are too high, there will be a yellowing or a change in the hue, because the pigments are only stable up to a certain temperature. The degree of gloss is greatly influenced on the cross-linking: not enough or too much. Over-curing will reduce the gloss and the surface will appear mat (Figure 6).
To assess product appearance, color and gloss measurements are needed. By knowing both values, the appropriate production changes can be made to maintain a consistent quality.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




