Managing Your Bath with Meter Controls
All electroplaters, anodizers and electrocoaters have baths that need to be maintained. One of the most frequent needs in the maintenance procedure is to replenish one or more materials that are depleted as items move through the process. This goal often is accomplished manually based on an operator’s “best guess.” However, a more efficient method is to use meters that regularly and accurately measure parameters such as ampere hours, time, conductivity, pH and other process conditions to determine the precise additions needed at the correct times.

All electroplaters, anodizers and electrocoaters have baths that need to be maintained. One of the most frequent needs in the maintenance procedure is to replenish one or more materials that are depleted as items move through the process. This goal often is accomplished manually based on an operator’s “best guess.” However, a more efficient method is to use meters that regularly and accurately measure parameters such as ampere hours, time, conductivity, pH and other process conditions to determine the precise additions needed at the correct times.
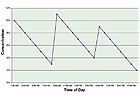
As shown in Figure 1, if additions are made every eight hours, the concentration of the bath varies significantly during the day. This illustration is based on the premise that the amounts added are correct. If the additions are made less frequently, then the effect is even more pronounced.
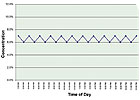 Compare the previous variation to Figure 2, where additions are made once per hour. It is obvious that much less variation occurs within the bath. The variation can be further reduced by making additions more frequently.
Compare the previous variation to Figure 2, where additions are made once per hour. It is obvious that much less variation occurs within the bath. The variation can be further reduced by making additions more frequently.
By measuring the correct parameter (time, ampere-hours, conductivity, pH) that correlates to the rate of depletion and replenishing the bath at the corresponding rate, you can minimize process variation. Reducing variation can optimize both costs and quality because expensive chemicals are not wasted, scrap and rework is reduced, and process predictability is enhanced.
Amp-hour meters measure the time and current used and accommodate variances in load size, as well as the time spent in the bath. They constantly sample the amount of current being used by the rectifier and generate an amp-hour measurement. The controller then sends a signal to the pumping system to add the required amount of material to the bath to replace the amount consumed. The length of time to pump and the frequency of additions can be adjusted to provide the precise amount needed. After these adjustments, an operator should find that the bath will not require testing as often because the chemistry will remain more consistent throughout the day, week and month.
The meter typically has several inputs and outputs, including power (110 or 220 VAC), millivolts from the rectifier ampmeter or shunt, pump outputs from relays in the meter, alarm outputs from the meter, and level inputs from the additive container.
Basic meters will show cumulative amp-hour totals. Optional features can make the meter a more valuable tool and can also make the operation less labor intensive and more reliable. For example, resettable amp-hour totals for load, shift, daily or weekly tracking can allow you to track and trend productivity and compare different operators, shifts, bath chemistries or other factors. (Such devices must also have non-resettable amp-hour totals to meet environmental compliance laws and regulations.)
The ability to handle multiple pump operation allows two or more components to be added to a bath at different rates based on the same rectifier and bath outputs, while multiple rectifier summing allows the amp-hour totals from one bath that has multiple rectifiers to be summed so that the additions can be based on the aggregate total. Meters that have the capacity to sum pump cycles and pump run time can allow you to track the amount of material added to the bath. This data can be used to determine performance trends, and to generate precise cost data as a function of amp-hours, run time or product. Permanent memory retention without the use of batteries is essential to maintain the integrity of the data.
Material level alarms provide a warning before the reservoir is empty so that bath chemistries remain in tolerance, while fused pump outputs protect the meter in the event that a pump motor fails. Meters with PC Network capability allow you to access all of the data in the meter from a personal computer or PLC, download the data directly and integrate it into spreadsheets and reports. It should also allow you to change meter settings if necessary to prevent tampering with the meter itself. Other meters allow handheld computer infrared data access, which is a different method of downloading data directly from the meter or changing parameters with the use of a handheld computer.
Meters with integral pumps and controllers contain all of the components necessary to “plug and play.” They come with one or two pumps and simplify the maintenance and installation of a system.
Not all meters have these features. However, meters with a variety of options can save you a considerable amount of time, money and effort compared to a less versatile product.
Most of the same features and benefits described for amp-hour based additions pertain to time-based additions.
In the latter case, the meter will constantly track the process parameter selected. When either a high or low level is reached, the meter will activate a pump to add the necessary material to bring the process back within tolerance. More sophisticated meters will track the rate of change and add material at a variable rate to achieve process limits.
As before, the benefits of automated control and the meter features will be similar. Additional considerations include temperature compensation to maintain measurement accuracy and the ability of the meter to accommodate the range that needs to be measured.
Ripple Meters – These units measure the rectifier output and express their readings as a percentage that the AC voltage is of the DC voltage. This measurement is significant for a number of reasons:
Flow Meters – These units can both monitor and control the flow of material within the process. They can balance levels in baths, make additions based on the amount of material passing the measurement point, and provide summary data and alarm outputs to ensure process control.
Current Density Meters – The ability to measure current density is an invaluable tool to determine whether you are optimizing ion transfer within your bath. By measuring the current density over the entire surface of part racks, you can assess:
For more information, visit www.jptechinc.com.
Editor's note: A variation of this article originally appeared in Southern Metal Finishing and on FinishingTalk.com.
All electroplaters, anodizers and electrocoaters have baths that need to be maintained. One of the most frequent needs in the maintenance procedure is to replenish one or more materials that are depleted as items move through the process. This goal often is accomplished manually based on an operator’s “best guess.” However, a more efficient method is to use meters that regularly and accurately measure parameters such as ampere hours, time, conductivity, pH and other process conditions to determine the precise additions needed at the correct times.
Manual Methods
It is a common practice in the industry to add brighteners, plating solution, acid, caustic, pigment, resin and other materials manually based on existing conditions, educated guesses, or test-and-add methods. Such additions can vary from measured amounts at prescribed times to a 5 gallon bucketful whenever someone thinks of it. Some of the obvious disadvantages include:- Forgetting to add the materials
- Adding the wrong amounts
- Adding the wrong materials
- Peaks and valleys in bath chemistry because of inconsistent additions
- Adding too much material, resulting in scrap, rework and wasted material
- Adding too little material, resulting in scrap, rework and loss of business
- Inability to certify the process
- Difficulty in tracking process costs
- Process control limits exceeding the specification limits
Figure 1. Variation in bath concentration with additions every eight hours.
Reducing Variation
The depletion of bath chemicals occurs as a function of time, temperature and the number of items moving through the bath.As shown in Figure 1, if additions are made every eight hours, the concentration of the bath varies significantly during the day. This illustration is based on the premise that the amounts added are correct. If the additions are made less frequently, then the effect is even more pronounced.
Figure 2. Variation in bath concentration with additions every hour.
By measuring the correct parameter (time, ampere-hours, conductivity, pH) that correlates to the rate of depletion and replenishing the bath at the corresponding rate, you can minimize process variation. Reducing variation can optimize both costs and quality because expensive chemicals are not wasted, scrap and rework is reduced, and process predictability is enhanced.
Ampere-Hour Basis for Additions
Whether you are an electroplater, an anodizer or an e-coater, using amp hours to add materials is based on a direct correlation between the depletion rate and the amount of product going through the bath. An amp-hour measurement combines both.Amp-hour meters measure the time and current used and accommodate variances in load size, as well as the time spent in the bath. They constantly sample the amount of current being used by the rectifier and generate an amp-hour measurement. The controller then sends a signal to the pumping system to add the required amount of material to the bath to replace the amount consumed. The length of time to pump and the frequency of additions can be adjusted to provide the precise amount needed. After these adjustments, an operator should find that the bath will not require testing as often because the chemistry will remain more consistent throughout the day, week and month.
The meter typically has several inputs and outputs, including power (110 or 220 VAC), millivolts from the rectifier ampmeter or shunt, pump outputs from relays in the meter, alarm outputs from the meter, and level inputs from the additive container.
Basic meters will show cumulative amp-hour totals. Optional features can make the meter a more valuable tool and can also make the operation less labor intensive and more reliable. For example, resettable amp-hour totals for load, shift, daily or weekly tracking can allow you to track and trend productivity and compare different operators, shifts, bath chemistries or other factors. (Such devices must also have non-resettable amp-hour totals to meet environmental compliance laws and regulations.)
The ability to handle multiple pump operation allows two or more components to be added to a bath at different rates based on the same rectifier and bath outputs, while multiple rectifier summing allows the amp-hour totals from one bath that has multiple rectifiers to be summed so that the additions can be based on the aggregate total. Meters that have the capacity to sum pump cycles and pump run time can allow you to track the amount of material added to the bath. This data can be used to determine performance trends, and to generate precise cost data as a function of amp-hours, run time or product. Permanent memory retention without the use of batteries is essential to maintain the integrity of the data.
Material level alarms provide a warning before the reservoir is empty so that bath chemistries remain in tolerance, while fused pump outputs protect the meter in the event that a pump motor fails. Meters with PC Network capability allow you to access all of the data in the meter from a personal computer or PLC, download the data directly and integrate it into spreadsheets and reports. It should also allow you to change meter settings if necessary to prevent tampering with the meter itself. Other meters allow handheld computer infrared data access, which is a different method of downloading data directly from the meter or changing parameters with the use of a handheld computer.
Meters with integral pumps and controllers contain all of the components necessary to “plug and play.” They come with one or two pumps and simplify the maintenance and installation of a system.
Not all meters have these features. However, meters with a variety of options can save you a considerable amount of time, money and effort compared to a less versatile product.
Time Basis for Additions
Some processes, such as cleaning or electro-less processes, will deplete materials proportionate to the length of time that an item spends in the bath. In this situation, an operator would benefit from a time-based controller. These units can replenish either with fixed additions every time a rack enters the bath, or as a function of the total number of minutes that accumulate while parts are in the bath. These units are usually activated by a limit switch that is tripped when a rack is placed in the bath.Most of the same features and benefits described for amp-hour based additions pertain to time-based additions.
Conductivity or pH Basis for Additions
This approach affects not only the direct processes involved in plating, anodizing or coating, but also ancillary processes such as off-line generation or waste treatment, since many of these have portions of the process that are controlled by or sensitive to either pH or conductivity. In these applications, the process in question can either be monitored with alarm outputs for out-of-tolerance conditions or controlled with pump outputs.In the latter case, the meter will constantly track the process parameter selected. When either a high or low level is reached, the meter will activate a pump to add the necessary material to bring the process back within tolerance. More sophisticated meters will track the rate of change and add material at a variable rate to achieve process limits.
As before, the benefits of automated control and the meter features will be similar. Additional considerations include temperature compensation to maintain measurement accuracy and the ability of the meter to accommodate the range that needs to be measured.
Additional Meter Options
Besides the basic meter types, other meters can be used to monitor and control specific conditions that exist in a process. Some examples include ripple meters, flow meters and current density meters.Ripple Meters – These units measure the rectifier output and express their readings as a percentage that the AC voltage is of the DC voltage. This measurement is significant for a number of reasons:
- Process susceptibility – If you are operating a process that is vulnerable to high ripple, such as e-coat, bright chrome or nickel, rectifier components can fail or degrade while the rectifier is still capable of providing output. Consequently, your process might produce unsatisfactory parts without warning and without an immediately visible cause.
- Rectifier failure – Your rectifier may experience partial failure or component degradation that will ultimate lead to complete rectifier failure. The ability to sense problems before a catastrophic failure occurs can reduce repair costs, unscheduled downtime and loss of production.
- Power consumption – A rectifier operating with a defective component creates high ripple, which also means that the rectifier is operating inefficiently. As a result, your power bills are higher to produce the same amount of work.
Flow Meters – These units can both monitor and control the flow of material within the process. They can balance levels in baths, make additions based on the amount of material passing the measurement point, and provide summary data and alarm outputs to ensure process control.
Current Density Meters – The ability to measure current density is an invaluable tool to determine whether you are optimizing ion transfer within your bath. By measuring the current density over the entire surface of part racks, you can assess:
- Anode placement
- Anode-to-cathode ratios (Do you have the right number of anodes?)
- Bath efficiency
- Deposition rates
Meter Selection
Determining which brand and model of meter fits your needs should be based on several factors, including the meter’s ease of use, reliability, visibility of the display, 110 or 220 VAC output, resistance to harsh environments, size and convenience of mounting, and value, as well as options such as:- The ability to operate multiple pumps
- The ability to summarize multiple rectifiers
- The ability to prime pumps from the meter
- The ability to operate both electric an pneumatic pumps
- The ability to communicate on a data network with your PC
- The ability to download data to a hand-held computer
For more information, visit www.jptechinc.com.
Editor's note: A variation of this article originally appeared in Southern Metal Finishing and on FinishingTalk.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




