Instant Curing with Near Infrared Technology
Speed is critical in any industry. In finishing operations, line speed dictates process efficiency, and the amount of time required for curing largely dictates line speed. The faster the curing process, the greater the throughput and the higher the profits. A new technology based on near-infrared (NIR) thermal processing is improving the field of surface treatment by substantially reducing curing time. Applying technology that has grown out of the European Space Program’s research, the system provides almost instant curing of waterborne, solventborne and powder coatings.

Speed is critical in any industry. In finishing operations, line speed dictates process efficiency, and the amount of time required for curing largely dictates line speed. The faster the curing process, the greater the throughput and the higher the profits.
A new technology* based on near-infrared (NIR) thermal processing is improving the field of surface treatment by substantially reducing curing time. Applying technology that has grown out of the European Space Program’s research, the system provides almost instant curing of waterborne, solventborne and powder coatings, requiring minimal if any changes in standard commercial formulations.
The technology involves high energy sources that radiate near the infrared spectrum (more than 90% of the energy emitted is below 2 µm). The achieved density is double that of high-performance induction systems and at least four to six times greater than the maximum densities reached with conventional short-wave infrared systems. Through these and other benefits, the system enables extremely high process efficiencies and system reliability.
With conventional infrared (IR) systems and gas convection ovens, the high absorption of the coating systems limits penetration depths. The energy is almost completely absorbed at the surface. Drying and curing processes are determined by the inherently slow layer heat-up and warmth condensation of the coatings. Such processes can take anywhere from 30 seconds to 45 minutes or more, with a typical efficiency of less than 60% (more than 40% of the energy is wasted in the drying/curing process).
The near-infrared thermal processing technology applies instantaneous power dynamics to the complete coating system, not just the surface. It permits energy densities up to 16 MW/ft2 (up to 32 MW/ft2 with double-sided radiation) or focused line geometries of up to 100 MW/ft2 using specially focused reflectors. Such high energy densities achieve direct penetration into the coating layer while simultaneously heating the coating, allowing complete drying or curing within a few seconds. Often the drying or curing process is complete before the substrate is completely heated. As a result, the near-infrared technology can be used with in-line processes to achieve process efficiencies of up to 80%.
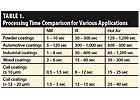
In some cases, the significant reduction in processing time permits applications that would incur severe thermal damage or material degradation with conventional techniques, such as when using powder coatings on wood or plastics. Typical processing times for various applications are given in Table 1.
The technology also enables defined and precisely controlled heating and drying/curing processes that can be applied to curing solvent-based coatings in hazardous (e.g., explosive) environments, as well as controlled atmospheres.
One other benefit of the near-infrared technology is that it is designed to minimize maintenance requirements. The radiation emitters, which generate high filament temperatures (3,000 to 3,500 K) and heat intensities from 1,000 to 1,500 kW/m2, ensure stable operation with no filament degradation in various application configurations (horizontal, vertical or angled). They are designed for an average operational life of 5,000 to 6,000 hours - approximately equivalent to replacing one set of emitters per year in a production facility operated on a three-shift, around-the-clock schedule. Ongoing system optimization and development work suggests that future emitter performance could be extended to as much as 8,000 hours.
Coating Airbag Gas Generators. The gas generator used to instantly self-inflate an airbag on impact is filled with an air/argon mixture, pressurized to approximately 300 bar or 4350 psi. To ensure long-term corrosion resistance (at least 15 years), a water-based zinc coating is applied to the welded areas of the pressure component. Since the generator also contains an explosive for rapid opening of the membrane to inflate the airbag, it is naturally temperature sensitive. The risk of explosion above 250°F precludes the use of a conventional high-temperature gas-convection curing process, which requires an air temperature of at least 300°F and 30 minutes curing time. A conventional coating process with five-second curing intervals in a fully automated production system would require an unacceptably long line. With the near-infrared technology, curing can be completed in less than three seconds, ensuring a maximum component temperature of not more than 140°F, and the system is no bigger than a regular shoe box (see Figure 1). With this configuration, the completely automated coating and curing facility, including handling and paint preparation, is no larger than 16 x 16 ft2.
 Door Handle Powder Curing. A fully automated production line (shown in Figure 2) with a line speed of 30 ft/min from casting to packaging was achieved through the integration of a near-infrared-based powder curing station, which reduced the curing time from more than 3 minutes to below 20 seconds (from a 65 ft gas oven down to less than 10 ft with the near-infrared technology). The system has ensured complete process control based on the different door handle geometries. Additionally, the oven’s instantaneous on/off capability has provided substantial energy savings.
Door Handle Powder Curing. A fully automated production line (shown in Figure 2) with a line speed of 30 ft/min from casting to packaging was achieved through the integration of a near-infrared-based powder curing station, which reduced the curing time from more than 3 minutes to below 20 seconds (from a 65 ft gas oven down to less than 10 ft with the near-infrared technology). The system has ensured complete process control based on the different door handle geometries. Additionally, the oven’s instantaneous on/off capability has provided substantial energy savings.
Curing Plastic Components. Often, temperature-sensitive components such as plastics can only be properly surface treated through extraordinary curing processes due to the necessary low thermal curing conditions. Oven times around 45 minutes often are required. With the near-infrared technology, an equivalent curing process can be accomplished in less than one minute. Such short curing times are also possible for three-dimensional surfaces like bumpers, where the process times can be reduced drastically. Precise and highly sophisticated near-infrared modules, routed and robotically controlled, are necessary to achieve the required consistent surface temperature over the entire surface of the component.
Spot Repairing Automotive Surface Defects. The conventional technique used to repair surface defects detected late in the automotive production line (1 to 2% of defects) normally involves a 10- to 20-minute curing process, in which infrared (IR) panel heaters are used to ensure a properly cured and blister-free surface. This method interrupts the continuous car production process, as the damaged vehicles must be removed from the line and placed into special “spot-repair” booths. With the near-infrared technology, a small hand-held device, originally developed in association with a Bavarian car manufacturer, can be used to achieve an equivalent curing process on micro-spot defects in 15 to 45 seconds, depending on the type of defect, body area and car type. The spot repair curing process provides fully controlled closed-loop thermal treatment. It even determines the required curing profile for the specific defect, ensuring consistent, high-quality in-line repair of surface defects on the production line.
High-Capacity Coil Coating. An essential part of the coil coating process, curing has traditionally imposed major limitations on line capacity. For decades, gas convection ovens have dominated this part of the process. While IR and induction curing systems offer significant space gains, the cost differential between gas and electricity has led to a preference for gas-heated ovens. The development of near-infrared technology specifically engineered for the demanding manufacturing conditions of the metal processing industry has radically changed the situation. Near-infrared ovens for curing organic, solvent-based, water-based and powder coatings have been installed in more than 50 coil coating lines.
An in-line near-infrared system, constituting the industry’s most powerful curing oven for organic coatings, was recently placed in operation on the coil coating line of one of Europe’s leading steel manufacturers. The curing system ensures the production of a consistent and blister-free topcoat (up to 20 µm dry film thickness) at a line speed of 600 fpm - or up to 120 tons per hour. The system permits a complete curing process in less than three seconds.
 Figure 3 shows a section of the in-line near-infrared system. The significantly shorter and simplified curing process enabled by near-infrared technology permits off-line verification of curing quality, in which a pilot line is used to simulate conditions of the actual production line. This technique permits realistic verification of the feasibility of new coatings and allows advance estimates to be made concerning the curing oven’s operating parameters. These capabilities eliminate the adjustments in production that are common when using conventional ovens.
Figure 3 shows a section of the in-line near-infrared system. The significantly shorter and simplified curing process enabled by near-infrared technology permits off-line verification of curing quality, in which a pilot line is used to simulate conditions of the actual production line. This technique permits realistic verification of the feasibility of new coatings and allows advance estimates to be made concerning the curing oven’s operating parameters. These capabilities eliminate the adjustments in production that are common when using conventional ovens.
Near-infrared thermal processing can yield significant gains in speed, efficiency and profitability. Time is money, and the near-infrared technology can save both.
*The technology is available through AdPhos North America as NIR-Near Infra Red. For more information about NIR curing, visit www.eltosch.de.
With the NIR technology, a small hand-held device can be used to cure repair coatings on micro-spot defects in 15 to 45 seconds, depending on the type of defect, body area and car type.
Speed is critical in any industry. In finishing operations, line speed dictates process efficiency, and the amount of time required for curing largely dictates line speed. The faster the curing process, the greater the throughput and the higher the profits.
A new technology* based on near-infrared (NIR) thermal processing is improving the field of surface treatment by substantially reducing curing time. Applying technology that has grown out of the European Space Program’s research, the system provides almost instant curing of waterborne, solventborne and powder coatings, requiring minimal if any changes in standard commercial formulations.
The technology involves high energy sources that radiate near the infrared spectrum (more than 90% of the energy emitted is below 2 µm). The achieved density is double that of high-performance induction systems and at least four to six times greater than the maximum densities reached with conventional short-wave infrared systems. Through these and other benefits, the system enables extremely high process efficiencies and system reliability.
Table 1.
Technology Basics
The near-infrared part of the shortwave spectrum lies just above that of the visible spectrum. This is where the wavelength of electromagnetic radiation reaches its maximum energy density and optimum physical characteristics.With conventional infrared (IR) systems and gas convection ovens, the high absorption of the coating systems limits penetration depths. The energy is almost completely absorbed at the surface. Drying and curing processes are determined by the inherently slow layer heat-up and warmth condensation of the coatings. Such processes can take anywhere from 30 seconds to 45 minutes or more, with a typical efficiency of less than 60% (more than 40% of the energy is wasted in the drying/curing process).
The near-infrared thermal processing technology applies instantaneous power dynamics to the complete coating system, not just the surface. It permits energy densities up to 16 MW/ft2 (up to 32 MW/ft2 with double-sided radiation) or focused line geometries of up to 100 MW/ft2 using specially focused reflectors. Such high energy densities achieve direct penetration into the coating layer while simultaneously heating the coating, allowing complete drying or curing within a few seconds. Often the drying or curing process is complete before the substrate is completely heated. As a result, the near-infrared technology can be used with in-line processes to achieve process efficiencies of up to 80%.
In some cases, the significant reduction in processing time permits applications that would incur severe thermal damage or material degradation with conventional techniques, such as when using powder coatings on wood or plastics. Typical processing times for various applications are given in Table 1.
The technology also enables defined and precisely controlled heating and drying/curing processes that can be applied to curing solvent-based coatings in hazardous (e.g., explosive) environments, as well as controlled atmospheres.
One other benefit of the near-infrared technology is that it is designed to minimize maintenance requirements. The radiation emitters, which generate high filament temperatures (3,000 to 3,500 K) and heat intensities from 1,000 to 1,500 kW/m2, ensure stable operation with no filament degradation in various application configurations (horizontal, vertical or angled). They are designed for an average operational life of 5,000 to 6,000 hours - approximately equivalent to replacing one set of emitters per year in a production facility operated on a three-shift, around-the-clock schedule. Ongoing system optimization and development work suggests that future emitter performance could be extended to as much as 8,000 hours.
Figure 1. A 16 x 16 ft2 NIR system used for curing coatings on airbag gas generators.
Current Applications
The most common application for the near-infrared technology is in curing coatings on metal substrates. Other potential applications include ceramics, plastics, glass, wood-based and even mixed-material sandwich-based components. The applications described below illustrate the broad potential of the technology.Coating Airbag Gas Generators. The gas generator used to instantly self-inflate an airbag on impact is filled with an air/argon mixture, pressurized to approximately 300 bar or 4350 psi. To ensure long-term corrosion resistance (at least 15 years), a water-based zinc coating is applied to the welded areas of the pressure component. Since the generator also contains an explosive for rapid opening of the membrane to inflate the airbag, it is naturally temperature sensitive. The risk of explosion above 250°F precludes the use of a conventional high-temperature gas-convection curing process, which requires an air temperature of at least 300°F and 30 minutes curing time. A conventional coating process with five-second curing intervals in a fully automated production system would require an unacceptably long line. With the near-infrared technology, curing can be completed in less than three seconds, ensuring a maximum component temperature of not more than 140°F, and the system is no bigger than a regular shoe box (see Figure 1). With this configuration, the completely automated coating and curing facility, including handling and paint preparation, is no larger than 16 x 16 ft2.
Figure 2. A fully automated production line with a line speed of 30 ft/min used for curing powder coatings on door handles.
Curing Plastic Components. Often, temperature-sensitive components such as plastics can only be properly surface treated through extraordinary curing processes due to the necessary low thermal curing conditions. Oven times around 45 minutes often are required. With the near-infrared technology, an equivalent curing process can be accomplished in less than one minute. Such short curing times are also possible for three-dimensional surfaces like bumpers, where the process times can be reduced drastically. Precise and highly sophisticated near-infrared modules, routed and robotically controlled, are necessary to achieve the required consistent surface temperature over the entire surface of the component.
Spot Repairing Automotive Surface Defects. The conventional technique used to repair surface defects detected late in the automotive production line (1 to 2% of defects) normally involves a 10- to 20-minute curing process, in which infrared (IR) panel heaters are used to ensure a properly cured and blister-free surface. This method interrupts the continuous car production process, as the damaged vehicles must be removed from the line and placed into special “spot-repair” booths. With the near-infrared technology, a small hand-held device, originally developed in association with a Bavarian car manufacturer, can be used to achieve an equivalent curing process on micro-spot defects in 15 to 45 seconds, depending on the type of defect, body area and car type. The spot repair curing process provides fully controlled closed-loop thermal treatment. It even determines the required curing profile for the specific defect, ensuring consistent, high-quality in-line repair of surface defects on the production line.
High-Capacity Coil Coating. An essential part of the coil coating process, curing has traditionally imposed major limitations on line capacity. For decades, gas convection ovens have dominated this part of the process. While IR and induction curing systems offer significant space gains, the cost differential between gas and electricity has led to a preference for gas-heated ovens. The development of near-infrared technology specifically engineered for the demanding manufacturing conditions of the metal processing industry has radically changed the situation. Near-infrared ovens for curing organic, solvent-based, water-based and powder coatings have been installed in more than 50 coil coating lines.
An in-line near-infrared system, constituting the industry’s most powerful curing oven for organic coatings, was recently placed in operation on the coil coating line of one of Europe’s leading steel manufacturers. The curing system ensures the production of a consistent and blister-free topcoat (up to 20 µm dry film thickness) at a line speed of 600 fpm - or up to 120 tons per hour. The system permits a complete curing process in less than three seconds.
Figure 3. This in-line NIR system was recently placed in operation on the coil coating line of one of Europe’s leading steel manufacturers.
A Matter of Time
Ultra high-speed drying/curing solutions cannot be found merely by substituting existing components (including IR-based replacements). An optimized ultra-high-speed drying/curing process consists of defined and carefully controlled profiles of heat intensity, solvent evaporation rate, fume exhaust and thermal air/gas flow - all of which can be achieved by tailoring the near-infrared technology to specific applications.Near-infrared thermal processing can yield significant gains in speed, efficiency and profitability. Time is money, and the near-infrared technology can save both.
*The technology is available through AdPhos North America as NIR-Near Infra Red. For more information about NIR curing, visit www.eltosch.de.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





