The Future of Industrial Coatings
UV-Curable Powder Coating for MDF Wood
According to research from Chemark Consulting Group, solventborne liquid coatings hold a 75 to 80 percent market share of the wood coatings industry. Solventborne materials are expensive to use and dispose of, and are subject to increasing levels of governmental regulations.
Consumers are looking for products and processes that meet and exceed environmental regulations, have a smaller carbon footprint, generate lower total applied cost, and produce a higher return on investment. It is possible to do this and reduce your manufacturing footprint, improve operational efficiencies and improve safety by changing how you approach your coating process. The solution is UV-curable powder coating, a faster, cleaner and greener way to coat a variety of substrate materials such as medium density fiberboard (MDF) wood.
UV-cured powder coating technology is a rapidly growing segment of the coatings industry and is emerging as the answer to rising environmental concerns and stringent regulations on coating processes. The technology has lower energy costs, one of the fastest cure speeds and offers a reduced environmental impact. These are just a few reasons why one should strongly consider using UV‑curable powder coating technology.
History
Powder coating is an industrial finishing technology with a resilient and durable finish that is solvent-free. Initially introduced in the 1960s as a functional coating, thermal cure or thermoset powder coatings have been developed and adapted over time for a variety of finishing applications. Powder coating delivers -superior wear resistance, barrier properties and is a cost-effective finishing technology.
UV-curable powder coating application systems were first developed and commercialized in the early 2000s. The economic incentive for these initial systems was to expand the base of traditional powder coating application and coating chemistry by utilizing the inherent advantages of UV curing. Heat-sensitive materials, such as MDF wood, were a natural product market for the technology because the curing process occurs at lower temperatures. UV powder could be used to finish products and materials that couldn’t be finished with thermal powder coatings.
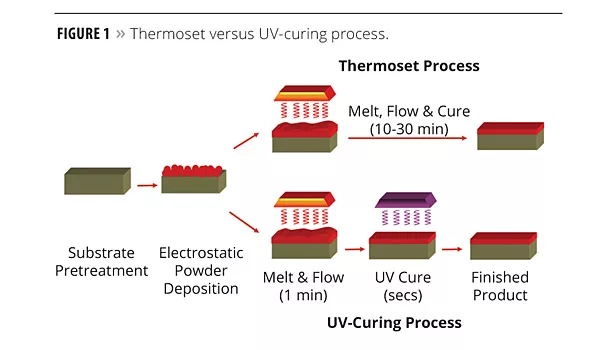
The electrostatic powder application function of a UV-cured powder coating system and a thermoset powder coating system are exactly the same. However, the separation of the melt/flow and the cure process functions is the differentiating characteristic between the two systems (Figure 1). This separation enables the processor to control the melt/flow and cure functions with precision and efficiency, and helps maximize energy efficiency, improve material utilization and increase production quality of UV-curable powder coating systems. Since the introduction of UV-curable powder coating, external market conditions have changed, making the advantages and benefits even more compelling.
Advantages
UV-curable powder coating is one of the fastest coating chemistries available. From start to finish the entire process for finishing MDF takes 20 min or less, depending on chemistry and part geometry, making it an ideal finish for applications that require a quick turnaround. A completed part requires only one coat, allowing increased production with 40 to 60 percent less energy than other finishing processes.
The UV-curing process is much simpler than other finishing technologies. Curing of a liquid finish requires solvent flash-off, and thermal curing requires 30 min or more to melt and cure. Although thermoset powder coatings do not require solvent flash, the melt and cure temperatures are as high as 450 °F, requiring additional time for cooling prior to handling. The UV-curable powder coating process significantly reduces process times, generating a number of efficiency benefits such as less time waiting on daily start-up and shutdown, increased finish capacity, a reduced number of parts on the finishing line, and a reduction in defects and rework.
The UV powder itself is environmentally friendly, containing no solvent, VOCs, HAPs, monomers or additives, making it safe to use. A spill can be swept or vacuumed with no residual damage to equipment or property. The process also has the smallest carbon footprint of any commercially available finishing technology currently on the market.1 It can be recycled or repurposed and doesn’t require operating permits.
Another major benefit of powder coatings is the ability to recapture sprayed powder and reintroduce it into the finishing operation. In fact, powder over-spray is reclaimable up to 98 percent. The EPA considers powder coating as a “pollution prevention” coating technology.2 UV-curable powder coatings reduce or eliminate the material handling, permitting, environmental and waste disposal costs associated with the use of liquid coatings, whether solventborne or waterborne. They also have better life cycle advantages than liquid coatings because solid materials are easier to blend, process, control and apply than liquid materials.
Energy productivity is another fundamental value associated with UV-curable powder coating; a typical system will utilize natural gas and electricity to power the oven and electricity to power the UV lamp curing system. Solventborne and waterborne systems require four to eight times the oven capacity to flash and cure the coating. VOCs produced in solventborne finishing require additional energy for air handling equipment to incinerate and remove in order to meet air quality standards. None of this is necessary in a UV-curable powder coating process.
UV-curable powder coating offers a higher-quality finished product while at the same time reducing substrate thermal exposure. This is especially important when finishing MDF, as wood is a material that is sensitive to extended periods of heat. The coatings can be formulated to specific products and are available in a wide range of color, gloss and texture. Lastly, because the process is faster and provides a higher ROI, you can process more material in a shorter time period, and the total applied cost is lower compared to other finishing systems.
Manufacturers and service providers are challenged by the demand for innovative products and services, and are further challenged to ensure sustainability throughout the supply chain. Customers make intentional and conscious-buying decisions based upon criteria and standards that define products and services as sustainable. Consumers are actively seeking materials and processes that are safe – safe to make, safe to use and safe to dispose.
While the initial investment for a UV-curable powder coating system may be more expensive than a solventborne system, the increased speed and other advantages make for a greater and faster ROI.
Application and Performance
UV-curable powder coatings are suited for a number of heat-sensitive materials and applications. The low temperatures and high speed of UV-curable powder coating make ideal conditions to powder coat plastic and wood composite materials.
MDF, one of the largest-volume substrates used with UV-curable powder coating, is made from wood fibers, resins and additives, which are bonded under heat and pressure, making it an ideal substrate. MDF is also an ideal substrate to finish with UV powder because the material is dense, flat, has low porosity and is homogenous. The substrate is readily available, cost-effective, easily machined and similar to plastic in terms of design capability. Product applications and markets for powder coated MDF include retail store fixtures, point-of-purchase displays, work surfaces, healthcare, and educational and office furniture.
Cost Benefits
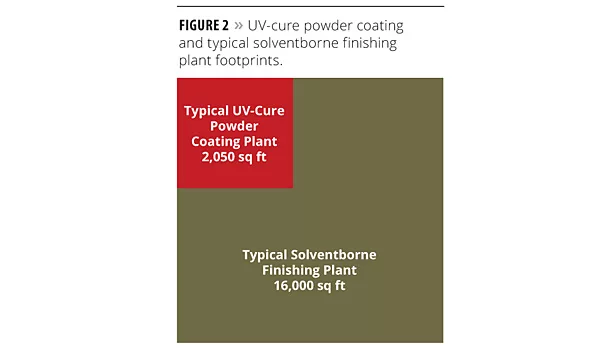
While UV-curable powder coatings have numerous advantages over solventborne and waterborne finishes from a chemistry standpoint, they also have advantages from a cost-savings standpoint. A UV-curable powder application system can have a plant footprint of 2,050 sq. feet, as compared to a solventborne finishing system of comparable output, which requires a footprint in excess of 16,000 sq. feet. Assuming an average rental of $6.50 per sq. foot per year, an estimated UV-cure system’s annual cost would be $13,300 compared to $104,000 for solventborne (Figure 2).
UV-curable powder coating systems can produce higher volumes of finished materials, again generating higher and faster returns on investment. These process advantages can yield productivity advantages in excess of 200%, demonstrating that the adage “time is money” is still valid.
Conclusion
With increased awareness of sustainability, efficiency and safety, UV-curable powder coatings offer numerous opportunities for future growth. The technology and process is fast, clean and green. The innovative chemistries used and the application technologies involved deliver more value at a lower cost, displacing existing finishing chemistries and application technologies.
The productivity and economic capability of UV-curable application technology is clear, and it generates greater than market average gross profit margins and higher return on investment. UV-curable powder coating application technology and chemistry are poised to capture a significant and profitable market share of the global coatings industry as consumption of UV-curable powder coating is increasing.
Designers are creating more products that use UV-curable powder coatings, and end users are using more UV-curable powder-coated components in their products. The demand for innovative and sustainable products and services will continue to grow, and market opportunities for UV-curable powder coatings on various substrates and assembled products will continue
to develop.
These coatings have unique and inherently sustainable attributes not found in other finishing materials. Their significant and compelling features are part of the reason UV-curable powder coatings and application technology are gaining popularity. n
References
- Morris, D. and Verlaak, J. Life Cycle Assessment for Industrial Coatings Applied on MDF. The Decorative Surfaces Conference. Fairmont Turnberry Isle Hotel, Miami, FL. 2 Nov 2011. Technical Conference.
- Pollution Prevention in Painting and Coating Operations. Pollution Prevention in Painting and Coating Operations. Ohio EPA, Sept. 1994. Web 06 July 2012. <http://web.epa.state.oh.us/opp/paints/fact23.html>.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




