New Technologies and Trends in Powder Coating
Exploiting Optimization Potentials


Over 50 years ago, powder coating became established as a highly automated industrial process for enhancing the surface quality of preferred metal substrates. One of the main reasons for this is the fact that the application process is very gentle on the environment because, as opposed to wet painting, solvents are not required.
With the development of tribostatic powder coating at the former Verkehrshochschule in Dresden, a major foundation stone was laid in the mid-1960s. The development of electrostatic application of powder in an electrical voltage field formed a basis to establish an environmentally friendly, highly automated coating process that allowed extremely high-quality coats of paint to be applied. The technical availability of thermoset powder coatings (two-component systems) manufactured by extrusion also played a major role in this development because it enabled suitable coating materials with a homogeneous distribution of binders, pigments and fillers to be realized in an ecologically acceptable way. In combination with high-quality binder systems, this made it possible to produce coatings with maximum corrosion protection and weathering resistance for a wide range of applications.
Over the last 20 years, diverse process-related and technological developments have enabled completely new powder coating films and processes to be developed. These include powder reclaim processes, metallic powder coatings, TRIBO and CORONA application, heavy-corrosion-protection primer and topcoat paint systems, environment-friendly wet-chemical pretreatment processes with suitable conversion chemicals, and dense-phase powder applications with significantly reduced compressed air consumption. These developments have created better conditions for realizing surface finishes using powder coatings that fulfill diverse application conditions. The quality concept of powder coatings – which is being accordingly implemented, especially by European quality associations – is being focused on more and more. As an expert appraiser for powder coating technologies, I discuss in this article my experiences, in particular those gained in the course of coating practice, in order to not only highlight the current development trends in powder coating with regard to the advantages they offer, but also to point out possible restrictions or reserves that still need to be researched and implemented technologically.
Mechanical Surface Pretreatment
As far as process technology is concerned, mechanical surface pretreatment using various blasting processes has hardly changed in recent years. However, one development has been the introduction of special non-magnetic, non-ferrous blasting agents for zinc and aluminum metal substrates, in particular for casting materials. These enable effective material flow management in the blasting plant and also generate an appropriate degree of surface roughness to guarantee ideal adhesion of the coating film. Despite their relatively high production price, stainless steel blasting agents have become established because they have a long service life and can be finely adjusted to obtain the blasting agent mixture required.
New technologies that allow suitable conversion chemicals to be applied to the substrate surface with the blasting process (so-called conversion blasting) are especially noteworthy. In combination with the right powder coating systems, good corrosion resistance can be achieved without a wet-chemical rinsing treatment with special primers containing silane, in particular when sweeping hot-dip galvanized surfaces.
Wet-Chemical Surface Pretreatment
With regard to wet-chemical surface pretreatment, certain chrome-free processes are conquering the market, especially those chemical products that are based on titanium, zirconium and various silane compounds.
Under the control of GSB and Qualicoat, excellent systems have been successfully tested for aluminum and correspondingly verified in coating practice, which allow toxic chrome VI products to be substituted. Naturally, problems do arise occasionally, and sometimes even quality setbacks occur, especially with regard to automating pretreatment processes, combining particular treatment steps (e.g., pickling and degreasing at the same time) and homogeneously forming conversion chemicals in dependence on pressure rinsing or immersion processes.
As far as the pretreatment of zinc coatings is concerned, there are still problems with so-called old passivations that are applied by zinc coating companies in an uncontrolled manner. Figure 1 is a micrograph of a raw edge of a non-metallic, porous, temporary protective polymer on a metal substrate, which could cause adhesion problems if not removed before subsequent powder coating is applied. From time to time, this results in inadequate corrosion protection, as well as the powder coating film not adhering to the surface.
Chrome VI-free conversion chemical systems represent the latest development trend and are only utilized when absolutely necessary. However, numerous conditions need to be taken into account when handling these new, environmentally friendly products, which still tend to cause extensive problems. In this context, I refer especially to the higher requirements for de-greasing, removing special oxide and deformation layers (e.g., by pickling) and ensuring the absolute absence of salt on a substrate surface with intensive rinsing processes in cases where these highly sensitive chemicals are used for nanoscale passivation. The chrome-free process does not make allowance for any errors, which means that a high number of customer complaints concerning poor corrosion resistance can be expected.
This also applies to multimetal pretreatments. For special metal substrates with consistent composition and surface characteristics, these products make sense and will have a future. However, classical powder coating is a problem because corrosion protection requirements and material properties vary constantly. Too many compromises have to be made, with the result that the quality of the coating often suffers.
The realization of powder coatings with chrome-free systems that are resistant to filiform corrosion is still highly controversial, especially in cases where non-proven anodizing pretreatment technologies are applied. In this regard, huge efforts need to be made on the part of chemical and pretreatment equipment manufacturers in order to bring affordable technologies into the market.
Developments in Powder Coatings
In recent years, development trends in powder coating have been orientated toward improving the quality of binders because raw material producers have accomplished affordable modifications in this field. As a result, low-temperature powder (NT) as well as highly weather-resistant powder qualities (HWF) were launched into the market some time ago. The latter have much improved non-chalking properties (gloss retention), and those containing high-quality color and metal pigments now have markedly improved UV resistance and a more consistent appearance.
Disadvantages of these new powder coating qualities, which therefore require further development, include the partial inelasticity of highly weather-resistant systems and the insufficient resistance of NT powder coatings to chemicals and weathering. To improve this, low-temperature systems need to be more closely aligned with powder primers and suitable topcoat powder coatings.
A further aspect requiring improvement is reliability regarding the verifiable total thermo-chemical hardening of powder coatings.
In addition to these, extremely interesting functional powder coatings are currently available from many powder manufacturers throughout Europe, including systems that are scratch resistant and/or resistant to stress cracking, in particular flexible elastic powder coatings, thin-film powder and special corrosion-proof powder coatings with both a good barrier effect against permeating water and also low-outgassing primer and/or topcoat powder qualities.
In my opinion, the special mixed powders with thermoset and thermoplastic qualities (one- and two-component) that are currently being sold are to be viewed with extreme caution, not only as far as the availability and price of the thermoplastic components are concerned but also with regard to the ability to mix them homogeneously and grinding problems. Despite these issues, this trend in development deserves further investigation but should be based on mixed powder coating qualities that have been fully refined and successfully proven in practical application.
As an expert appraiser, I also view the current trend pursued by various powder manufacturers to develop and sell completely new effect powders very skeptically; the powders are produced specially for use in the construction industry, in particular for coating metal façades.
For example, to create exceptionally decorative metallic surfaces, special metallic or mica-pigments are added by dryblend after a preliminary bonding process. These highly decorative effect powders are presented directly to architects, bypassing powder coaters. Driven by their enthusiasm but unaware of the technical limitations, the architects subsequently demand the use of effect powders.
In the process, it is completely underestimated that such effect powders have extremely high application requirements (e.g., special component mountings, complex high-voltage/current settings, often no means of powder reclaim, uniform distance away from spraying devices), as well as special requirements regarding the construction of the façade (e.g., flank height) or the fact that the coated façade sheeting has to be mounted in a completely planar fashion.
Because these various influencing factors are generally not adequately taken into consideration, color hues and effects tend to fluctuate, resulting in many complaints about the final results. Additionally, if fluctuations in powder lots occur due to batches of coatings being frequently split up over long periods of time, high numbers of judicial disputes will be inevitable. This development trend is highly dangerous in that it is often associated with poor levels of communication.
Powder – Applications
Additionally, when powder coatings are processed (often automated processes), application manufacturers have to fulfill increasingly higher technical requirements. Here, innovative electronic control systems can be utilized, and application parameters can be adjusted more accurately or filed electronically as programs.
With the aid of vertical and horizontal spraying device arrangements (X/Y/Z axes), uniform coatings can be applied and complex application settings made using easy-to-clean powder centers, sophisticated powder booth technologies with minimum powder consumption and powder reclaim processes, and injector and/or dense phase powder feeding systems. At the same time, powder colors can be changed with ever-shorter machine downtimes (Figure 2).
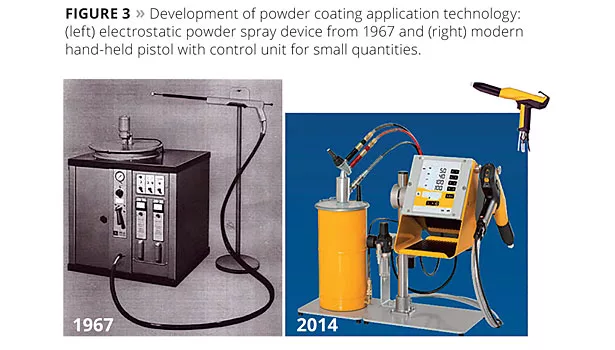
In line with the development trend, spraying devices can be easily adapted by the operator during manual application to match component geometries (simple adjustment directly at the level of the powder pistol). Figure 3 shows the development of powder coating application technology through the years.
Powder – Crosslinking Process
Especially in the case of thermo-chemical powder crosslinking, curing ovens with special heat reclaim systems are increasingly being used that significantly reduce the amount of energy required for the curing process.
The use of radiation energy (e.g., dark radiators) or upstream IR gel zones also enable powder-curing processes to be carried out much more effectively. There is still a huge development potential here as far as equipment is concerned and, in combination with the launching of NT powder onto the market, vast quantities of energy could be saved, and thus coating costs drastically reduced in the future.
Oven manufacturers face the challenge of controlling circulating air in the gel phase to enable different colors of powder to be cured homogeneously, and efficiently guiding indirectly heated air in curing aggregates.
Rapid Testing Methods for Production Control
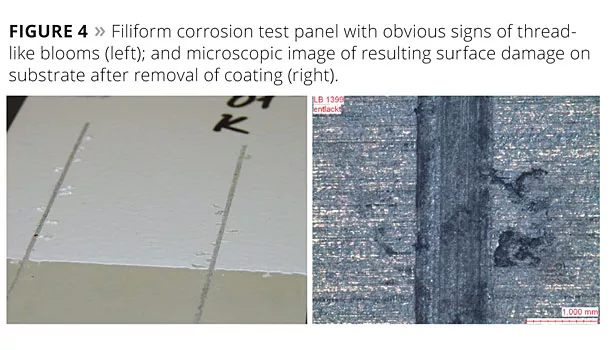
For some years now, special time-compressed corrosion tests based on recommendations made by European quality associations have become more established. The following are worthy of mention: condensation test, acid and neutral salt spray test, filiform corrosion tests and specific automotive test standards. Despite the demand to speed up tests, testing times of between 40 and 60 days are typical, thus rendering the tests irrelevant as far as real-time production control is concerned.
In this regard, rapid innovative corrosion tests are needed that enable potential corrosion protection errors to be anticipated within the space of one to three days. Appropriate short-term testing methods have to be developed as fast as possible in order to implement fast, realistic production control processes in the powder coating industry (Figure 4).
Conclusion
To summarize, the topics I have addressed show that there are still a lot of developments and technical optimizations to be made in the powder coating industry. Chemical and powder manufacturers need to realize this, as well as equipment manufacturers and application vendors. However, one of the most important prerequisites in this regard is good communication between the various experts.
This paper was presented at Paint Expo 2014 in Karlsruhe, Germany.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






