Novel 2K Waterborne Fluorourethane
Performance Comparison of Waterborne and Solventborne Fluoro Coatings






By Ken Milam and Brady Pitts, Daikin America, Inc., Decatur, AL; Katsuhiko Imoto,Koichiro Ogita and Takuji Ishikawa, Daikin Industries, Ltd., Osaka, Japan; and Marc Hirsch, M&M Hirsch & Associates LLC, Roanoke, VA
Total annual corrosion costs in the United States rose above $1 trillion in the middle of 2013, and with an estimated impact on GDP of over 6%, corrosion is a huge influence on the U.S. economy.1 Most of this is the corrosion of iron and steel in bridges, highways, storage tanks, automobiles, ships and off-shore superstructures such as oil rigs, wind turbines and FPSO (Floating Production, Storage and Offloading) units.
For many years, solventborne systems consisting of an epoxy primer, a polyurethane tie-layer and (fluoro)-polyurethane topcoat have been the standard and highest-performing paint systems for these challenging environments. With evolving global standards for VOC and HAPs, liquid epoxy resins have been developed to 100% solids, and waterborne urethanes exist that approach or meet the performance of their solventborne counterparts. In addition, with labor costs comprising well over 60% of the total cost to repaint a structure such as a bridge or oil platform, there is a drive to reduce the number of coating layers without a sacrifice in performance.
Daikin and other suppliers have sold solventborne fluorourethane polymers for over 25 years. These polymers perform better than their nonfluorinated entities for such significant properties as gloss retention, weatherability, and resistance to highly corrosive chemicals and strong solvents. However, a formulated paint exceeds the VOC regulations in most regions of the world depending upon the solvent package in which the resin is supplied. Covestro recently published their findings of a waterborne 2K urethane system that performed similarly to a solventborne 2K urethane. Generally, fluorourethanes perform equal to or superior to straight polyurethanes.
As a stop-gap measure, Daikin developed new versions of the resin; higher solids with a partial substitution with exempt solvent, as well as a very high solids version. Although these address VOC limitations, a market survey utilizing “Voice of the Customer” determined that a 2K or 1K waterborne resin was preferred, as long as it provided the same excellent performance as the solventborne fluoropolymer.
This article describes the development of a new family of waterborne fluorinated urethane resins developed by Daikin Industries Limited in Japan, which, in initial testing, perform as well as incumbent 2K solventborne systems based on a fluoropolyol and polyisocyanates. The new chemistry is a 2K waterborne resin and can be utilized to formulate industrial coatings to under 100g/L VOC, with one specific resin presented herein. The study compares the performance of the waterborne resin, ZEFFLE™ SE, vs. a highly characterized 2K solventborne system that has been applied commercially for over 25 years, as well as other competitive chemistries and a noncrosslinked commercial waterborne Daikin resin.
The paint formulas herein include the use of raw materials common to the Japanese market, and not necessarily communal in the Americas. They are simple formulas to demonstrate the performance of the resins. Those skilled in the art and science of paint formulation can easily optimize the raw materials for specific performance and end-use applications. Testing was completed utilizing both TiO2-pigmented and clear coating formulations.
Experimental
Description of Resins
The systems used in this study (A, C) are two-component. They consist of a hydroxyl-functional acrylic and a polyisocyanate, with the commercial solventborne as a known positive control. As a comparison for similar (but not crosslinkable) chemistry is system (B). These systems are described below and in Table 1.
The developmental product (A) highlighted in this study is a vinylidiene fluoride (VdF) copolymer with hydroxyl functionality. The commercial waterborne resin without crosslinking (B) is a copolymerized acrylic VdF. The solventborne resin (C) is comprised of a hydroxyl-functional polyacrylate normally crosslinked with a low-viscosity isocyanurate-type polyisocyanate. The polyisocyanate used was 100% solids, had a viscosity of 3000 cps and contained 21.4% NCO.
An interesting aspect of the developmental resin can be seen in the MFFT and how that correlates to the coalescent level used in the formulations. One would expect the quantity of resin in the formula to require far more coalescent than is needed to achieve a coating MFFT of 2-4 °C.
Coating Formulas
As stated previously, the paint formulas for clear (1C, 2C and 3C) and pigmented (1P, 2P and 3P) coatings include the use of raw materials common to the Japanese market. An exempt coalescent was utilized to minimize the VOC level. They are simple formulas with few components, so as to demonstrate the performance of the resins. These starting-point formulations can be easily optimized for specific performance and end-use applications. Testing was completed utilizing both TiO2-pigmented and clear coating formulations. The formulas can be viewed in Appendix 1 at the end of this article.
Paint Application
The polyisocyanate was mechanically mixed into the formulated hydroxyl-functional resins and was allowed to let stand for one half hour to allow bubbles to escape. This formulation was then applied within the next hour. The formulated paints were applied to the various substrates utilizing a drawdown bar at 10 mils wet over glass and a #24 wound wire rod on PET. The panels were all cured at ambient conditions for 7 days.
Test Regimen
Following 7 days of cure at ambient temperatures, the coated panels were tested for gloss, adhesion to PET, MEK double rubs, pencil hardness and cleanability to permanent markers. Both accelerated and natural weathering are in progress. The test procedures used are given in Table 2.
Summary of Performance
Table 3 summarizes the performance of formulated white pigmented coatings. The remainder of the article details the test methodologies and performance, then concludes with a brief overview of the next steps. As with any formulation, expertise with raw material utilization can and will optimize gloss and retention, etc.
Cross-Hatch Adhesion Test
There are many different tests that can be used to evaluate the resin and coating system’s adhesion. The cross-hatch adhesion test is relevant and was utilized over polyethylene terephthalate (PET) in the laboratory evaluation. Poor adhesion to difficult substrates can occur if there is excessive crosslinking, or if the film is cast too thick. In addition, Daikin has found that there are preferred crosslinkers to provide the best adhesion to difficult substrates such as polyvinyl chloride (PVC) and thermoplastic polyolefin (TPO). The waterborne and solventborne crosslinkable systems both demonstrated 100% adhesion to PET (Figure 1).
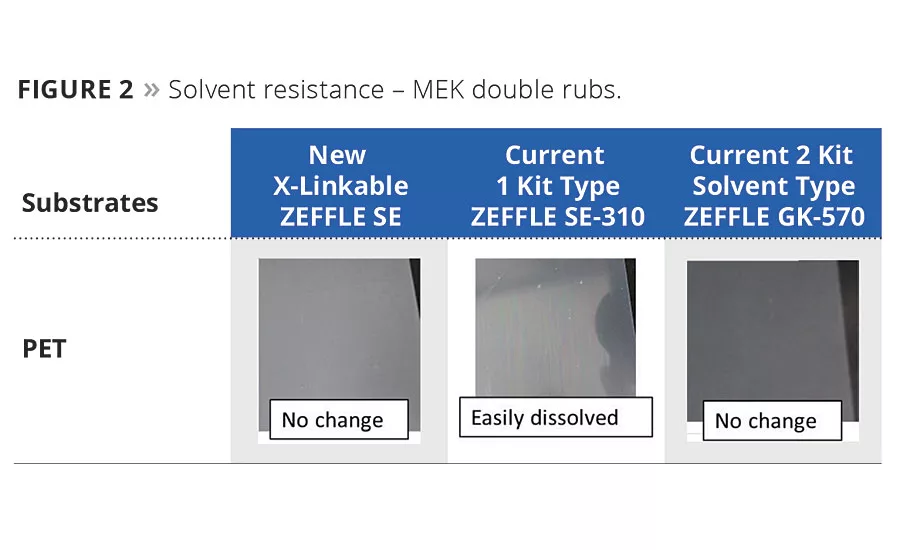
Solvent Resistance – MEK Double Rubs
ASTM D5402-15 was employed to test the resistance to a harsh solvent. Generally, this method correlates well to gel fraction, although can be influenced by monomeric composition and morphology. The test demonstrated that the developmental resin, ZEFFLE SE, performed similarly to the 2K solventborne resin in the white pigmented coating (Figure 2).
Cleanability
The coatings were applied to an aluminum coupon and cured. A xylene-based marker of black, red and blue colors were applied to the coating and dried ambient for 3 h. A Kimwipe was wet with ethanol and the marker was removed as much as would release from the coating. The results were recorded as removed or not (pass/fail).
All three markers were fully removed from the developmental resin in the white coating as tested by this method. The other two systems failed one marker color each (Figure 3). These resins are targeted for the industrial market, but it is expected that resistance to household stains and cleanability would be similar.
Conclusions
This study has shown that low-VOC waterborne fluorourethane paints can be formulated that are equal to the performance of solventborne fluorourethane paints when used on metal. These coatings are two-component waterborne polyurethanes consisting of a waterborne VdF copolymer with a water-dispersible polyisocyanate. The waterborne fluorourethane coatings show laboratory results equal to, or better than, standard solventborne polyurethane coatings in solvent resistance, adhesion to a difficult substrate, resistance to permanent marker and ease of clean up. It is expected that both natural and accelerated weathering testing in progress will exhibit the same trend and provide similar or better gloss retention and nonyellowing over a long period of time.
Future Work
Daikin is investigating the development of other resins of this type, varying the parameters for crosslink density, Tg/MFFT and monomer type. These variations are necessary to match the types of applications a high-performance resin can provide to the industrial coatings market. In addition, several of the other commercial fluorinated materials manufactured by Daikin have been found to be synergistic to the solventborne resin. It is expected that many of these same additives will have a similar combined effect and increase specific properties of interest and need.
For more information on Daikin surface modification technologies, please visit www.daikin-america.com/surfacetechnologies.
Note: The views, opinions and technical analyses presented here are those of the authors. The use of specific raw materials indicates a preference related to performance in the specific coating, and in no way is any indication of affiliation with the supplier.
References
1www.g2mtlabs.com/?s=corrosion+costs
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


