Real-Time Characterization of Polymer Properties and Reaction Characteristics


Figure 1
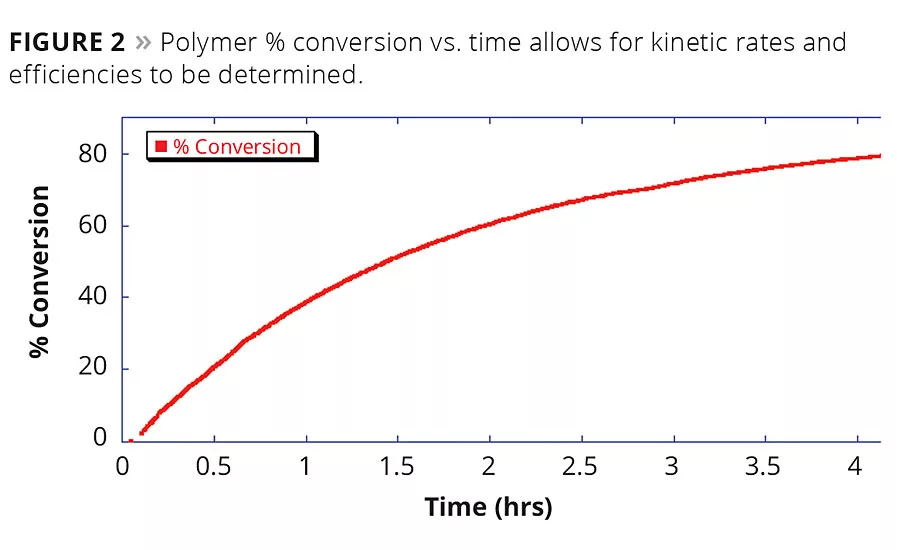
Figure 2
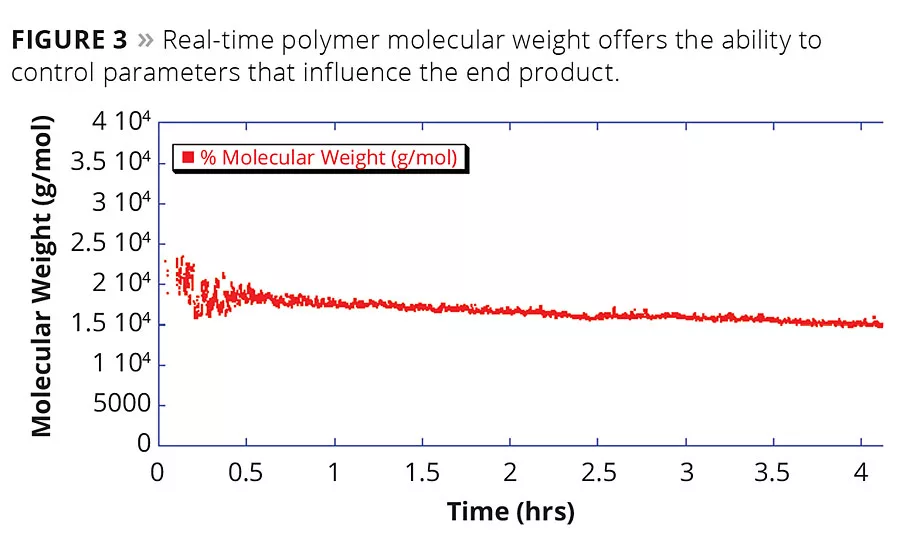
Figure 3

Figure 4
A new system has been developed that allows a clear understanding of all polymerization and end product polymer properties utilizing Automatic Continuous Online Monitoring of Polymerization Reactions (ACOMP). This technique was developed and has been in use in the research laboratories of Prof. Wayne Reed at Tulane University for nearly 20 years as a tool to study polymerization techniques such as free radical, controlled radical, solution, bulk and emulsion polymerizations. This technology has allowed researchers at Tulane to control polymerizations in real time, targeting specific desired polymer characteristics. It should be noted that this technique allows for real-time characterization of molecular weight, intrinsic viscosity, reaction kinetics, polymer conversion and residual monomer concentrations. Under appropriate conditions, co-monomer composition and molecular weight distribution can be determined by ACOMP without the use of chromatography. The correct mix of end properties is critical to performance in the chosen application, and real-time monitoring and control of these properties has long been of interest to many researchers and manufacturers in the field of developing polymers to be used as coatings, adhesives, building materials and many other specialty applications.
How ACOMP Works
The ACOMP Research Reactor Monitoring and Control system in this particular application is used to characterize the real-time evolution of weight average molecular weight and other properties for a free-radical homopolymerization of poly(methyl 2-methylpropenoate), more commonly known as poly(methyl methacrylate) (PMMA), in butyl acetate as solvent. This type of polymer and many of its derivatives are found in various coatings applications.
This system consists of two standalone components, the ACOMP enclosure and the Reactor Control and Instrumentation enclosure. The ACOMP enclosure can be provided independently and customized to attach to and monitor pre-existing systems (Figure 1).
The Reactor Control and Instrumentation enclosure houses a heater bath, two gas feed controllers and two feed pumps. These components allow for accurate control of the reactor temperature, precise feed of nitrogen, oxygen or other inert gasses, and a feed of up to two simultaneous liquid solutions, monomer, initiator, chain transfer agent or another component. All of the appropriate automation and controls for each of these components, including a human machine interface (HMI), is also housed in the reactor control cabinet. The reaction vessel is a 1.0 Liter hemispherical bottom reactor. A positive displacement pump is affixed to the bottom port of the reactor to circulate the reactor contents through a sampling loop from which a small stream of reactor contents is continuously extracted during the polymerization process.
The ACOMP enclosure houses all sample extraction and conditioning components as well as the detector train for appropriate monitoring of the polymer reaction. The detectors in this case are ultraviolet/visible spectrometer (UV/Vis) for direct measurement of monomer concentration, differential pressure transducer for intrinsic viscosity, multi-angle static light scattering for molecular weight and finally a differential refractometer for additional polymer concentration analysis. Other detectors such as conductivity, near-infrared and Fourier transform infrared may be added to the detector train as well. Again, all of the appropriate automation and controls for each of the components, including an HMI, are housed in the ACOMP enclosure.
The analysis of the ACOMP sample stream is quite similar to that of the typical technique of Size Exclusion Chromatography (SEC). There is one major difference, however; all ACOMP analysis takes place in real time without use of chromatography to separate the sample based on size exclusion. This method allows for a continuous and real-time characterization of the polymer. Additionally, since there is no delay between discrete samples as is the case with SEC, a more complete representation of kinetics can be determined. This very special feature of ACOMP analysis is what allows the user to not only measure the reaction kinetics better but quite literally predict and control reaction kinetics and polymer properties in real time.
After collecting a steady solvent baseline, the monomer baseline trigger is received either from the R&D ACOMP operator or the simulated plant control system to allow for reactor contents to be extracted at the rate appropriate for dilution and conditioning. The monomer baseline is typically collected for 30-40 min while the reactor is heated up to reaction temperature and purged with inert gas. Once the reactor is purged and the setpoint temperature is reached, the initiator trigger is received and the ACOMP analysis begins calculating monomer and polymer concentration, reduced viscosity and molecular weight. This process is automated for the industrial system to minimize operator interaction.
For this reaction, the reactor concentration was diluted 16 times in the conditioning stage prior to reaching the detectors. Dilution factors range from as little as 10 to over 1000 times depending on reactor concentration, estimated molecular weight and intrinsic viscosity to avoid saturating the detectors, interactions between polymer chains and fouling of some of the optical detectors. Dilution factors and flow rates are also taken into account to minimize any delay time from sampling to analysis. Typical delay times are from 1 to 5 min. This slight delay is continuous throughout the reaction i.e. the system collects data every second throughout the process, but it is observing reaction events 1 to 5 min prior to the measurement.
Analysis of the raw data by an integrated analysis package can automatically determine the polymer properties of interest; molecular weight and intrinsic viscosity. These polymer properties can be correlated to other polymer characteristics or rheological properties such as process viscosity, tensile strength, adhesiveness, coalescence, tacticity, fluid flow or leveling. These properties are of particular importance in coatings type applications because they impact durability and weatherability. ACOMP can also be used to determine co-monomer composition, crosslinking effects and chain transfer effects.
By monitoring the absorption of UV light for specific wavelengths throughout the polymerization process, the total amount of polymer concentration as well as polymer conversion can be determined. Figure 2 shows the polymer % conversion versus time, which can be interpreted to determine polymerization rates and efficiencies at different batch conditions with regard to polymerization temperature, initiator types and concentrations.
Interpretation of the light scattering signal in conjunction with the polymer concentration, as determined by the UV detector, leads to the molecular weight of the PMMA product as a function of time or polymer conversion. The representation in Figure 3 shows the expected decrease in absolute molecular weight as a function of time due to the free radical consumption of monomer throughout the polymerization process.
With regards to industrial processes, the ACOMP technology has been further refined from a research-scale R&D tool to an industrial process analyzer. In this application, the industrial ACOMP system is custom designed to address specific relevant process characteristics such as monomer residual concentration, polymerization completion and end-product quality parameters such as molecular weight and intrinsic viscosity. APMT’s first industrial ACOMP system has now been in service monitoring a batch specialty polymer process for over 18 months with an availability of over 97%. This availability is achieved by an array of over 100 self-monitoring sensors as well as corrective action procedures that engage in the event of any un-planned process event such as plugging and excessive pressure. In addition to monitoring the polymerization process, the real-time data is displayed to the process operators, system chemists and QC/QA managers through full integration into the plant’s distributed control system and historian. Additionally, the system is capable of sending automated reports on each production batch. This real-time data provides insight to eliminate failed reactions and off-spec product, reduce batch cycle time and reduce emissions. Figure 4 shows an image of APMT’s industrial ACOMP system in a NEMA 4x air purged enclosure that is rated for Class 1 Division 2 hazardous environments.
Conclusion
APMT developed the ACOMP Research Reactor Monitoring and Control system for the purpose of application engineering projects and is also developing ACOMP-derived molecular weight distributions (MWD) without chromatographic separation. This will provide MWD during reactions, including MWD for the final product. ACOMP can be used to complement offline GPC analysis, and can also integrate to send prepared samples directly to a GPC system. To date, the ACOMP technique has not only proven to be able to fully monitor research and industrial polymerization processes but has also proven the capability to automatically control polymerization reactions in real time to deliver a polymer that is ‘born characterized’.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






