Changing the Reactive Coatings Market with Graphite

batuhan toker, Creatas Video+ / Getty Images Plus, via Getty Images
The reactive coatings market has become an integral part of society. Chemists, engineers, and product designers have taken notice as consumers expect superior product performance and appreciate value-added features to ensure their safety
Fire-retardant coatings are delivering more protection from fire, as well as protection for the substrates they cover. NeoGraf Solutions’ GrafGuard® expandable graphite has been used as a reliable and high-performing intumescent material for flame-retardant applications for nearly 50 years.

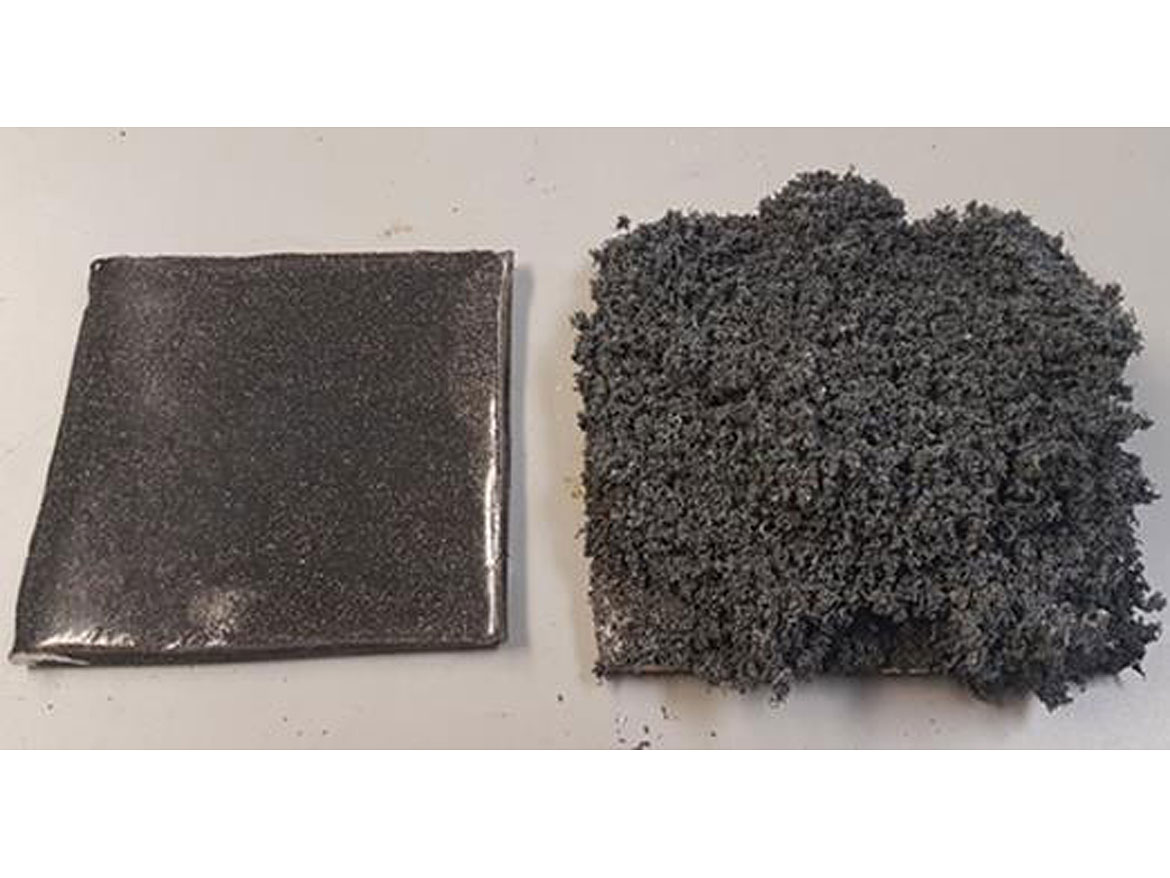
Fire-suppression coatings are very diverse and they vary based on application; from structural, steel support members, to engineered wood beams, to polymer water-supply tubing, to drop-down ceiling tiles. The substrates that need to be protected are as varied as the applications; therefore, the reactive coatings need to be compatible with many polymeric coating systems (Figure 1).
The result of these coatings is to maximize the safe exit time for the affected people in the path of a fire, while adhering to all the regulations and requirements of the geographical region. The reactive coatings can also reduce loss of property due to fire and smoke damage.
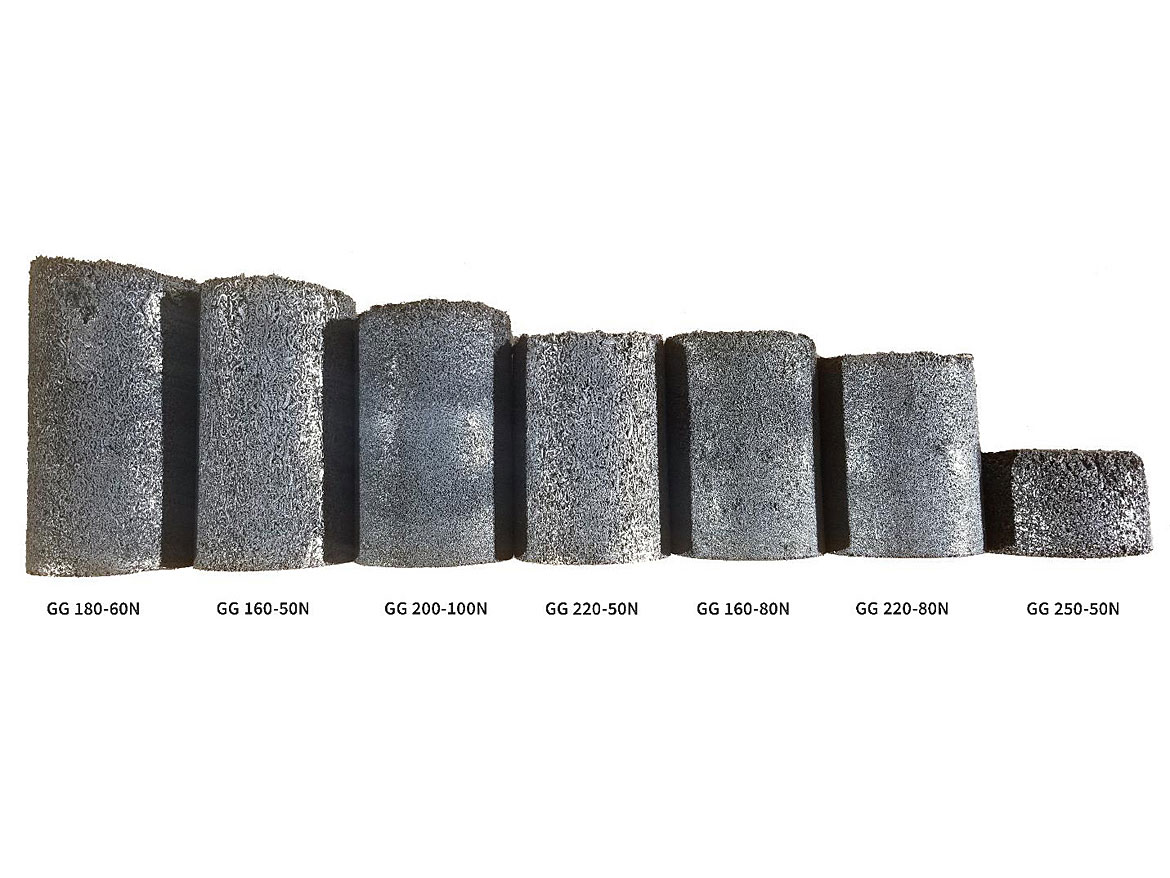
Reactive coatings are often a composite of materials that have very specific functions, individually, and provide improved functionality due to their synergistic interactions. Expandable graphite flakes can be used in multiple layers of the composite, or simply as the reactive substance in the fire protective layer (Figure 2).
The versatility of this material is attested by the various polymeric coating systems in which it has been incorporated. Nearly all existing premier coatings solutions have used this graphite-based intumescent coating including epoxies, latex, silicones, siloxanes, bitumen mixes, polyurethanes, and many hybrid structures as well.
Characteristics of Expandable Graphite
On-set temperature is defined as the temperature at which the graphite material begins to expand in an irreversible form. All aspects of processing including curing or post-curing of the coating must be considered when choosing the appropriate grade of materials for the application, to prevent expansion of the graphite flake during the processing. The on-set temperatures can be controlled from 160 °C to around 280 °C, depending upon the grade of the material. The on-set temperature is measured using a thermal mechanical analyzer with a neat sample. This on-set temperature will be different in the polymer matrix, as the pressure of the surrounding polymer may slow or delay the expansion of the flakes if the polymer is not soft enough to allow the materials to expand. In the case of a high glass-transition-temperature epoxy, flexible graphite products may build up pressure until the surrounding temperature reaches the glass-transition-temperature of the epoxy, then the flakes will expand forming the char layer.
The expansion volume of the GrafGuard grade is the primary distinguishing factor when it comes to the height and density of the char layer formed. The typical expansion volumes vary from grade to grade, but are well characterized at different expansion temperatures from 200 °C to 1,000 °C. It is important to note that bigger expansion may not always be better. While the larger expansion volumes dictate a higher amount of char, the density of the char may be very low and can be blown away if there is a high velocity wind at the surface. Figure 3 depicts the typical expansion volume for many of the grades of materials.
Flake size is the next specified feature of expandable graphite. In general, the larger the flake the more expansion can be expected. Flake size is an important characteristic to consider when making a coating since the flakes may be visible and possibly alter the texture of the coating.
Application techniques will also affect the texture of the coating by aligning the flakes to the substrate, allowing for the thinnest possible coating. The application method of the coating may also contribute to the decision of the grade of material. If the coating is applied by a roll-to-roll system, the particle size may not have an effect, but if the coating is being applied by a spraying system the particle size of the material is a critical parameter to observe. The particles must be small enough to fit through the final spray nozzle, as well as any filters inside the system. The particle sizes of the product grades are well known and can be compared with the orifice sizes of the equipment to be used.
Surface treatment of the flakes is used to make the flakes more miscible in the polymer system. Depending upon the system, the acidic active sites on the surface of the material may allow for ionic suspension of the flakes, while the same groups could cause the polymer to aggregate around the flakes, causing a non-homogeneous system. The flakes are typically neutralized to a pH of around seven but can be altered to have a lower or higher pH, depending upon the sensitivity and characteristics of the coating system.
How Expandable Graphite Works
Upon exposure to high temperatures, flexible graphite materials expand and form a graphite char that is more fire resistant than other carbon chars that are formed from typical chemical intumescent materials. A char layer is a protective layer that effectively shields the “fuel” from the fire. The fact that graphite does not burn also reduces the total amount of combustible material in the matrix. Expandable graphite contains no halogenated additives and is manufactured without hazardous heavy metals like lead or chromium, which may be found in other expandable graphite flakes.
Through a proprietary processing technique, GrafGuard materials are manufactured by placing an intercalant between the layers of the graphite flake. When exposed to elevated temperatures as low as 160 °C, the intercalant decomposes to a gas, which forcefully expands the graphite flake in the “Z” direction, separating the graphite layer planes apart and forming a highly effective char layer. This resulting char protects the reactive coated substrate from the heat of the fire and minimizes the smoke generated from the burning of the polymeric coating protecting the substrate.
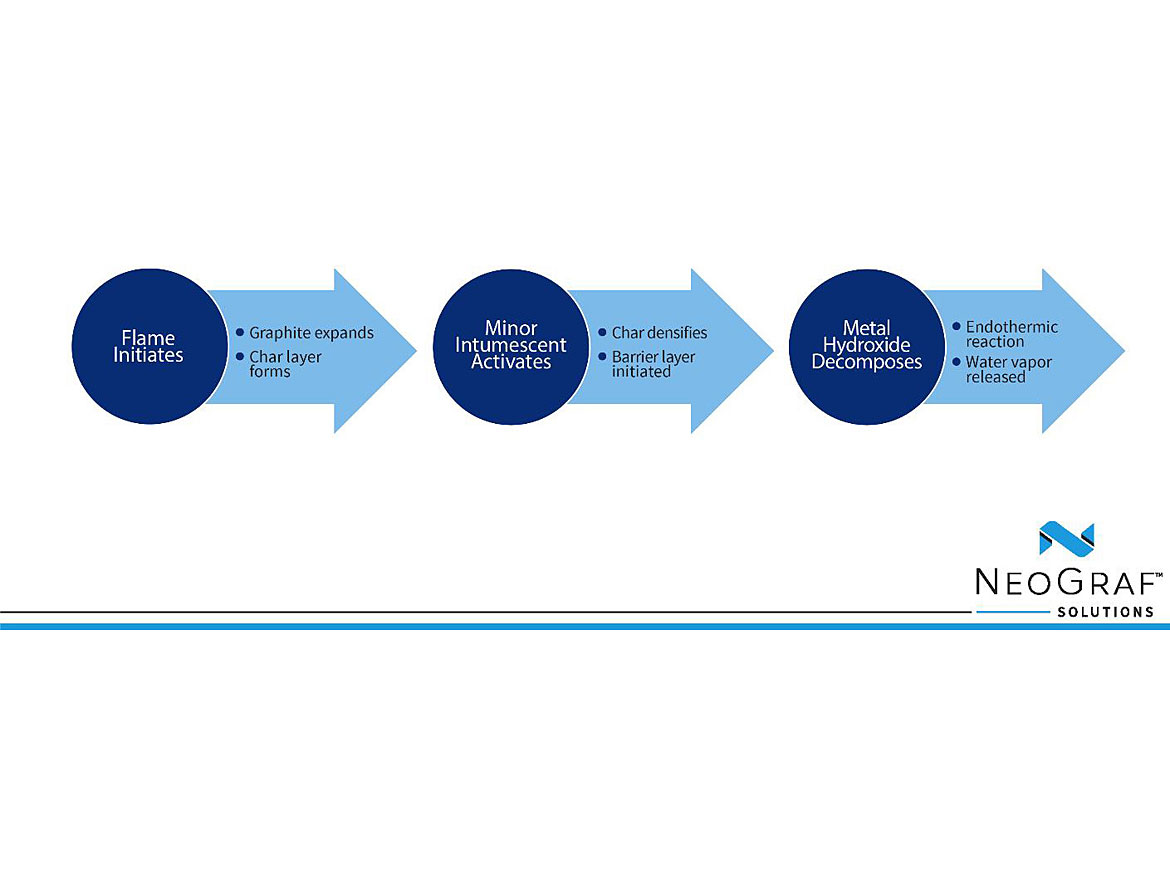
A typical fire protection reactive coating may consist of a single component or the coating may be more efficient with multiple different fire-retardant materials. The coating may have several layers of the different activated groups or be combined into one thicker homogenous layer with several different reactive materials acting synergistically. The synergistic effects of expandable graphite combined with metal hydroxides, minor intumescent materials, organophosphates, and char promoters have been observed. A minor intumescent is a material that expands utilizing a blowing agent and a carbon donor to generate a char layer, like ammonium polyphosphate, melamine polyphosphate, red phosphorous, and zinc borate. Using expandable graphite products synergistically with a minor intumescent will allow the formulator to greatly reduce or eliminate the blowing agents and carbon donor. The schematic in Figure 4 depicts the simplified actions of the reactive coating to the stimulus of a fire- or radiant-heat source.
Effective Use Of Expandable Graphite
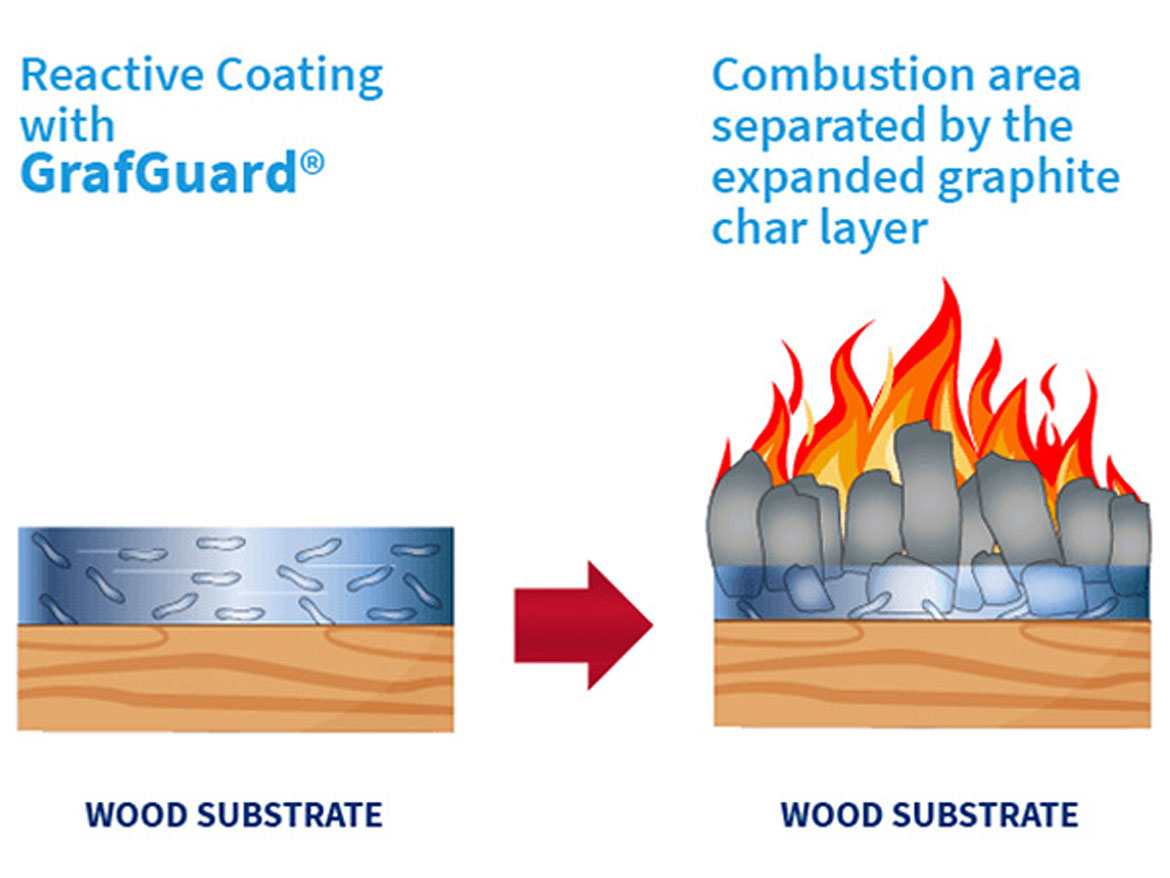
As a rough rule of thumb, it is recommended that the minimum thickness for the layer containing graphite materials to be around 200 μm. This is due to the fact that the graphite flakes have a nominal thickness of around 35 μm and, to be most effective, multiple flakes need to be incorporated into the graphite char layer that is formed. This will allow the expanded graphite to knit together as the char layer is formed and generate a barrier-effect that keeps the heat away from the rest of the system and the substrate being protected. Figure 5 depicts the char formation from the reactive coating containing expandable graphite.
The layering effect of the material as it is dispersed throughout the coating allows for self-repairing of the char layer as the expanded graphite sublimates off from the surface. As the heat penetrates deeper into the coating, the material that is heated to the on-set temperature expands, densifying the char, and continuing the protection of the substrate.
The breadth of applications for expandable graphite extends beyond coatings. It has been incorporated into polyurethane, latex (natural and synthetic), ethylene propylene diene monomer rubber, polystyrene, and high-impact polystyrene in the forms of sheets and molded foams.
In addition to film coatings, expandable graphite can be used in foam coatings, insulation foams, packaging foams, mastic adhesive materials, bituminous roofing and sealing products, epoxy adhesives, polypropylene, polyethylene (low, medium and high density), silicones, siloxanes, thermoplastic polyurethanes, and polyvinyl chloride. The higher on-set GrafGuard materials are now being incorporated into thermoplastic injection molded parts and thermoformed panels. The products may also be introduced directly into some building materials, such as oriented strand-board, particle board, sheet rock, and cement board.
NeoGraf Solutions has been manufacturing graphite and graphene products for over 140 years in Lakewood, Ohio USA. Today, the company’s high-performance products are used in a variety of demanding applications in a diverse array of industries. NeoGraf specializes in developing and manufacturing of high-quality natural and synthetic graphite sheets and powders used in the latest consumer electronic devices, building and construction materials, transportation, and sealing and gasketing. For more information, visit www.neograf.com or email dstuart@neograf.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






