Test Methods Used in Developing Technical Data Sheets
Fineness of Dispersion
Generally, the more finely a pigment is dispersed, the more efficiently it is used. Proper dispersion maximizes color strength, uniformity, gloss control and other properties of the finished paint. One method for measuring the degree of dispersion (or “fineness of grind”) is to draw the liquid coating down on a grind gauge, which has a calibrated tapered groove varying in depth typically from 4 to 0 mils. The most commonly used unit of measure is the Hegman unit, which varies from a rating of 0 (4 mils) to 8 (0 mils) in increments of 0.25 mils. The depth at which continuous groupings of particles or agglomerates protrude through the surface of the wet film is the fineness of grind. Higher readings indicate finer dispersion, which should be expected with semi-gloss and gloss paints. Fineness of dispersion is determined following procedures outlined in ASTM D 1210.The operation of this instrument is relatively simple, but can, at times, be difficult to evaluate or “read” properly. With the gage laying flat on a horizontal surface, wipe the face clean with a soft, lint-free cloth. Mix the paint sample, taking care not to incorporate air bubbles or foam. The paint sample is applied to the top (deepest) grove of the gage. Using both hands, hold a scraper firmly to the surface and draw the paint down the tapered groove of the gage evenly. As quickly as possible, view the face of the gage with light striking across it.
Viscosity
The viscosity or consistency of paint strongly influences various properties such as stability, ease of application, flow, leveling, sagging and uniformity. This section will provide brief descriptions of flow characteristics and a description of some of the common equipment used to test them.Newtonian viscosity is the behavior of an “ideal” liquid. Newtonian liquids show equalization between the shear stress and the shear rate. Graphically, this would appear as a straight line. Plastic flow is the property of a liquid that appears thick when at rest but thins when shear is applied. An initial force must be applied before this kind of liquid will begin to flow; the amount of the initial force is called the “yield value.” Liquids that become thinner immediately upon being sheared, but do not show a yield value, are described as having a pseudoplastic consistency. Liquids that show the yield value and thin out when sheared are said to be “thixotropic.”
There are external factors that must be considered when measuring the consistency of paint. Temperature is one of the most important. In general, liquids become thinner with increasing temperature. The most common temperature used when measuring viscosity is approximately 25°C. Samples taken from any unit of paint must be well mixed and representative of the homogeneous product. Failure to follow proper procedures for sampling will yield inconsistent and false results.
Viscosity can be determined using a variety of methods. This section will address the four most commonly used methods. Each is used to measure a different combination of rheological properties in paints
The most commonly used method determines low shear viscosity of paint using a Stormer viscometer following procedures outlined in ASTM D 562. The Stormer viscometer uses a small paddle that rotates through the paint. The resistance created by the paint is determined by varying the weight attached to the paddle until the paddle makes 100 revolutions in a period of 27-33 seconds. This unit of viscosity is expressed in Krebs units, or KUs. The higher the KU number, the more viscous the paint.
Paint products, such as varnishes and lacquers, that exhibit low viscosity use efflux cups such as Ford cups (ASTM D 1200) or Zahn cups (ASTM D 4212). A volume of the liquid under test is allowed to flow through an orifice of specified size or capillary tube of a standard width and length under its own pressure at a specified temperature. The Ford cup is a measuring device that is typical of the efflux type viscometers. This particular version was developed by the Ford Motor Co. for the measurement of automotive coatings. The cup is a simple cylinder with a conical bottom and a replaceable orifice. There are four standard sized orifices: #1, #2, #3 and #4. The cup is filled with paint while covering the orifice or hole at the bottom so that no paint leaks out. Paint is then allowed to flow freely from the cup and the time to empty the cup is measured. The viscosity is recorded in seconds and the specific cup used is reported. The Zahn cup is generally used on site to quickly measure the viscosity of enamel and lacquer coatings. When using the Zahn cup, the cup is dipped into the paint and then pulled out; the time to empty the cup is recorded is seconds.
The Brookfield viscometer, as shown in ASTM D 2314, is a torsion type viscometer, which employs an electric motor that can be adjusted to various speeds (in revolutions per minute), a torsion spring and a variety of spindles of various sizes and surface areas. The instrument can be set up to cover a range of shear rates and is used to determine viscosity directly in centipoises and is typically used to determine the thixotropic index of paint.
The ICI viscometer, as shown in ASTM D 4287, is a rotational type viscometer that is capable of using a small amount of paint to perform “high shear” testing. This is representative of the shearing conditions experienced by paint when used in brushing, rolling and spraying. This condition is commonly referred to as “brush drag” for the purposes of the paint industry. Most often, the apparatus uses a cone and plate or parallel plate design, where the top plate rotates or, where the bottom plate rotates.
 Credit: DL/Calcoast Labs Inc.
Credit: DL/Calcoast Labs Inc.
Color - What is color?
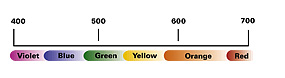
Color is the result of selective reflection, absorption or refraction of wavelength of visible light. What is referred to as “visible” light represents a short area of the electromagnetic spectra, between ultraviolet and infrared. The electromagnetic spectra is commonly measured in millimicrons (mm). Visible light ranges from the short, high energy violet at 400 mm to the longer, lower energy red at 700 mm. Wave lengths beyond this point are not readily perceived by the human eye.To assess color, many factors must be considered. The source of light can significantly affect the visual perception of color by supplying different intensities of differing wavelength between sources. For example, a color that was viewed under a fluorescent lamp, with a strong level of green, blue and violet spectra, would appear different when viewed under an incandescent light that was stronger in the orange/red area.
Variance in the surface or substrate texture can lead to visual color differences from those observed on a flat color chip. Any variations in gloss, such as two paints of the same color applied adjacent to each other but with slightly different gloss or sheen levels, will appear as different colors when viewed at different angles. The same applies to a single paint that has been applied to a porous area. Where the absorption is high, the paint will dry with a pigment rich surface compared to the surrounding areas. This area can look either darker or lighter from an angle (depending on the direction of the source light) or the same from directly in front with the source light from behind.
Color Measurement
Instruments such as color computers (spectrophotometers), which are used to evaluate and match colors, measure by using a source light/detector configuration that removes gloss as a factor. When viewed from 90º to the plane, two paints applied to a flat surface will appear as the same color. The gloss becomes a factor in the visual color at slight angles to the plane due to the absorption (flat finish) or specular reflection (glossy finish) of incident light.Where color is measured, two light sources are typically used. These are most often angled at 45º on opposite sides of a central receptor. The receptor is split up into individual detectors that are each responsive to a different primary color. This is often referred to as 0/45° geometry. Most color testing equipment employs this geometry to avoid the influence of gloss when measuring color.
 Credit: DL/Calcoast Labs Inc.
Credit: DL/Calcoast Labs Inc.Gloss - What is Gloss?
The gloss of a surface is described as the reflection of light from the surface that is independent of color. This is also known as the “objective gloss.” A single beam of light is deflected off the surface at a prescribed angle into a receptor, which measures the intensity of that light in gloss units.As gloss is a property of reflected light, it can influence the visual color of a surface when viewed from various angles. This is commonly seen where coatings, that have been tinted to the same color, but have different gloss levels, are applied on adjoining substrates. Viewing from a position directly perpendicular from the surfaces, with the light directly behind, will show the closest color. Moving to an angle away from the perpendicular will show a color difference. When coating surfaces have a 60º and 85º gloss, that are the same or very similar, the uniformity in appearance is apparent from all angles (see Figure 2).
Gloss Measurement
The testing equipment for the measurement of gloss is standardized by the use of specially produced, polished glass or ceramic tiles. ASTM method D 523 outlines the procedures for performing the test.The 20º gloss is used when the sample has a 60º gloss greater than 70, and the 85º gloss (sheen) is used if the 60º gloss is less than 30. The most common angle used in the coatings industry is 60º from the perpendicular (or 40º above the plane). It is used to break up the basic divisions of gloss for the coatings industry. Sheen is for the most part, used to describe the low angle (85º from the perpendicular or 5º above the plane) gloss of a surface. Steep angles, such as 20º, are most often used for surfaces with a “high gloss,” such as automotive, aerospace and OEM finishes.
The gloss level of a coating is affected by surface roughness. In coatings, the protrusion of pigment particles through the resin or binder layer causes the diffraction of the light and a dullness is visible. As gloss is a property of reflected light, it can influence the visual color of a surface when viewed from various angles. This is commonly seen when coatings that have been tinted to the same color but have different gloss levels are applied on adjoining substrates. Viewing from a position directly perpendicular from the surfaces, with the light directly behind, will show the closest color. Moving to an angle away from the perpendicular or moving the light source will show a color difference that is caused by the difference in gloss.
Hiding
Hiding power is a crucial coating characteristic and it is typically measured using either of the following methods. ASTM D 344, is a procedure where the paint is brushed out uniformly at a specific spreading rate over a black and white hiding power chart, dried, and compared to a standard or competitive product that has been applied similarly. In this procedure, hiding is reported as being equal, superior or inferior to a control. Another term used to express hiding is contrast ratio, which is the ratio of reflectance over the black surface divided by the reflectance over the white surface. Visually, a coating having a contrast ratio of 0.98 or higher is considered to have complete hiding, as the eye can not distinguish the differences at this level.A more precise measurement of hiding can be obtained using ASTM D 2805. In this test, a product is applied at various known thicknesses to a black and white panel and the reflectance is determined. By determining paint density, volatile and nonvolatile content and contrast ratios on a series of drawdowns, one can obtain a fairly accurate measurement of hiding power. In this method, the hiding power is expressed as spreading rate in square feet per gallon required for the paint to achieve a contrast ratio of 0.98.
The next article in this series will discuss various physical properties of dried paint films and how they are determined.
For more information on test methods, contact Thomas J. Sliva, Technical Director of DL/Calcoast Labs Inc., 116 E. 16th St., New York, NY 10003; phone 212/777.4445; fax 212/505.8419; e-mail dllabs@aol.com; Thomas R. Fairley, Technical Director, Calcoast Labs Canada, 15532 104A Avenue, Surrey, BC V3R1R4, Canada; phone and fax 604/585.4668; e-mail trf@netcom.ca; Timothy S. Brooke, ASTM, 100 Barr Harbor Drive, PO Box C700, West Conshohocken, PA 19428-2959; phone 610/832.9729; e-mail tbrook@astm.org.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




