UV-Curable Polyurethane Acrylate Dispersions Compared to 100%-Solids

The use of waterborne UV-polyurethane dispersions (UV PUDs) has been growing in the areas of wood furniture, kitchen cabinets and automotive products. Typically supplied at 30-40% solids, these UV PUDs are used to formulate sprayable coatings that produce low(er) dry coat weights than can be achieved with 100%-solids UV coatings at room temperature.
Performance properties have been determined using model formulations based on UV PUDs and standard oligomers diluted with butyl acetate. Mechanical properties and chemical resistance of UV PUDs are similar or better than those obtained with standard oligomers, with the additional benefit of physical drying that leads to a tack-free film before UV cure while minimizing VOC generation.

Introduction
The increased use of waterborne UV-curable coatings is due to improved product performance, ease of handling and application benefits, and an ever-increasing awareness and concern for the environment. Correspondingly, there is an increasing interest in comparing the performance characteristics of waterborne UV-curable resins to those obtained with standard, 100%-solids UV-curable materials.Although the benefits of high line speed associated with UV curing are reduced when waterborne UV-curable coatings are employed (water evaporation becomes the slow step in the process), use of these materials is increasing due to other characteristics that cannot be easily obtained with standard UV-curable systems. Some of the advantages of waterborne UV-curable coatings include:1,4,6-8
- the absence of low-molecular-weight monomers, thus reducing the irritability of the formulation and eliminating their detrimental effect on the properties of the cured coating;
- thickness control without VOC emission, an important feature in spray applications;
- ease of design of low-gloss coatings, requiring lower levels of matting agents; and
- physical drying of the coating, allowing handling and light sanding before UV cure.
Table 1 presents the properties of the products. UCECOAT® 7772, 7849 and 7631 are aliphatic PUDs that give a tack-free film after water evaporation and prior to UV cure. Cured films based on UCECOAT 7772 are characterized by high surface hardness as well as stain and chemical resistance; 7849 imparts flexibility while maintaining stain and chemical resistance; and 7631 has been designed for exterior applications and is characterized by superior weatherability combined with good mechanical properties and chemical resistance.
UCECOAT 7177 is characterized by good substrate and pigment wetting properties. Cured coatings based on this oligomer show surface hardness with high stain and chemical resistance. The film produced after water evaporation is not tack-free before UV cure.
EBECRYL® 4827 is an aromatic urethane acrylate that imparts high flexibility. EBECRYL 284 and 4833 are aliphatic urethane acrylates with good scratch and abrasion resistance, and they are commonly used in flooring applications.

Experimental Procedures
Coatings prepared for testing contained 34% resin and 2% ADDITOL® HDMAP as a photoinitiator, the balance being water in the case of UV PUDs and butyl acetate for the 100%-solids UV curable resins.Formulations were applied with a #10 drawdown bar on transparent vinyl, cold roll steel panels, unlacquered opacity charts and wood veneer (maple and oak). Butyl acetate or water was evaporated at 65 ºC for 10 minutes, and the sample was cured with a Fusion brand EPIQ 6000 unit using two H lamps operated at 600 watt/inch. Typical energy density employed was 1 J/cm2. Thickness of the cured coating was 0.3 mil, measured with a Gardco brand Minitest 100N gauge.
Adhesion to the substrates was determined by the cross hatch method using 3M’s 610 Scotch® brand tape, gloss at 20º and 60º with BYK Gardner’s micro-TRI-gloss meter and color coordinates with a BYK Gardner Color Guide. Pencil hardness was measured on steel panels using Staedler’s Mars 780 pencil set, flexibility with a conical mandrel, and reverse impact resistance with a BYK Gardner brand impact tester using a 2-lb weight.

Stain resistance was determined by placing a drop of staining material on the surface of the cured coating, covering with watch glass to prevent evaporation, and allowing to stand for 24 hours prior to inspection (1 hour for mustard). After removing the staining material, the surface was inspected visually. A more quantitative measure was obtained for mustard and coffee by determining the CIE L*a*b* color coordinates with BYK Gardner’s Color Guide spectrophotometer.
Tensile properties were measured on free films with an Instron brand 4467 tester. Free films were prepared by applying the formulations on polyester films using 5 mil spacers. Butyl acetate and water was evaporated at room temperature for 24 hours, after which the samples were placed at 65 ºC for 48 hours prior to curing and processing.
Results and Discussion
All coatings had excellent adhesion to vinyl, maple and oak and good adhesion to steel and unlacquered opacity charts. Pencil hardness was between 4H and 6H, and all coatings showed good flexibility and impact resistance.Table 2 shows results for MEK resistance, Taber scratch and abrasion resistance of the cured films. The aromatic urethane acrylate shows the poorest performance properties of the series, whereas MEK and scratch resistance of the UV PUDs are higher than those obtained with the standard aliphatic urethane acrylates.
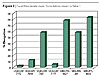
The lower abrasion resistance observed for the UV PUDs is attributed to lower resiliency of these resins. As Figures 1 and 2 show, the UV PUDs show similar tensile strength to the ALUAs but significantly lower elongation. The result is lower film toughness and reduced abrasion resistance.
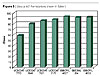

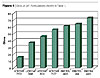
Figure 5 shows the change in the CIE b* coordinate and allows a better visualization of the differences in stain resistance between the UV PUDs and standard UV-curable materials. It should be noted that a change of less than 1 unit in the CIE b* coordinate is virtually undetectable by the naked eye.
The UV PUDs evaluated in this study displayed equal or better performance properties than the selected aliphatic urethanes, especially in the area of stain resistance, and better performance characteristics than the aromatic urethane.
In overall visual appearance, the UV PUDs exhibited lower gloss than the 100%-solid UV systems, especially at 20º. This low-gloss characteristic is an asset for product lines requiring low sheen while minimizing the level of flattening agents.

Conclusions
The UV PUDs evaluated in this work showed similar or better performance properties than the standard UV-curable urethane acrylates. The viscosity of the coating can be adjusted with water, and the thickness of the cured coating can be easily controlled without VOCs or HAPs emission, all of which are important characteristics in spray applications such as for kitchen cabinets.For more information, visit www.cytec.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

