Designing, Formulating and Measuring Coatings for Optimum Rheology
The rheological needs of most coatings can be grouped according to the shear rate of the particular phenomenon. Shear rate is a measure of the severity of a coating’s flow during the process of interest, with that severity being a ratio of the speed of the flow to the thickness of the film. Thus, the shear rate of the processes range from very low for pigment settling (very low velocity and very thick film) to very high for brush drag (thin film under the brush and rapid movement). Shear rate is expressed in units of reciprocal seconds (sec-1), with values ranging from as low as 0.001 sec-1 for pigment settling to 10,000 sec-1 or greater for brushing and spraying. By characterizing the coating’s rheology as a function of shear rate, a few simple measurements can provide good direction to the design of the optimum rheology package. Because an instrumental measurement is typically much quicker, easier and more objective than a real-world test, pushing this testing to later in the development cycle will save time and money.
|
| Figure 1 Click to enlarge |
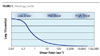
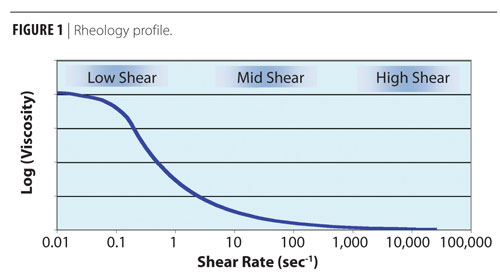
Virtually all coatings exhibit a non-Newtonian rheology profile, meaning that their viscosity is not the same at all shear rates. Typically, waterborne coatings exhibit shear-thinning behavior, i.e., they have lower viscosity at higher shear rates. However, this decrease in viscosity is not permanent. They are only thinner while the shear rate is high. When the shear rate is again low, the coating again exhibits a higher viscosity. To characterize the degree of this shear-thinning profile, it is useful to divide the shear rate spectrum into three regions; low-, mid- and high-shear (Figure 1). From such a three-point characterization, useful assessments can be made of whether a given change in rheology package will increase or decrease the performance of the coating in various rheological attributes, such as sag resistance and brush drag.
Developing a Rheology Profile
In thinking about the design of a coating’s rheology, it is necessary to first determine the critical application properties, (e.g., high sag resistance and low brush drag), and then consider the shear rate of those processes, so that the right portion of the rheology vs. shear rate profile is optimized. In addition, because the viscosity of a coating is affected by the temperature, it is also important to measure the viscosity at temperatures reflective of those under which the coating will be used. Hence, temperature control during testing, both instrumental and lab, can be critical.
Fortunately, there is a wide range of rheology modifier products on the market and so it is almost always possible to achieve the desired rheology. The challenge is doing so quickly and efficiently. Typical coating properties that are controlled by the rheology are in-can appearance, brush or roller loading, film build, sag resistance, brush drag, spatter resistance, and pigment settling, to name just a few. In order to be efficient at creating the right rheological profile for a coating, it is necessary to have quick, lab-based methods for predicting the performance properties just mentioned.
Thickeners
During the development of a coating’s rheology profile, the formulator chooses from a large variety of available thickener choices. These vary by both their chemical type as well as their rheological effect on the coating. The three most-common chemical types are cellulosic thickeners, hydrophobically modified alkali swellable emulsions, often referred to as HASE, and the non-ionic PEG-based products, often referred to as HEUR. The cellulosics, such as CELLOSIZE hydroxyethylcellulose products, have the longest history of use. They are broadly applicable and still widely used for lower-sheen coatings. Two types of synthetic thickeners have been developed during the past 30 years to improve upon the performance of the cellulosics. The first of these is the hydrophobically modified alkali-swellable emulsion, or HASE, products, a common example of which is ACRYSOL TT-935 rheology modifier from Dow Coating Materials. This type of chemistry offers excellent efficiency and the benefits of a liquid product form. The second major type of synthetic product is the hydrophobically modified ethylene oxide urethanes, or HEUR, exemplified by ACRYSOL RM-845 rheology modifier. This type of chemistry maximizes flow and leveling, as well as gloss.
Within these chemical classes, each manufacturer has developed a range of products, from those having a relatively flat viscosity vs. shear rate profile, often referred to as ICI-builders or Newtonian thickeners, to those that impart steeply shear-thinning rheology, often referred to as low-shear builders. A typical coating uses a combination of two to three thickeners to achieve a rheological profile delivering the performance necessary for a particular coating over the entire shear rate range. The formulator’s task is to determine which combination of products best meets these needs.
Measuring Viscosity
Low-shear processes include pigment settling, brush and roller loading, in-can appearance, flow and leveling, and sag resistance. The low-shear viscosity of a coating can be measured with a low-speed rotational viscometer such as a Brookfield DV-II+ Pro and a Small Sample Adapter; shear rates as low as 0.1 sec-1 can be achieved. In order to adjust the low-shear viscosity of a coating, products that offer a steeply shear-thinning profile, such as ACRYSOL RM-12W, are added to the formulation.

|
| Figure 2 Click to enlarge |
Phenomena such as brush drag, roller slip and back pressure in spray applications are examples of high-shear processes. In order to measure the viscosity at high shear rates, the viscosity measurement must be taken while a thin film of the coating is being subjected to fast deformation. An easy-to-use instrument for this measurement is the Brookfield CAP2000 (Figure 2). This instrument is configurable for speeds of 5 rpm to 1000 rpm and low-temperature (5 °C - 75 °C) or high-temperature (50 °C - 235 °C) capability. A cone is selected to provide the correct film thickness. When used at a given rotational speed, the combination delivers the desired shear rate. A common shear rate value used for characterizing architectural coatings is 10,000 sec-1, this being representative of the condition under a brush. The viscosity values for typical coatings range from approximately 0.5 to 2.0 poise. To adjust the high-shear viscosity to the value needed for a particular formulation, rheology products such as ACRYSOL RM-5000 deliver viscosity even at high shear rates because they are specifically designed to offer a low degree of shear thinning. Proper selection of type and level of such products will allow the formulator to achieve the desired properties.
Mid-shear processes include stirring, some types of pumping, and pouring. While these properties are typically not critical to a coating’s performance and thus may not be critical to its development, the mid-shear viscosity is still a common quality control measurement during manufacture. The mid-shear viscosity is particularly useful for QC because most common rheology modifiers have some degree of effect on the viscosity in the mid-shear range, thus making the KU measurement a good indicator of whether the correct type and level of thickeners were added during manufacture. A common instrument used in the coatings industry for measuring mid-shear is the Brookfield KU-2 (Figure 3). This instrument is based on the historical Stormer method of testing coatings. A paddle-type spindle is spun in a paint can at 200 rpm, and the resulting viscosity is reported in Krebs units, abbreviated KU. Architectural paints typically have mid-shear viscosities between 90 and 120 Krebs units, although the range of values extends from 50 to 140 KU.
In summary, the rheological expectations on today’s coatings are very high, but with the proper approach and measurements, those expectations can be met.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






{kind=link}
{kind=link}