Durable, Multi-Purpose Protective Coatings






This paper was presented at the 2012 American Coatings Conference in Indianapolis.
Coating durability is critical regardless of the end use or substrate type. This article reports on the performance results of acrylated monomers and oligomers when subjected to typical end-use tests designed to measure the flexibility and adhesion characteristics of coatings. Oligomers having adhesion-promoting properties were tested alone or in combination with monomeric acid functional adhesion promoters to determine the best type of oligomer to use for a given substrate. Also, the correct level of addition of the adhesion promoters was determined to obtain optimum performance. Corrosion and yellowing resistance were also explored as it relates to oligomer chemical structure.
Experimental
An application area is emerging that entails the use of radiation-curable components. These materials are applied to a variety of metal surfaces to act as protective coatings for exterior use. The usual standards of scratch and abrasion resistance are required. But the task is made more difficult as these coatings are required to adhere when applied to a variety of metal substrates having differing surface property characteristics that can have a negative effect on adhesion. In addition, if these coatings are used for exterior applications, not only is good adhesion required, but a high degree of moisture and weathering resistance is needed to withstand harsh environmental conditions.
A group of proprietary products has been developed to meet these difficult standards. These products can best be described as high-molecular-weight functional acrylic oligomers that have an adhesion promoter reacted into the backbone. The oligomers are di-functional, and for best adhesion results should comprise from 30-50% of the final composition. For discussion purposes these are called adhesion-promoting oligomers, or APOs. Table 1 provides a list of these components.
Application and Cure Conditions
The conditions selected represent those that are commonly used for industrial applications. Ideally the film thickness should be kept to a minimum in the interest of cost, but at the same time be thick enough that the performance properties are not compromised. This is attained at the nominal film thicknesses listed in Table 2. In addition, the curing conditions cited are fairly common for these applications as a thin clear is applied, negating the need for special fill bulbs. The radiometer type and results attained are also reported to avoid any variance in conditions that would affect film performance, thus ensuring consistency of the end-use test results. Table 2 also describes the application cure conditions.
Formulation Selection
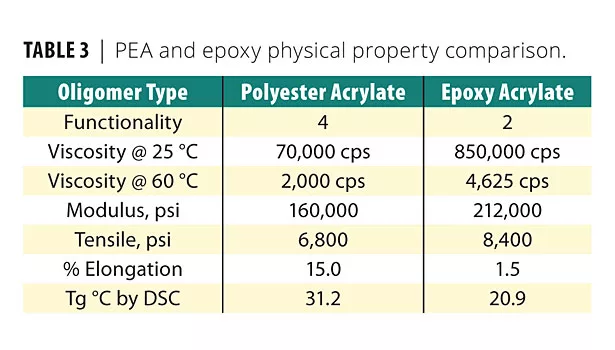
Bisphenol A (BPA) is a chemical building block used primarily to make epoxy resins. Bisphenol A epoxy diacrylate has been the workhorse oligomer of the coatings industry for many years because of its exceptional combination of toughness, adhesion and chemical resistance. However, oligomers having this backbone structure are very high in viscosity, become brittle when cured and yellow quite badly when used for exterior applications. Oligomers that offer easier handling and improved weathering resistance are polyester acrylates (PEAs). Table 3 offers a comparison of physical properties between a PEA and an epoxy.
PEAs offer these benefits over an epoxy:
• Faster cure; tetra functional as compared to di-functional.
• Greater ease of handling, as the PEA viscosity is dramatically lower.
• Greater formulation latitude is also observed, as more of the PEA can be used in the final formulation without adversely effecting viscosity.
• PEAs are as tough as epoxies, with better flexibility.
• PEAs offer better yellowing resistance than BPA-based oligomers.
Formulation Used
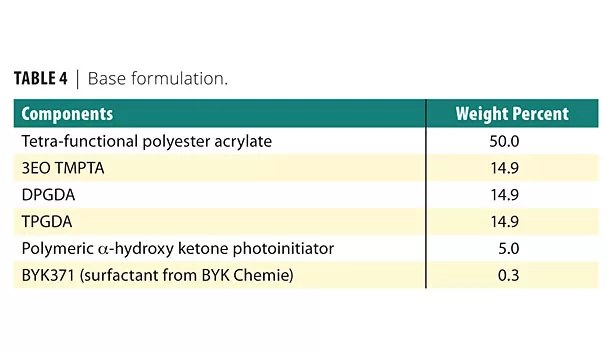
For the obvious benefits cited, a PEA was selected as the major component for this formulation. The monomers selected for this study consisted of tripropylene glycol diacrylate (TPGDA), dipropylene glycol diacrylate DPGDA), and 3-mole ethoxylated trimethylolpropane triacrylate (3EO TMPTA). TPGDA was selected as a low-volatility and low-viscosity monomer that is commonly used for cost reasons in free radical polymerization. DPGDA is also an economical reactive monomer that can replace hexanediol diacrylate (HDDA). It has good viscosity-reducing properties and is more user-friendly, having a Primary Irritation Index (PII) of 2 compared to 5 for HDDA. Ethoxylated TMPTA was also selected for its low skin irritancy, but it offers the added benefits of higher crosslinking and enhanced surface cure. The photoinitiator used for these formulations is a polymeric a-hydroxyl phenyl ketone blended with 2-hydroxy-2 methyl-1-phenyl-1-propanone. The surfactant was used to ensure proper wetting of the substrate. The viscosity of the base formulation is 300 cps @ 25 °C. Details of this formulation are listed in Table 4.
Substrates and End-Use Testing
All metal test panels were obtained from Q-Panel. Prior to coating, the panels were washed with solvent (MEK) to remove surface contamination. Substrates that are commonly used and thus selected for testing include aluminum (Alum.), tin- plated steel (TPS) and cold rolled steel (CRS).
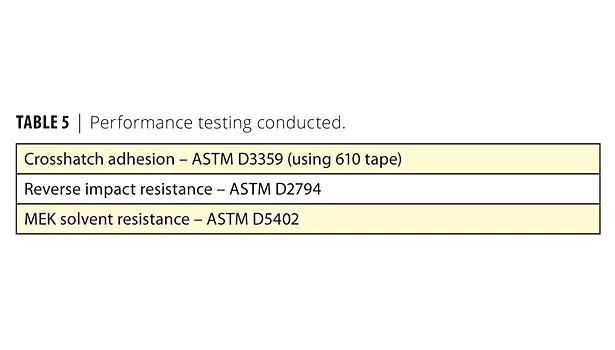
The tests conducted on cured films are listed in Table 5. Crosshatch adhesion was selected, as it relates the ability of a given coating to adhere to a substrate. Reverse impact is interesting as it relates not only to adhesion but coating flexibility and provides an indication of the forming capabilities. MEK resistance gives a quick indication of how well the coating is cured. ASTM numbers are referenced in Table 5.
Adhesion-Promoting Oligomers (APOs)
APOs can be described as high-Mw acrylate-functional acrylics with viscosity ranging from 3,000 cps to 8,000 cps @ 60 °C. The APOs contain adhesion-promoting materials that are reacted into the backbone of the oligomer structure. Unlike many adhesion promoters, APOs are not acid functional; therefore, they are not moisture sensitive and can be used in formulations with amine synergists. APOs are not to be used as additives but should comprise from 30-50% of the final formulation. Table 6 lists the physical properties of the APOs tested. The reader may note that APO 20 has a Gardner color of 4 while APOs 21 and 22 have APHA colors of 34 and 70 respectively.
Adhesion Testing
Each oligomer was added to the base formulation at 10, 20 and 30% levels. Once thoroughly mixed, the coatings were applied onto each metal substrate and cured as prescribed. Upon curing, the test panels were allowed to equilibrate at room temperature for one hour before crosshatch tape adhesion testing. The “Control” formulation contained no adhesion promoter.
The trend is consistent with each APO. As the concentration of APO increases, the adhesion improves. The results also indicate the aluminum is relatively easy to adhere to. Adhesion to CRS is more difficult and adhesion to TPS is the most difficult. Figure 1 details the test results. Optimum level of addition for good adhesion is 20%-30%, depending on the substrate. MEK resistance was excellent in every case resulting in greater than 200 cycles.
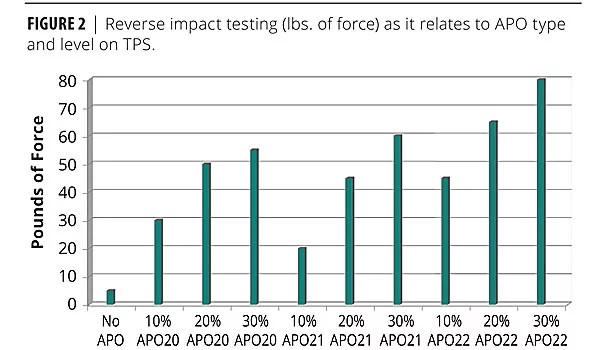
Reverse Impact Testing
In addition to adhesion, the ability of the coating to withstand the rigors of processing is critical. Adhesion to flat stock is relatively easy. However, coated metal sheets may ultimately be shaped, for example, into a can body, can end or closure for a plastic or glass container. Reverse impact testing is a viable method to predict forming performance after cure. Figure 2 relates the results. In this case testing was only conducted on the most difficult substrate to adhere to – TPS. The trend is clear; as the APO level increases, so does the reverse impact
Moisture Resistance Testing
Another important requirement for direct to metal (DTM) coating applications is the ability of the coating to maintain its properties when exposed to water. This exposure may occur during the processing phase of packaging or in outdoor use. The coating must maintain adhesion, while exhibiting no signs of softening or surface erosion. Table 7 illustrates the formulations used for this testing.
In this case the APOs were tested in combination with a urethane acrylate oligomer and an acid functional monomer, AFM53. The APO used was either APO 20 or APO 22 at 20 and 30 percent levels of addition. The “Control” was formulation A, containing no APO. Each coating was applied to cold rolled steel (CRS) at a film thickness of 12 microns and cured as earlier described.
Upon curing, adhesion was tested initially and after 1 h and 2 h submersion of the test panels in water at 100 °C. When APO 20 was added at the 30% level, adhesion immediately after cure and after 1 h in 100 °C water was excellent. After 2 h the adhesion dropped to 75%. APO 22 provided better adhesion overall and excellent adhesion after 2 h submersion in 100 °C water. The “Control” formulation with no APO had only 20% adhesion initially and no adhesion after water exposure (Figure 3).
QUV Testing
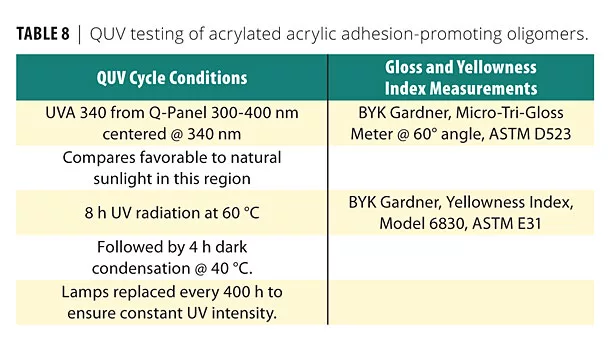
Accelerated weathering is another excellent test of how well a formulation or an individual component will resist moisture degradation. In this case the “neat” oligomers were placed in a QUV test chamber. The cured panels were tested immediately after cure and at 100-h intervals out to 500 h QUV exposure. The yellowness index (YI) and gloss retention were recorded. The YI measures the degradation of the coating upon exposure to sunlight, while gloss retention measures the material’s resistance to micro-cracking (heat and light effects) or surface erosion related to moisture exposure. Table 8 details the cycling conditions for the QUV test chamber, along with specifications for the measuring devices used and the test methods employed.
QUV Test Panel Preparation
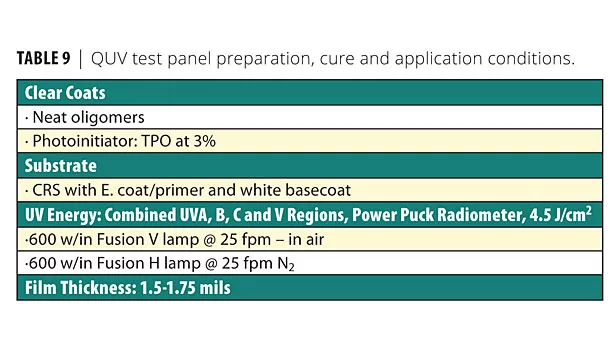
This testing differs from the previous conditions outlined, as the individual components are tested alone not as additives to the base formulation. This will give a better indication of how the “neat” oligomer performs. To enhance the ability to measure the YI, the oligomer containing only a photoinitiator (PI) was applied to a white base-coated panel at a film thickness of 1.5-1.75 mils. The curing conditions were also altered to better match the wavelength absorbency characteristics of the PI (Table 9).
QUV test results illustrated in Figure 4 show that the APOs, in terms of yellowing resistance, perform very well when compared to the “control” urethane acrylate (UA). This UA has in fact passed 5 years Florida exposure, inland south facing at a 5° angle.
Conclusions/Observations
Adhesion-Promoting Oligomers
The APOs work best when they are the major component or one of the main components of a formulation. Testing has demonstrated that the APO should comprise between 20 to 30% of the formulation. They offer the following benefits:
• Improved moisture resistance, as demonstrated by the water submersion test, resulting in 100% crosshatch adhesion and in QUV exposure they offer comparable yellowing resistance to that of an aliphatic urethane acrylate that has passed 5 years exposure in Florida.
• Improved formability, as demonstrated by higher reverse impact values on TPS.
• No amine sensitivity, as with the acid-containing adhesion promoters.
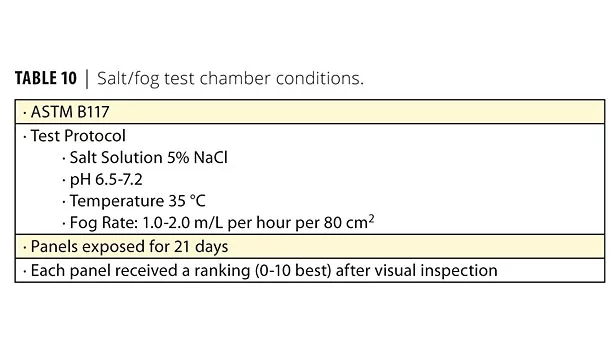
Salt/Fog Testing
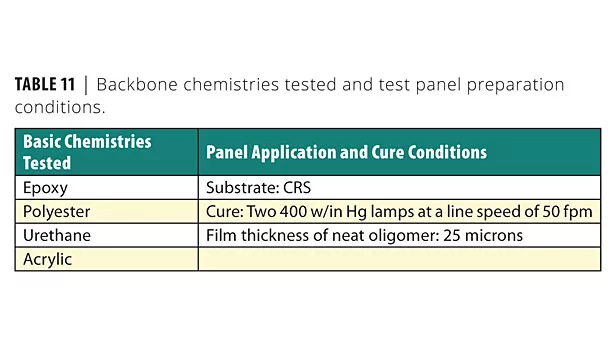
In addition to accelerated weathering (QUV Testing) several different types of chemistry were tested for corrosion resistance according to ASTM B117. The ASTM test conditions are listed in Table 10, while Table 11 describes how the test panels were prepared and the oligomer types tested.
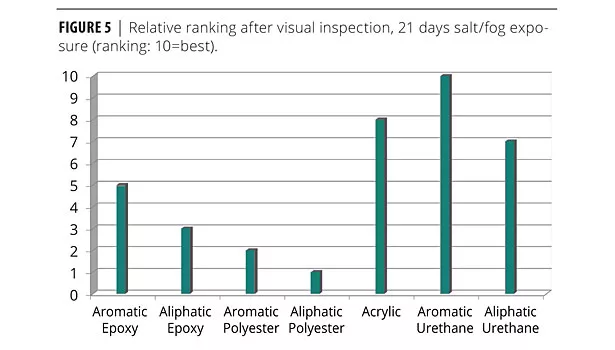
After 21 days of exposure the panels were inspected and given a relative ranking based on their ability to prevent corrosion of cold rolled steel (CRS test panels). Figure 5 provides a relative ranking of the various oligomer structures that were tested.
Corrosion Resistance
While still in the early stages of this investigation some basic trends are noted as related to corrosion resistance:
• Oligomers having an aromatic backbone structure resist corrosion better than those that are aliphatic.
• Polyester acrylate oligomers perform very badly regardless of backbone structure and should be avoided when corrosion resistance is the primary goal.
• Urethane acrylate (UA) oligomers yield the best overall resistance to corrosion, with the aromatic UA outperforming the aliphatic UA.
• Acrylics are nearly as good as UAs in terms of resisting corrosion.
For more information, visit www.sartomer.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






