Rapid Emissions Profiling of Paints and Coated Surfaces
New Rapid Sampling Techniques can Help Transform Materials Testing

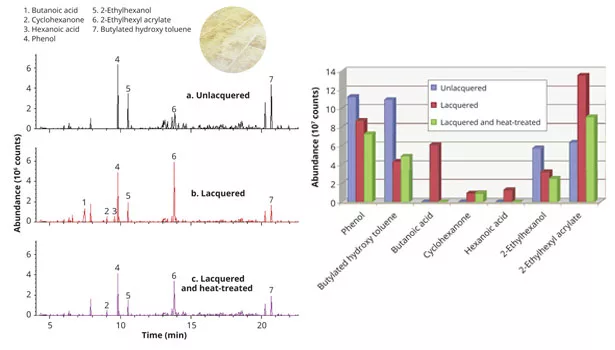
Left: Analysis of VOC emissions from three types of flooring tiles (a-c) at 40 ºC using a micro-chamber system (Markes International) and TD-GC/MS.
Right: Comparison of the abundance of seven key components.
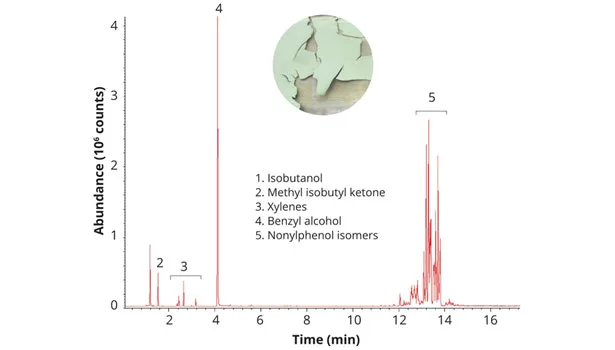
Analysis of VOC emissions from a sample of dry paint at 220 ºC using direct desorption and TD-GC/MS
Over the last two decades, increased awareness of chemical emissions has driven a raft of regulations in many countries. Manufacturers, especially those in the coatings industry, are now acutely aware of the need to ensure that their products comply with these regulations. This article explains the challenges and how new rapid sampling techniques can help transform materials testing from a burden into something that can open up new ways for manufacturers to enhance their products.
Regulation Rise
VOC emission is increasingly subject to regulation in many countries. This, in conjunction with rising consumer awareness of the health risks from exposure to chemical emissions indoors, is driving demand for improved assessment and labeling of products.
New construction product regulations have already affected similar industry sectors such as flooring, furniture, wood-based products, and insulation materials as well as toys, domestic goods and cleaning products. However, whereas previous VOC regulations on coatings have concentrated on the content of VOCs within formulations, new regulations are focusing more on the determination of VOC emissions from the paint once it is applied.
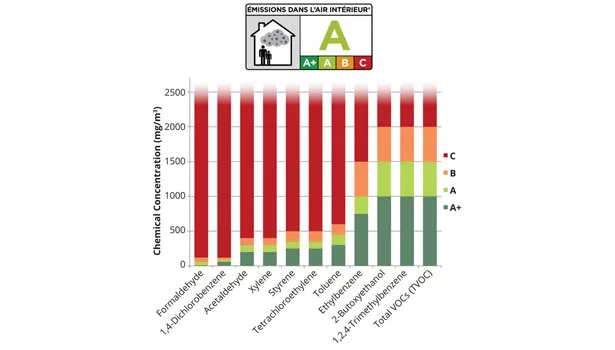
An example of the new style of regulation is the mandatory labeling of construction products and decorative materials (including paints) that was introduced by the French government in 2010. This has been in force since January 2012 for new products, but from September 1, 2013, it will also apply to products that are already on the market.
This label classifies emissions from a material according to the amount of 10 key chemicals that are released into a 0.1-1 m3 chamber over a period of 28 days (Figure 1). More hazardous chemicals such as formaldehyde have relatively strict criteria, whereas chemicals of lower concern have less-stringent limits. A criterion is also included for total VOCs (TVOC), so that overall VOC emissions are taken into account – this is crucial given that the regulation covers such a wide range of products and materials, with their corresponding variety of chemicals. The final label used is the one that applies to the lowest-graded individual chemical.
Predating the emission labelling scheme discussed above is a more wide-ranging regulation that covers all materials used in France. This specifies that certain additional chemicals (known as CMR substances – those that are carcinogenic, mutagenic or toxic for reproduction) must have an air concentration less than or equal to 1 µg/m³. These compounds, namely trichloroethene, benzene, bis(2-ethylhexyl) phthalate and dibutyl phthalate, are not covered by the emission labeling scheme, but are tested for in the same way, using the ISO 16000 series of methods.
While France has led the way in developing regulations of this kind, that test the emissions from materials rather than their chemical content, the rest of Europe and subsequently the United States are likely to follow suit. This is because although ‘content-based’ regulations are important, they do not permit an understanding of what happens in real-world situations – especially how the amounts of each chemical released into indoor air vary with time after application. Mandatory testing of indoor materials in a range of product categories is, therefore, expected to be applied to coatings in the coming years, a trend that is already apparent in the involvement of ISO and ASTM committees in the preparation of new relevant methods.
ISO 16000 Series Methods
The series of methods defined by ISO 16000 covers every aspect of indoor air monitoring, and has come to be widely regarded as the gold standard for indoor air analysis.
For coatings, the relevant method is ISO 16000-9, which stipulates that samples are tested by first applying them to a substrate, usually a glass plate. This is then placed inside a test chamber (100-1000 L capacity), and a controlled flow of gas applied with a relative humidity of 50% and a temperature of 23 °C. A sample of air is taken after 3 days, to represent a room being re-occupied after application of the coating, and also to detect carcinogens and any particularly high initial VOC emissions. Another sample is taken at 28 days, and is intended to be representative of long-term, ‘real-world’ emissions.
The sample is gathered by drawing the vapors from the chamber onto a so-called ‘sorbent tube’. These tubes contain adsorbent material that traps VOCs of a specific volatility range. These tubes are then analyzed by thermal desorption-gas chromatography-mass spectrometry (TD-GC/MS) according to ISO 16000-6. From this information, the amount of each compound on the tube can be determined, and its original concentration in the air ascertained.
The Need for Rapid Emissions Profiling
The increase in mandatory and voluntary methods for determining VOC emissions from paints means that there is rising demand from industrial laboratories for sampling methods that allow chemical emissions to be assessed as part of routine quality control and during product development.
However, the test methods used in certification laboratories (such as those described above) are time-consuming and expensive, with small chambers costing in the region of €1 M. Fortunately though, quicker, less-expensive techniques have been developed to solve this issue and enable manufacturers to develop and evaluate low-emission, high-value materials, and, therefore, compete in the expanding market for ‘green’ products.
Two of the most versatile sampling methods are direct desorption and micro-chamber sampling. Both are used in conjunction with TD-GC/MS, which is widely used by analytical laboratories, as well as being specified in a number of regulations.
Direct desorption involves placing a sample into a glass tube and passing a flow of heated air over it, which then passes directly into the analytical TD-GC/MS system. This has the advantage of being simple, but because the sample area/volume is not controlled, emission rates cannot be determined. It is nevertheless ideal for carrying out quick product comparison or for initial investigation into a new material.
Micro-chambers work on the same fundamental principle as the larger chambers that are defined in the ISO methods, and consequently give results that can be correlated with them. However, they are much smaller (just a few centimeters across) and have a higher temperature range, meaning that they can be used to provide rapid and meaningful emission screening results. They are therefore useful to screen materials to determine if they will pass the relevant regulations, but also have value for a range of other applications. The principles behind micro-chambers and the reasons why they’re useful are outlined below in more detail.
How Micro-Chamber Testing Works
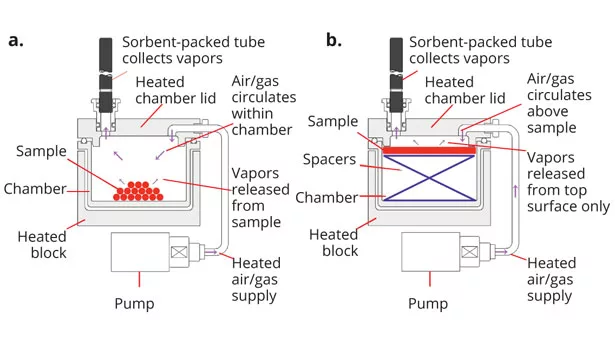
Micro-chamber systems such as those shown in Figure 2 can be used either to determine chemical emissions from bulk samples, or for testing surface emissions. Equilibrating and sampling typically takes 30-60 min, and can give results that can be used to predict the outcome of the 28-day ISO methods.
For bulk emissions testing, gram quantities of the test sample are weighed into the bottom of each micro-chamber (Figure 3a). Sample ‘boats’ can be used to avoid contamination of the inside of the micro-chamber.
For surface emissions testing of flat materials, a circular piece of the sample is cut out and raised within the chamber using spacers, until the collar projecting down from the lid comes into contact with the sample’s surface (Figure 3b). This ensures that the surface area is precisely defined, and prevents emissions from the sides and rear of the sample interfering with the results.
Surface emission tests are of particular relevance to the coatings industry, as they allow a so-called ‘specific emission rate’ (in µg per m2 per hour) to be determined. Such values can be reliably correlated with those from longer-term certification methods.
The micro-chambers are held at room (or elevated) temperature under a flow of pure air or nitrogen, with the vapors released from the sample being trapped on sorbent tubes. A constant flow of gas is maintained through each micro-chamber whether or not a sorbent tube is attached, and no pumps or additional mass flow control equipment is required.
Sample Analysis by TD-GC/MS
Once sampled, the sorbent tubes are analyzed off-line, allowing a fresh set of samples to be introduced to the micro-chamber while analysis of the previous set continues. Off-line operation also allows tubes to be analyzed by third-party laboratories.
Analysis is usually carried out by thermal desorption (TD) in conjunction with GC-MS or GC-flame ionization detection (FID), but systems combining TD with process MS or ‘e-nose’ detectors may also be applicable in some cases.
Thermal desorption – essentially a sample-concentration technique for gas chromatography – is especially valuable for analyzing emissions from materials because it is specifically designed to enhance the detection of low chemical concentrations. As employed in material emissions using micro-chambers, it involves heating the sorbent tubes in a flow of inert gas, so that retained compounds are released. These are then concentrated on a second sorbent trap, which itself is heated to transfer the chemicals to the GC column. This two-stage process allows concentration enhancement of several orders of magnitude to be achieved, greatly facilitating the detection of trace-level compounds.
Additional Advantages of Micro-Chamber Testing
Part of the reason for the rapid turnaround time of micro-chamber systems is their short equilibration time. With any type of chamber method, equilibration is typically needed before sampling starts, to allow any surface-adsorbed solvent to be released from the sample. This period – typically three days – ensures that the VOC measurements are representative of a real-life scenario. However, when using micro-chambers for surface emission testing, the small gas volume above the sample surface and the high air exchange rate (1000-2000 changes per hour) mean that the time required to establish equilibrium is reduced to just 15-30 minutes.
Formaldehyde is an emission compound frequently encountered due to its use in resins. However, it is not usually analyzed by TD-GC/MS because it is so reactive and prone to hydrolysis, thus making it very difficult to store in its free state. Fortunately, micro-chambers are compatible with measuring formaldehyde emission, with most reference methods specifying the use of sampling cartridges impregnated with dinitrophenylhydrazine (DNPH), rather than sorbent tubes. DNPH reacts with formaldehyde to form a more stable derivative, which is then analyzed by solvent extraction and HPLC.
A final, but important, advantage of micro-chamber systems is the ability to test at elevated temperatures. In the case of emission testing from coatings, it is a good idea to use moderate temperatures (30-60 °C) to boost sensitivity and compensate for the relatively small sample size. This optimizes the correlation with results using the ISO methods, which, although longer, are performed at ambient temperature.
Examples of Rapid Emission Profiling
The following examples demonstrate the applicability of rapid emission profiling techniques such as direct desorption and micro-chambers, across a range of sample types.
-
Assessing the effect of lacquering on emissions from flooring tiles (Figure 4)
Chemical emissions were determined for three samples of flooring tiles that had identical formulation but were subjected to different coatings and treatments:- Unlacquered;
- Lacquered as normal (including a heat treatment cycle);
- Lacquered as above, but with an extra heat treatment cycle.
The chromatograms for the three samples are broadly similar, but display some differences in the levels of certain compounds, which could be of importance for product development. The amounts of seven of these compounds are compared in the bar chart.
The lacquering process was shown to reduce emissions of phenol and 2-ethylhexanol by a small amount and, although the levels reduced further with another cycle of heat treatment, they did not fall as much as expected. Lacquering also reduced the emission of butylated hydroxy toluene, but surprisingly this effect was partly reversed by the heat treatment.
Finally, although the lacquer was found to be entirely responsible for the emission of odorous butanoic acid, these emissions were completely eliminated by the additional cycle of heat treatment. This type of data is invaluable to manufacturers who want to comply with ongoing pressure to reduce chemical emission from their products, either to comply with regulations or to use the information to promote their products as being ‘low-emission’. -
Residual volatiles in dry paint (Figure 5)
In this example, volatiles were extracted from a sample of dried paint at 220 °C with the high temperature ensuring that all the residual volatiles were extracted. Direct desorption was used to extract the volatiles in this particular case, although equivalent results could easily be obtained using a micro-chamber system – indeed, greater sensitivity could be achieved due to the ability to analyze a larger sample. -
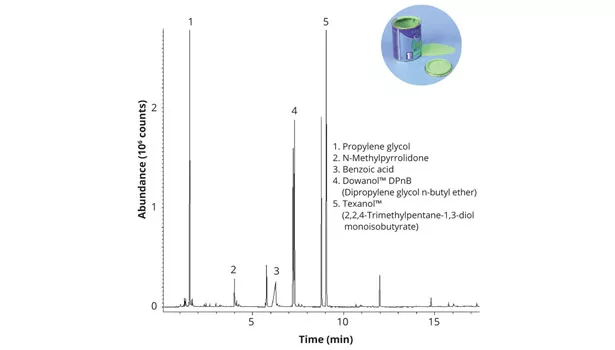
Wet paint emission (Figure 6)
A similar process to that described above was performed on a sample of wet water-based paint. Note the presence of N-methylpyrrolidone, a solvating agent that is suspected to have significant environmental and human health impacts.
Conclusions
Micro-chambers and direct desorption provide a versatile technology for in-house emission sampling from a variety of materials encountered in the coatings industry. As well as the rapid sampling, a wide range of compounds can be assessed, from low-boiling solvents to semi-volatile additives.
Information obtained using micro-chamber systems has a range of uses that extend beyond the testing of prototype products. Knowing the identities and amounts of chemicals emitted from products can be valuable, for example, in screening source materials, performing routine checks of product quality, and analyzing the effect of different product formulations – including those of competitors.
Regulations and increased consumer pressure have already had a considerable effect in terms of reducing chemical emissions from coatings. Upcoming regulations are set to increase this pressure further, fuelling the need for continued research into minimizing use of potentially hazardous chemicals and additives.
Micro-chamber technologies, in conjunction with TD-GC/MS, represent a powerful and convenient approach to in-house product emission testing, at the same time keeping to a minimum the number of third-party emissions tests needed as part of formal product certification. They are therefore valuable for any manufacturer keen to develop low-emission products and pursue new business opportunities in this competitive field.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



