Innovative Waterborne Acrylics
for Industrial Wood Coatings

Credit: Alberdingk Boley Inc.
Credit: Alberdingk Boley Inc.

Credit: Alberdingk Boley Inc.
Credit: Alberdingk Boley Inc.
Credit: Alberdingk Boley Inc.
Credit: Alberdingk Boley Inc.
Credit: Alberdingk Boley Inc.
Credit: Alberdingk Boley Inc.
Industrial wood coatings encompass several market areas, including furniture, kitchen cabinets, building products and decorative coatings. Requirements for these markets largely depend on the field of application. Exterior performance is focused on high durability and protection against humidity, while interior coatings require properties such as scratch, chemical and abrasion resistance.
One of the largest sectors of the interior market is the furniture industry. Several resin technologies, including solventborne (SB), waterborne (WB), UV polyurethane dispersions (PUDs) and self-crosslinking acrylics, are used in this market. When deciding which technology to use, it is important to consider several criteria, including processing, performance, aesthetics, VOCs and cost. Figure 1 compares the advantages and disadvantages of each technology.
The dominant technology used in North America is solventborne, including nitrocellulose (NC) and acid-cure conversion varnish. These coatings have many benefits including fast dry time, very high gloss and enhanced wood appearance. They are also very economical and can be easily applied by spraying, rolling, curtain coat and dipping. However, a significant disadvantage of using these materials is the high level of VOCs and hazardous air pollutants (HAPs), and the limited varnish pot life. Due to increasing regulations for lower VOC and formaldehyde emissions, environmentally friendly coatings are now in demand.1 This shift has opened the door to waterborne technologies, including UV PUDs and self-crosslinking acrylics.
UV PUDs are increasingly gaining acceptance as a replacement for solventborne resins since they have very low emissions. They offer high-end performance with minimal process issues. Since UV PUDs are high-molecular-weight polymers, the crosslink density of the cured networks compared to 100% solids systems is lower, limiting shrinkage after cure and resulting in excellent adhesion to most substrates. They inherently yield good mechanical performance due to having hard urethane and urea domains, which can have hydrogen bonding, coupled with softer domains that come from the choice of raw material building blocks such as the polyols. Some of the challenges with using WB UV are related to processing. It is essential that water is completely released prior to cure, and consideration to factors such as humidity must be taken into account to minimize production of defective parts due to incomplete drying. Additionally, the cost of this technology is higher compared to SB.
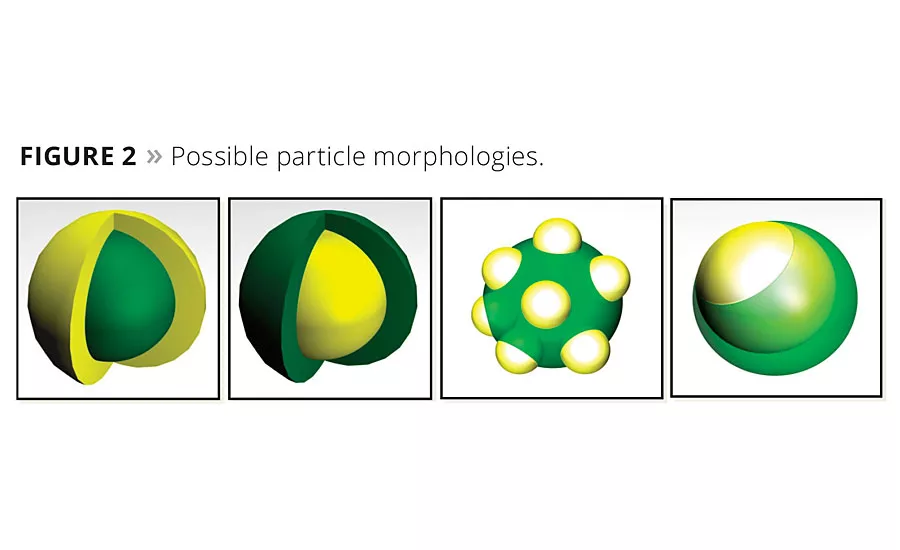
Self-crosslinking acrylic dispersions are also included among WB resin technologies. Overall, they have good durability and can be formulated into high-performance coatings with a low coalescent demand due to phase-separated morphologies in the polymer particles. Several types of morphologies can be achieved depending on the polymerization strategy that is applied, which also influences film properties such as block resistance (Figure 2). These materials can also be blended with WB UV resins to offer a more economical formulation while maintaining excellent performance. Areas of concern include the presence of surfactants, which are required for the colloidal stabilization of the polymer particles. Such components can migrate to film surfaces, imparting water sensitivity into the film, or may lead to foaming issues during formulation. Regarding aesthetics, acrylics also are not especially noted for enhancing the appearance of the wood substrate and most often lack wet clarity. While WB acrylics are higher solids compared to SB/NC lacquer, they generally do not produce a smooth haptic feel.
In this article a new self-crosslinking acrylic, -Alberdingk® AC 3630, is introduced and its performance for KCMA and furniture coatings is reviewed and compared to traditional self-crosslinking acrylics and SB finishes, specifically a commercial conversion varnish. Features of AC 3630 include outstanding wet clarity, good wood tone, high stain resistance, fast dry time, low grain raising and excellent film build on porous substrates. This product also has low surfactant content compared to traditional emulsions, resulting in low-foaming formulations and good water resistance.
Experimental
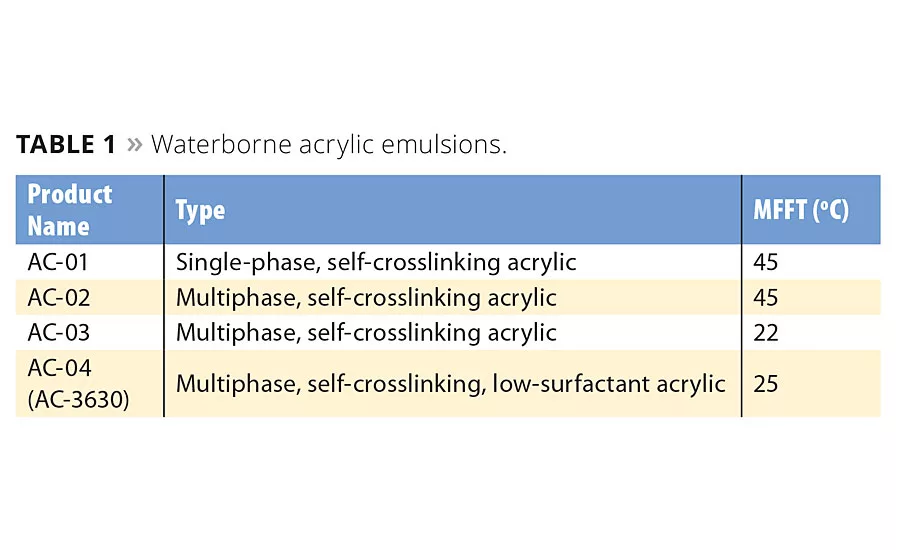
Table 1 summarizes the properties of the acrylic emulsions included in this study. Both single and multiphase products were included in this evaluation with varying MFFT ranges from approx. 20-45 °C. Resins were formulated for industrial wood applications according to the Kitchen Cabinet Manufacturers Association (KCMA)2 and individual furniture manufacturer’s specifications at VOCs <200 g/L. All formulations were adjusted to be equal in solids and included standard additives such as defoamer, wax additives, leveling agent and rheology modifier. A commercial conversion varnish was evaluated in this study as well. Total VOC content is 550 g/L minus exempt solvent.
Coated wood panels were prepared following the four steps outlined below:
- Sprayed approximately 4-5 wet mils of coating on cherry veneer panels.
- Air dried for 15 min.
- Force dried for 15 min at 50 °C and allowed to cool for 15 min.
- Panels were sanded with 320 stearated and Superfine Sanding sponge, and the process repeated for a second coat.
Selected KCMA and Furniture Test Methods
Chemical/Stain Resistance: Apply enough chemical/stain to create a 0.25- to 0.5-inch-diameter spot on the test panel. Cover with watch glass. Wait 16-20 h. Remove chemical/stain and wash the surface of the panel with water. Rate each chemical/stain on a scale of 0 to 5, with 0 being complete destruction of the film and 5 being no effect on the film. Chemicals used were: vinegar, lemon juice, orange juice, grape juice, ketchup, coffee, olive oil, 1% detergent solution, mustard, water.
Detergent and Water Resistance (edge soak): Prepare a 0.5% detergent solution (Dawn) and soak a #8 cellulose sponge. Place a coated panel on the sponge for 24 h and note any film failures. A passing grade shows no blistering, whitening or appreciable discoloration.
Scrape Adhesion:Cut 4X7-inch piece from each test panel. Test adhesion with a BYK Balanced Beam Scrape Adhesion and Mar Tester with 5000 grams of weight using the loop stylus. Rate on a scale of 0 to 5, with 0 being complete removal of the film and 5 being no effect on the film.
Ball Point Pen Indentation: Cut 4X7-inch piece from each test panel. Test for ball point pen indentation with a BYK Balanced Beam Scrape Adhesion and Mar Tester with 300 grams of weight using the small pen #5785. Wait 1 h before evaluating the panel. Rate on a pass/fail scale. Any indentation that can be seen from a distance of 24 inches is considered a failure.
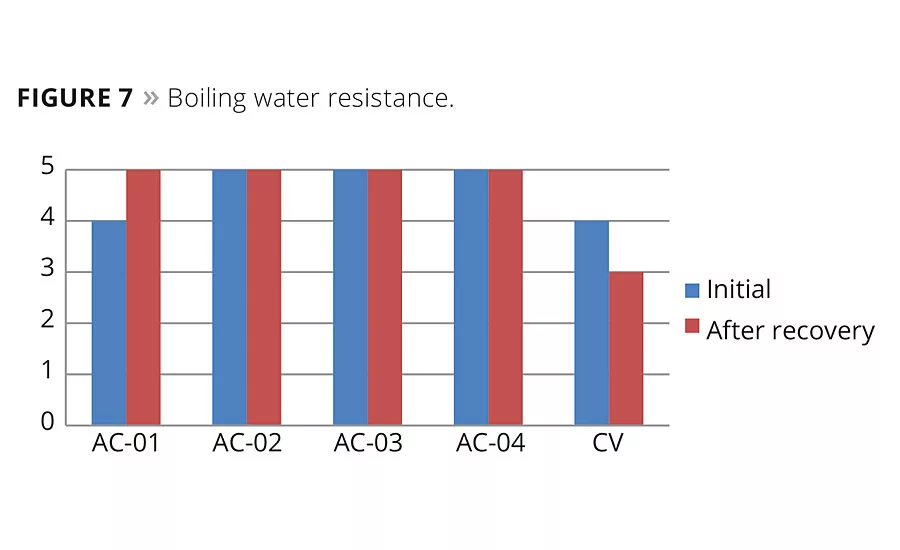
Boiling Water Resistance: Apply 10 mL boiling water to the test panel. Place a ceramic coffee cup full of boiling water on top of the 10 mL of water. Wait 1 h. Remove the cup and wipe with paper towel. Wait 24 h. Evaluate for whitening.
Scotch-Brite™ Scratch Resistance:Make a 3 mil draw down on a Form 3B-H Leneta card. Air dry for 10 min then force dry for 10 min at 50 °C. Wait 14 days before testing. Record the gloss (60º) of the coating. Apply a 2-inch square from a green Scotch-Brite Scrub Pad. Place a 200-gram weight on the pad. Slide the pad back and forth across the surface of the coating for 10 double rubs. Remove the pad and record the gloss. Report % gloss lost.
Koënig Pendulum Hardness: Make a 150-micron draw down on a glass panel. Air dry for 10 min then force dry for 10 min at 50 °C. Measure Koënig hardness after 7 days.
Results and Discussion
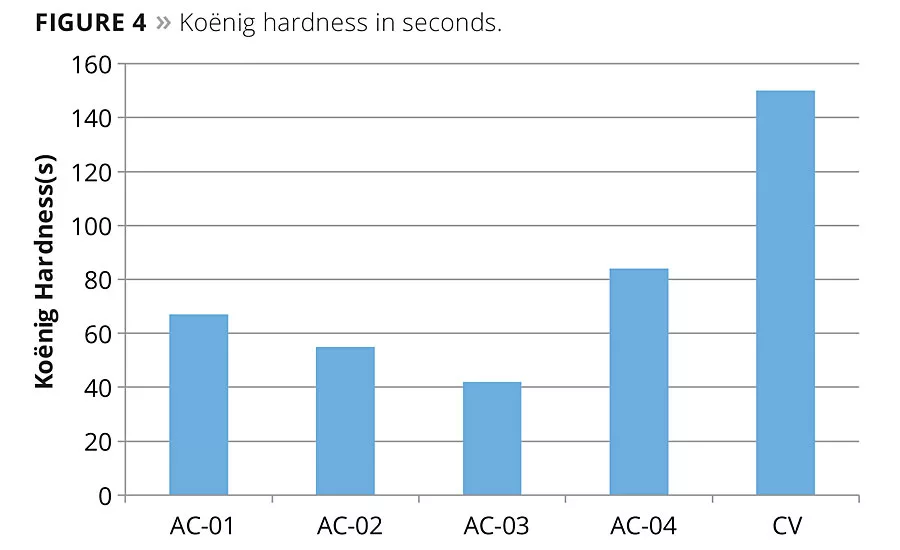
As mentioned previously, one of the predominant choices for solvent-based coatings for industrial wood applications is conversion varnishes. Conversion varnishes are blends of oil-based alkyds, urea formaldehyde and melamine. They use a strong acid catalyst such as p-toluene sulfonic acid, resulting in a pot life of 24 to 48 h. Conversion varnishes show very good performance on industrial wood, however, they have very high VOCs, and formaldehyde is listed as a carcinogen. A traditional conversion varnish was compared to waterborne self-crosslinking acrylic emulsions. Panels sprayed with conversion varnish showed excellent wet clarity, fast drying time, and good wood tone and surface wetting. Among the acrylics, only AC 3630 had similar clarity, imparted good wood tone, and showed excellent hold-out and build on the substrate. In fact, the in-can clarity of AC 3630 was significantly better compared to the other acrylics as evidenced by the lower turbidity of the pure emulsion (Figure 3). It was also observed to have minimal grain raising on the wood surface as compared to the other acrylics. All of the coatings showed good fingernail mar resistance. Surface hardness was also measured with a Koënig tester after seven days. All of the acrylics were much softer compared to the conversion varnish (<100 s), but AC 3630 was the hardest among the group (Figure 4). Despite this difference, acrylic-coated parts would meet the blocking performance requirements in an industrial environment.
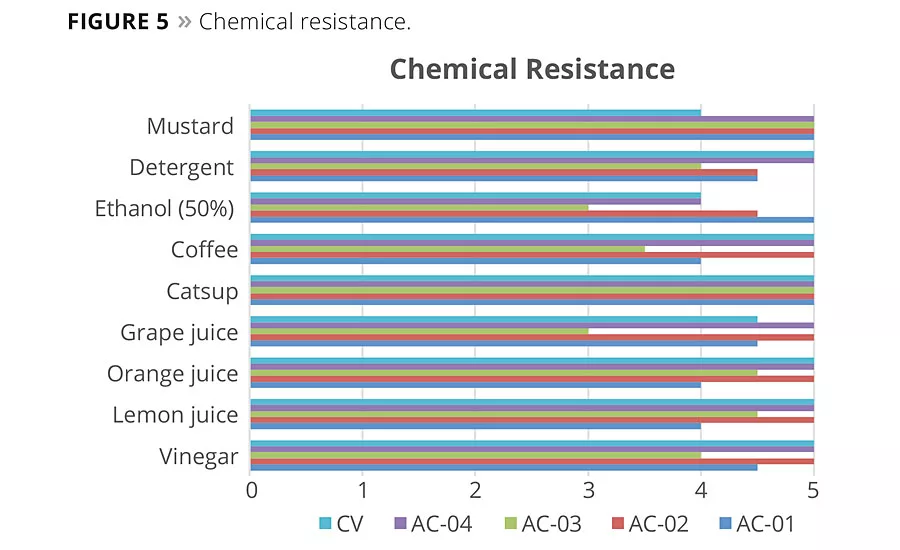
Chemical resistance was tested according to the KCMA standard (Figure 5). All of the coatings had good performance, with the exception of AC-03, which was inferior for grape juice, coffee and ethanol (50%). The edge soak test was also evaluated, and all of the coatings except AC-01 passed with favorable results. This test simulates a detergent-soaked dish cloth laid across a vertical cabinet door. Careful selection of an acrylic must be considered since surfactants can impart water sensitivity into the film. Thus, it is a great benefit to use materials that contain low amounts of surfactants.
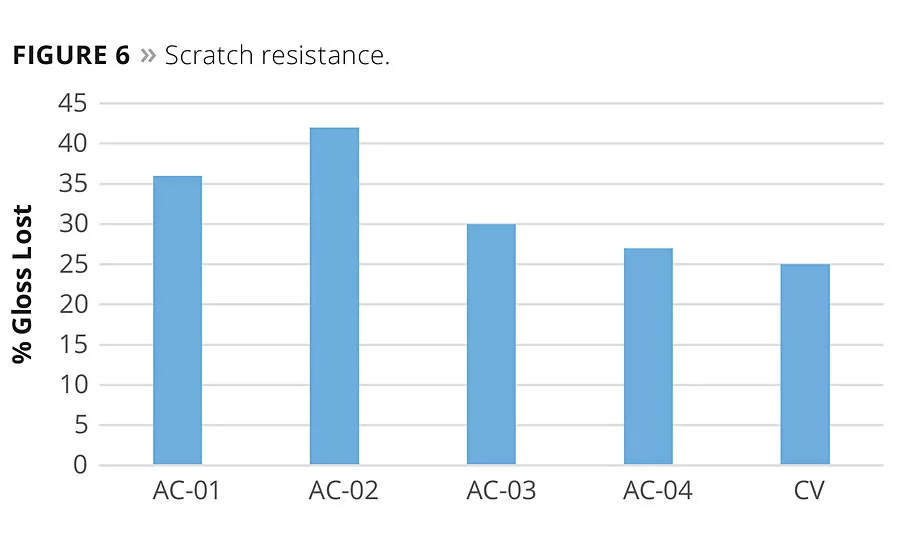
Several tests were conducted to evaluate performance for furniture applications. Various requirements are defined for this market and segmented into institutional versus residential applications. Figure 6 presents the scratch resistance data for the coatings. Gloss is recorded before and after the rubs and a % gloss loss is calculated. The lower the number, the better the performance. The lower-MFFT acrylics performed similar to the conversion varnish, which had a gloss reduction of 25%. Further improvements could be made by blending PUDs with the acrylics to improve abrasion resistance. The scrape adhesion was also tested and all of the acrylics produced favorable results compared to the conversion varnish, which showed partial delamination and whitening. Boiling water resistance results are given in Figure 7. The conversion varnish showed only mediocre performance while the other acrylic coatings showed far superior performance.
Conclusion
Waterborne self-crosslinking acrylic emulsions are a suitable alternative to SB finishes for industrial wood coatings. They can be formulated at lower VOCs, have no issues with pot life and have good features to produce high-performance coatings. A new acrylic with low surfactant content has also been introduced. This new development additionally offers improved application characteristics derived from excellent atomization and wood wetting, good optical clarity comparable to SB systems, wood warmth and low grain raising. Further developments are in progress investigating pigmented formulations and blend combinations with PUDs. n
References
1 Howard, C. et al, From Evolution to Innovation. PCI Magazine, May 2014.
2 ANS/KCMA A161.1-2012, Performance and Construction Standard for Kitchen and Vanity Cabinets, 2012.
By Terri Carson, Ph.D., Director of Technical Services and Quality Control; Laurie Morris, Senior Applications Chemist; and Jim Bohannon, Senior Applications Chemist | Alberdingk Boley Inc., Greensboro, NC
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

