Protection Without Compromise
New class of specialty polyester polyols enables highly weatherable and durable automotive and industrial coatings

Consumers want great-looking coatings that last, while OEMs want affordable performance. That leaves formulators to manage a complex set of tradeoffs, especially in resin selection. Polyester polyols typically provide excellent mechanical performance but fall short in weathering and chemical resistance. Acrylics weather well, but often miss the mark for appearance and scratch. And regulators complicate matters by passing new rules, shifting enforcement priorities and tightening VOC limits. The need to balance cost, compliance and performance presents a significant challenge.
While the industry has yet to deliver a “magic bullet” that offers consumers, regulators, OEMs and formulators everything they want in a coating, there are promising new technologies that enable significant progress. By improving process efficiency and coating durability, Eastman Tetrashield™ protective resin systems are adding distinctive performance to coatings used in the automotive space as well as adjacent markets such as industrial, agricultural and construction equipment applications – and shifting the way the industry views polyester chemistry at the same time.
Protective Resin Systems
While Tetrashield resins are polyesters, the technology demonstrates performance that cannot be achieved using traditional polyester polyols. These resins deliver exceptional weathering, hardness and chemical resistance due to the use of a unique monomer. The monomer, 2,2,4,4-tetramethyl-1,3-cyclobutane diol, commonly referred to as TMCD, is a cycloaliphatic diol that can be readily incorporated into polyester polyols using common manufacturing techniques. The structure shown in Figure 1 addresses historical shortcomings of polyesters by providing a copolyester backbone that improves resistance to hydrolysis by shielding the polyester linkages.
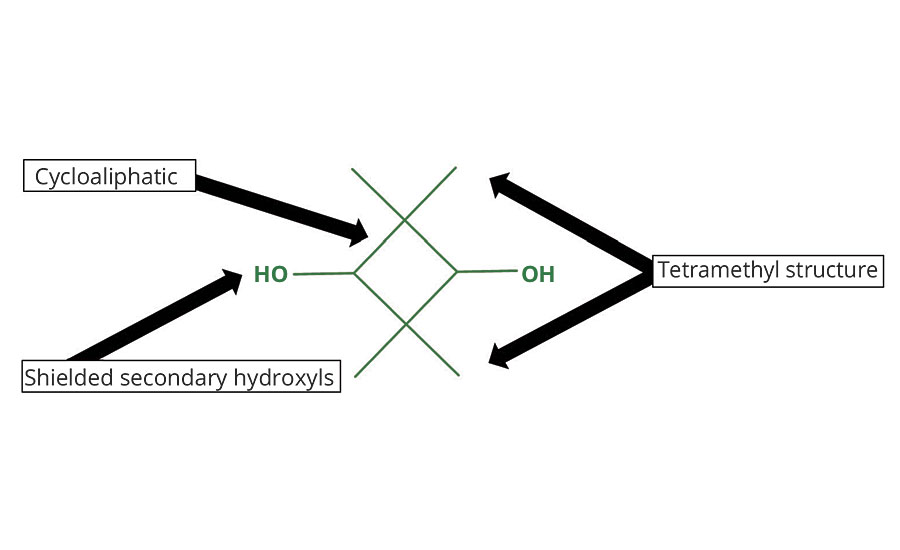
FIGURE 1 » Chemical structure of 2,2,4,4-tetramethyl-1,3-cyclobutanediol (TMCD) and unique characteristics that improve copolyester properties when incorporated into the backbone.
The tetramethyl configuration of TMCD provides copolyester materials with distinctive solubility properties, good compatibility with other ingredients commonly used in high-performance coatings formulations, and lower viscosity profiles at higher-applied coatings solids. The shielded secondary hydroxyls inherent in polyols constructed with TMCD contribute to improved stain and chemical resistance, and provide hydrolytic stability to the final coatings. The cycloaliphatic structure enables the combination of hardness and rigidity while still maintaining flexibility at higher-than-normal glass transition temperatures. These characteristics, when combined into a resin package, offer formulators and original equipment manufacturers (OEMs) a sustainable solution to strengthen their coatings portfolio.
Monocoats: Overcoming the Performance Barrier
The two most widely used chemistries in one-component (1K) monocoat applications are polyester polyol/melamine systems and thermosetting acrylic/melamine systems. Each binder/crosslinker combination brings distinctive performance characteristics to final coating performance. With the introduction of Tetrashield technology, formulators can incorporate the performance benefits of both options with the use of a single technology. Table 1 illustrates the relative performance of various chemistries used in monocoats today.
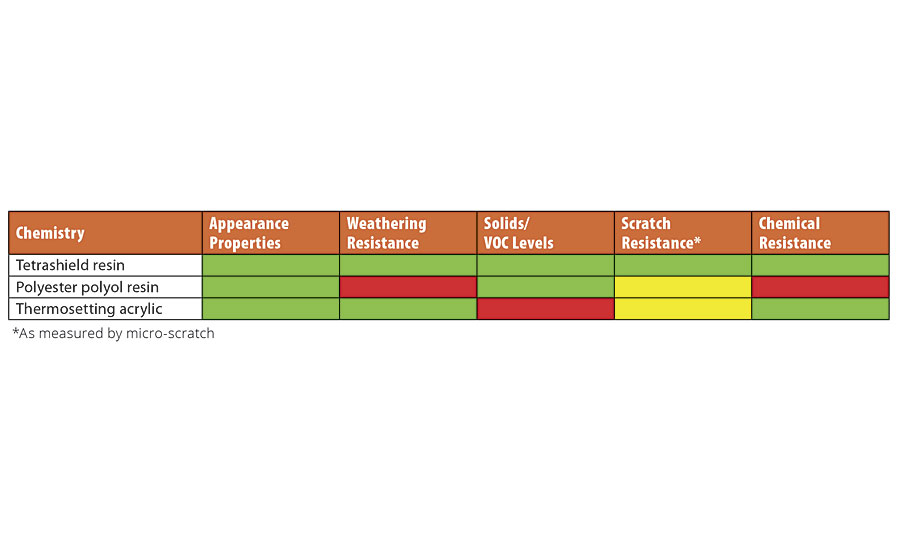
TABLE 1 » Common coatings performance properties of monocoat formulations with varying resin technologies.
White monocoat formulations, commonly used for light commercial vehicles, have been a key focus for formulators to validate the performance advantage of this new resin chemistry. The driving force for using a monocoat system instead of a clearcoat/basecoat (COB) combination is that it eliminates a layer of coating, resulting in material and process cost savings. While monocoats are widely used today, OEMs are growing increasingly dissatisfied with their poor gloss retention and abrasion resistance. From the performance summary in Table 1, one can infer that reaching this performance with traditional chemistries requires a combination of both acrylic and traditional polyol binders. The primary challenge of this approach is that it has a narrow formulation range to meet the balance of requirements to satisfy overall performance and cost needs. The new protective resin technology offers formulators increased formulation latitude for developing improved monocoat systems for the automotive industry. Table 2 summarizes the composition and characterization of a sample starting point formulation for a white monocoat.
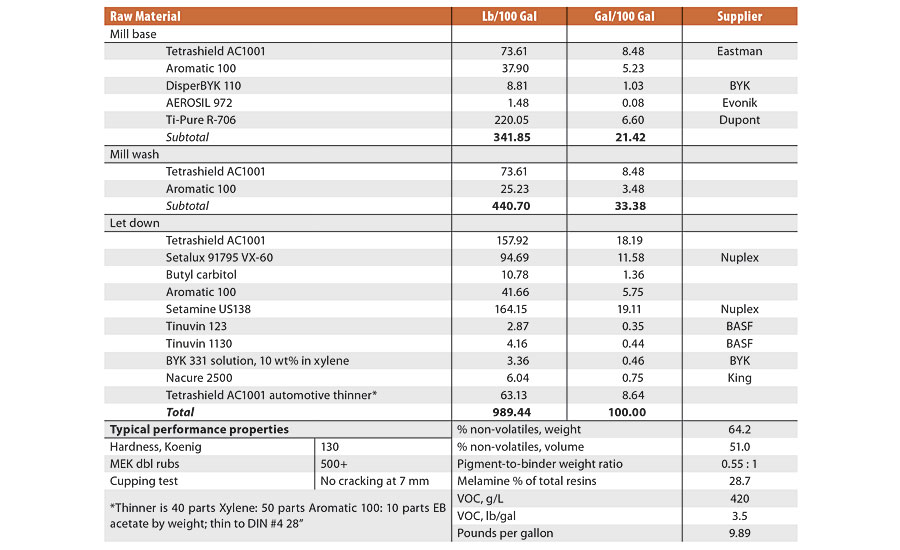
TABLE 2 » Recommended white monocoat formulation with Tetrashield AC1001 for automotive applications, formulation physicals and typical performance properties.
The white monocoat formulation shown in Table 2 has been evaluated against commercial controls. Tetrashield monocoats demonstrate improved scratch resistance, better weathering and higher solids without compromising other critical properties such as impact resistance, hardness, appearance and adhesion. Figure 2 shows the results of a micro-scratch test that was performed by subjecting the coated panel to a progressive load (50N) over a 5 mm length. Different damage thresholds such as cracking, delamination onset and full delamination are observed with a microscope and correlated to the force measured at that location. The new technology clearly outperforms the commercial offerings shown in Figure 2. This showcases how incorporation of TMCD into the polyol structure enables the balance of hardness and ductility of the final film.
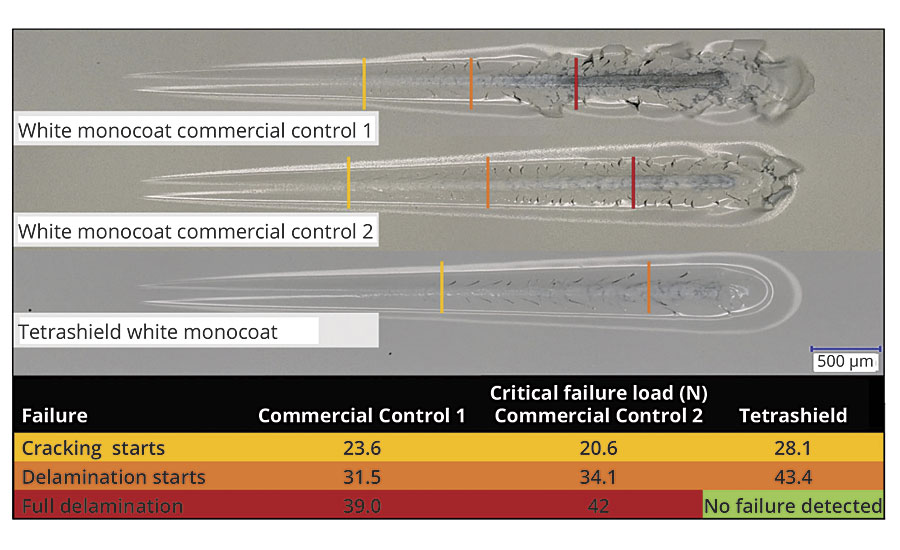
FIGURE 2 » Micro-scratch data of various monocoat formulations that indicates cracking, delamination onset and full delamination when exposed to a progressive load over 5 mm of the surface.
Accelerated weathering exposure with ultraviolet (UV) radiation is used to simulate long-term coating exposure to environmental conditions such as sunlight and various moisture sources. Initial gloss readings are recorded and monitored at specific intervals in the testing protocol. Figure 3 presents the gloss retention profiles of the three monocoat systems using QUVB-313 (ASTM G154 cycle 2), a common method for evaluating monocoats. The results clearly show the Tetrashield monocoat significantly outperforms current commercial options.
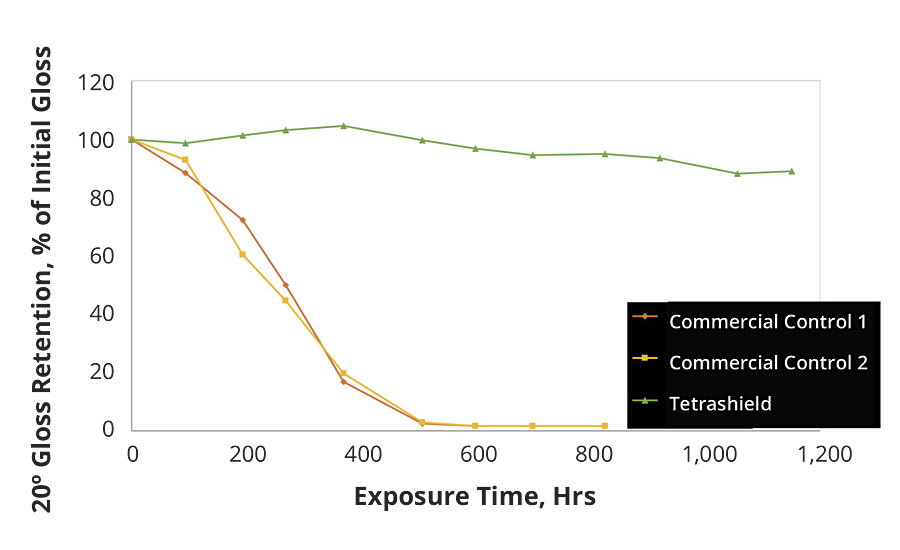
FIGURE 3 » Gloss retention profiles (QUVB-313, ASTM G154) of various white monocoat formulations to predict long-term performance of the coatings.
Another comparison was made with a highly accelerated method using ultrahigh-intensity UV (up to 60 “suns”) exposure via an integrated SPHERE. This method was developed by the National Institute of Science and Technology (NIST) and gives an indication of coating failure sooner than other industry-standard accelerated weathering methods. The highly aggressive SPHERE method corroborates the UVB-313 results and predicts the failure of commercial control very early in the testing, while the Tetrashield-based monocoat shows minimal variation from initial evaluations, further demonstrating the superior exterior durability of this technology. The accelerated SPHERE results can be seen in Figure 4.
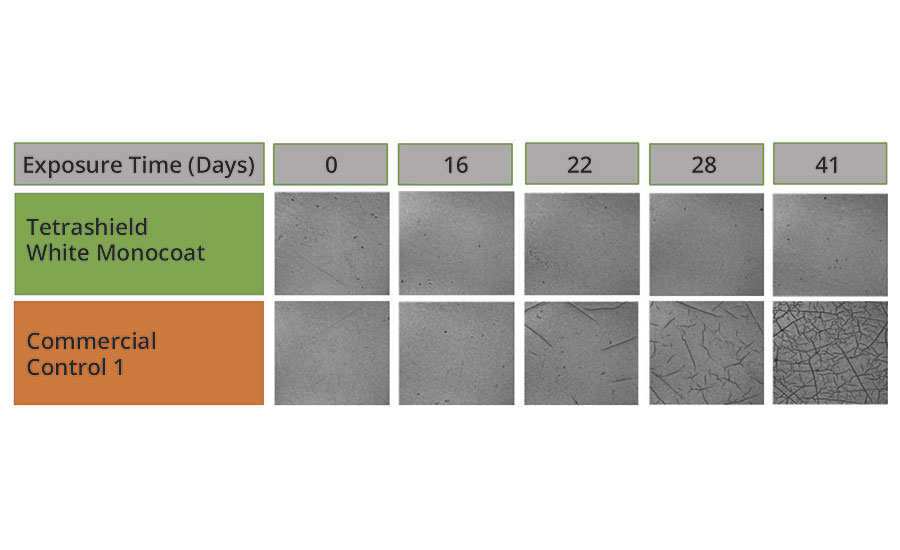
FIGURE 4 » Micrographs of white monocoat systems that were exposed to ultrahigh-intensity UV radiation in SPHERE testing at various time intervals.
Enabling formulators to reach higher applied solids at a given application viscosity is another unique feature of this new resin chemistry. Typically, at higher formulated solids, an increase in viscosity causes the coating to exhibit poor flow and leveling characteristics, which in turn negatively impacts the appearance of the final film. White monocoat formulations made with the new protective resin, even at 60% weight solids, maintain favorable rheological behavior that results in comparable appearance to lower-solids acrylic options. This is a noticeable improvement over commercial materials and allows formulators and OEMs to capture the value of reaching target VOC levels while still maintaining good appearance properties. Figure 5 summarizes solids levels at a constant application viscosity for white monocoat formulations.
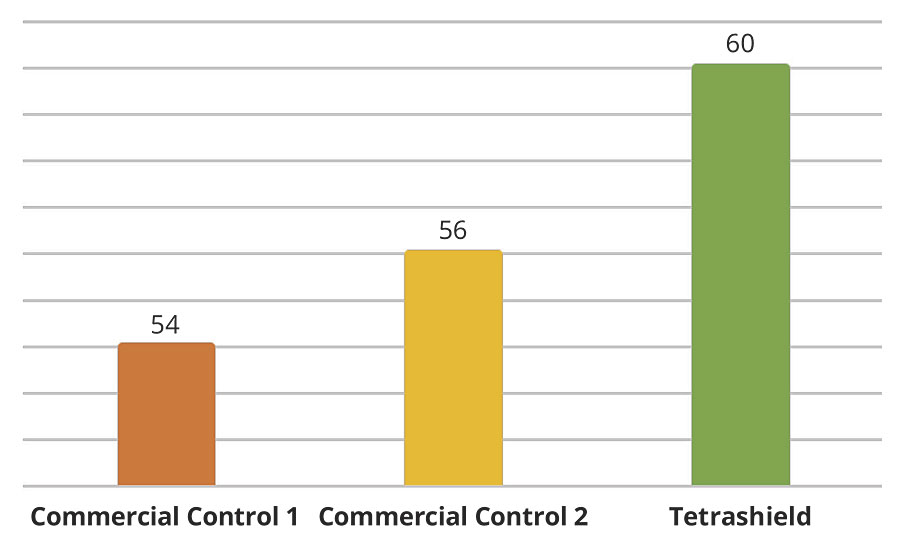
FIGURE 5 » Solids comparison of white monocoat formulations with different resin chemistries.
Other markets, such as agricultural and construction equipment (ACE), have unmet needs that overlap with those of the automotive monocoat segment. In ACE, additional challenges come from high-chroma coatings such as red, green and blue monocoat formulations. Formulators in the ACE market must address issues like marring and pigment bleeding, as the equipment typically experiences more severe use than a typical automobile. Much like automotive coatings, these performance deficiencies are caused by degradation of the film with UV exposure. Degradation of the film often results in poor appearance, failure to protect the underlying substrate, and an increased risk of the coating to exhibit chalking or dusting of the pigment. High-chroma pigment packages contribute to the reduced weatherability of the film, but failure due to UV degradation is mainly attributable to the choice of resin. In addition to the benefits described previously in white monocoat formulations, Tetrashield red monocoat formulations have demonstrated the ability to reduce pigment bleeding and improve mar resistance. Table 3 gives a sample starting point formulation of a red monocoat formulation, formulation physicals, as well as basic performance characteristics.
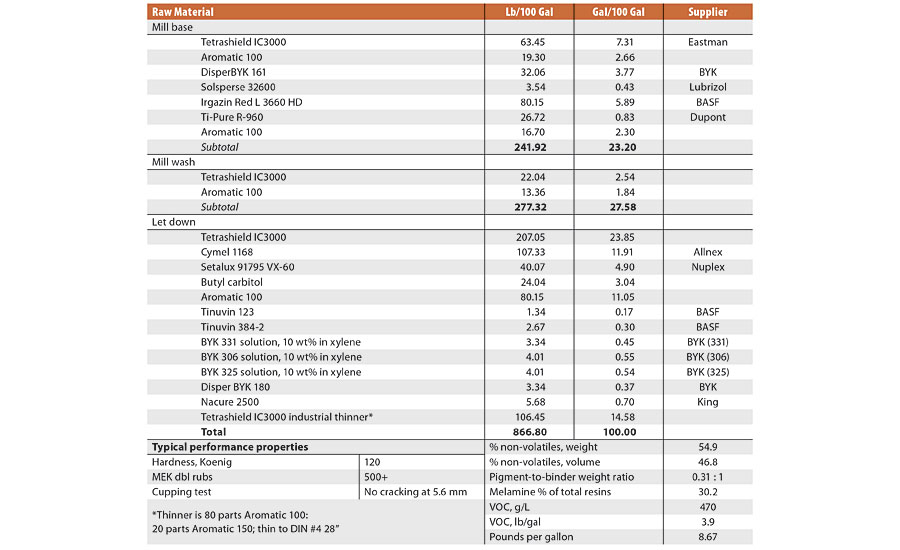
TABLE 3 » Recommended red monocoat formulation with Tetrashield IC3000 for industrial applications, formulation physicals and typical performance properties.
There are two common techniques used to evaluate mar resistance in high-chroma coatings. The first is ASTM D5402 (double rub test) with xylene as the solvent. The results of this test for the Tetrashield red monocoat versus a commercial control are shown in Figure 6. From the pictures of the cheesecloths taken before and after Xenon weathering, the commercial control exhibited pigment bleed, while the new resin sample was unaffected.
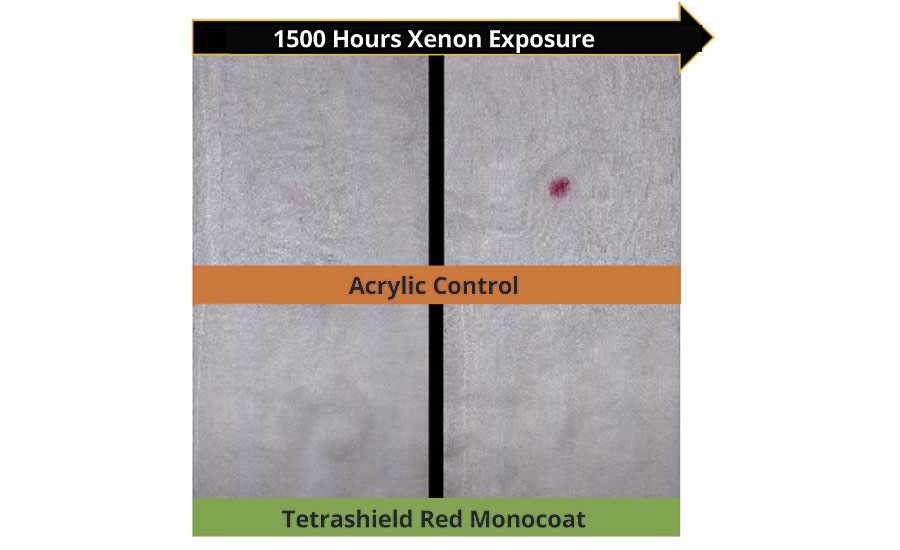
FIGURE 6 » Mar resistance of red monocoat formulations demonstrated by xylene double rubs.
The second measure for mar resistance was the industry-standard Crock Meter test. For this procedure, fresh panels were evaluated for initial gloss readings, abraded using a Crock Meter and then measured for gloss after abrasion. Panels that were exposed to Xenon radiation according to ASTM G155 were tested using the same method. Results are represented in Figure 7. The results from the testing corroborate the xylene double rub test. A significant amount of pigment was recovered on the commercial test cloth after weathering/abrasion, while the Tetrashield cloth was clean.
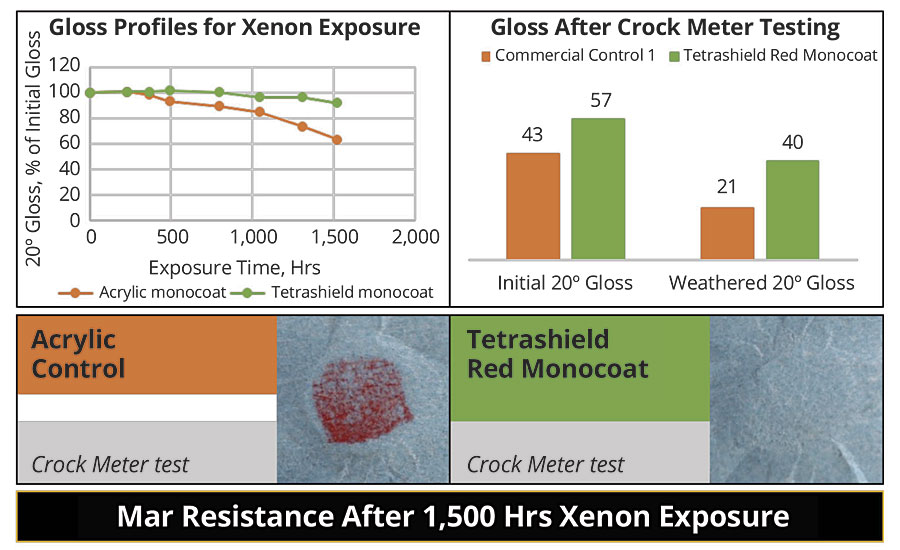
FIGURE 7 » Response to accelerated Xenon weathering and Crock Meter mar resistance of red monocoat formulations.
Emerging Applications: Clearcoats
OEMs are trying to introduce more productive, sustainable solutions for their paint process lines, and they are motivated to find novel coatings solutions to provide higher-solids/reduced-VOC emissions, improved appearance, lower bake temperatures and improved durability. Most OEMs choose one of two options for clearcoat solutions – a one-component system (melamine curing with hydroxyl functionality) or a two-component system (2K) (isocyanate crosslinking with hydroxyl functionality). Each approach has benefits and drawbacks, and the selection of a preferred technology depends on the overall performance balance, automotive line capabilities and material handling requirements. Table 4 summarizes key benefits and drawbacks associated with these two OEM 1K and 2K clearcoat chemistries.
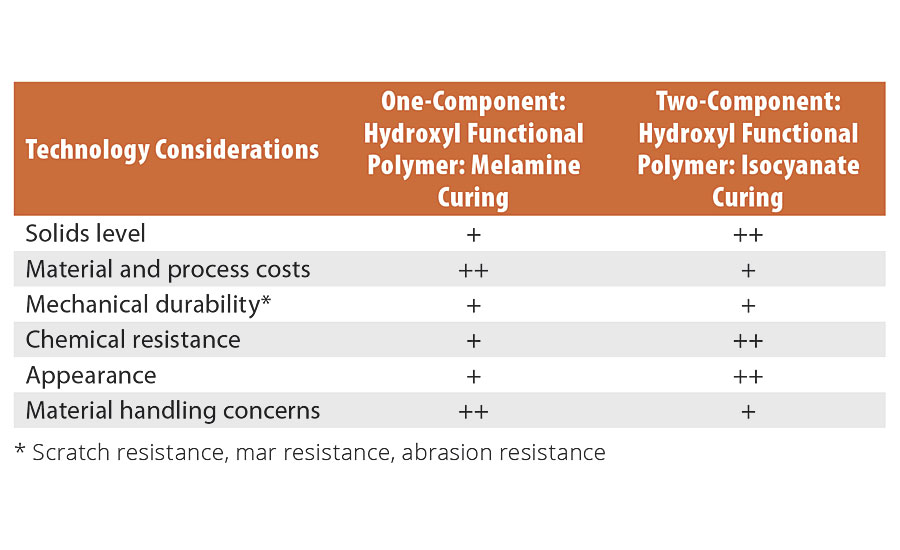
TABLE 4 » Common perceptions of clearcoat performance and economic considerations for one-component and two-component chemistries.
Technical approaches for both 1K and 2K clearcoat chemistries usually involve a combination of acrylic and polyester binders to achieve the desired balance of properties. Acrylic binders are known for their excellent weathering and appearance, while polyesters tend to provide good flow and levelling at higher applied solids as well as enhanced mechanical properties. Incorporation of traditional polyester polyols into clearcoat formulations is typically limited to about 10-20 weight % of the main binder before a tradeoff in performance properties such as weathering and chemical resistance start to fall off. By substituting the new specialty polyester polyols in place of traditional polyester polyols, these tradeoffs are eliminated, and the benefits of this novel polyol technology apply across a wide range of OEM clearcoat solutions to address diverse regional needs for application properties, VOC levels, performance properties and formulation costs.
Evaluation of developmental resins in 1K clearcoats has shown promising initial results. By substituting a portion of the acrylic main binder with Tetrashield polyol, experimental formulations are demonstrating improved weathering and mechanical properties compared to what has traditionally been achievable with acrylic/polyester binder performance. Figure 8 highlights the gloss retention profiles after Crock Meter of a series of 1K clearcoat formulations with increasing levels of the new resin in the main binder component. As higher levels are substituted for a standard acrylic resin, the 20° gloss retention improves proportionally. At the maximum level of substitution in this series, gloss levels improved by 19% over the initial formulation (all acrylic). In addition to gloss retention improvements, properties such as sag resistance and windshield bonding strength remained acceptable at higher levels of polyol incorporation. Pencil hardness also went up with increasing levels of the new polyol technology in the formulation. This showcases the robust durability that is achievable in Tetrashield-based 1K clearcoats without compromising weathering resistance, hardness or solids. Performance properties of 1K clearcoat formulations are summarized in Table 5.
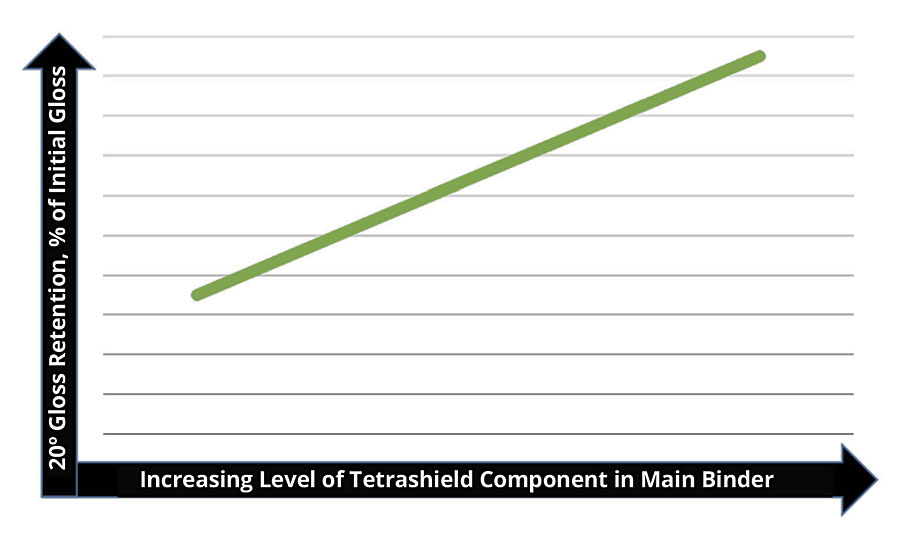
FIGURE 8 » Gloss retention profile of 1K clearcoat formulations with increasing levels of the new technology in the main binder as tested using Crock Meter evaluation method.
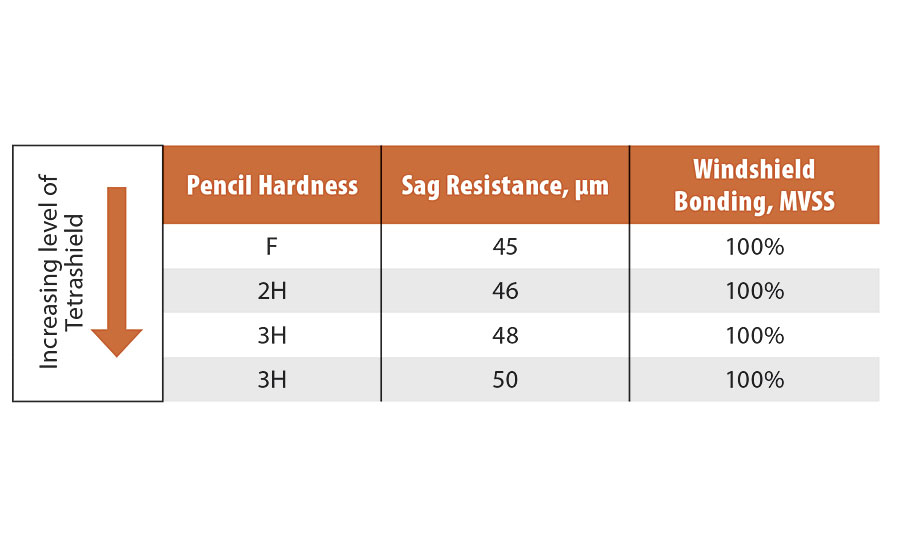
TABLE 5 » Performance properties of one-component clearcoat formulations with increasing level of Tetrashield in the main binder.
Two-component systems are known for their excellent appearance, good chemical resistance and higher solids levels relative to 1K formulations. However, balancing durability and appearance can still present a challenge. Evaluation of developmental resins in OEM 2K clearcoat applications shows that levels of polyol incorporation above the 20% limit for standard polyesters into the acrylic/polyol main binder gives a desirable balance of chemical resistance, durability and higher solids. Figure 9 shows formulation properties of various OEM 2K clearcoat systems. From the chart, incorporation of the new polyol at roughly half of the main binder component in a 2K clearcoat formulation shows a 10% drop in VOC emissions over traditional OEM 2K clearcoat solutions. Formulation solids of the new binder are higher at equal application viscosities, and 20° gloss levels of the three systems are comparable.
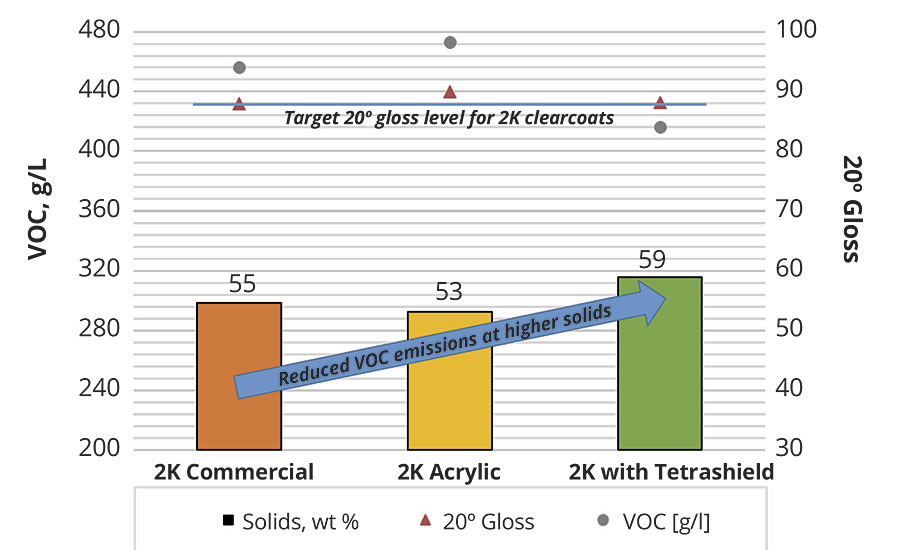
FIGURE 9 » OEM two-component clearcoat formulation application and appearance properties.
Evaluation of coatings performance (Table 6) indicates that the new resins also provide improved impact resistance without sacrificing hardness, chemical resistance or weathering. Figure 10 shows the weathering profile of various 2K clearcoat systems when exposed to Xenon. As is evident from the graph, the Tetrashield-modified system improves weathering characteristics over traditional polyol chemistry in acrylic-based formulations.
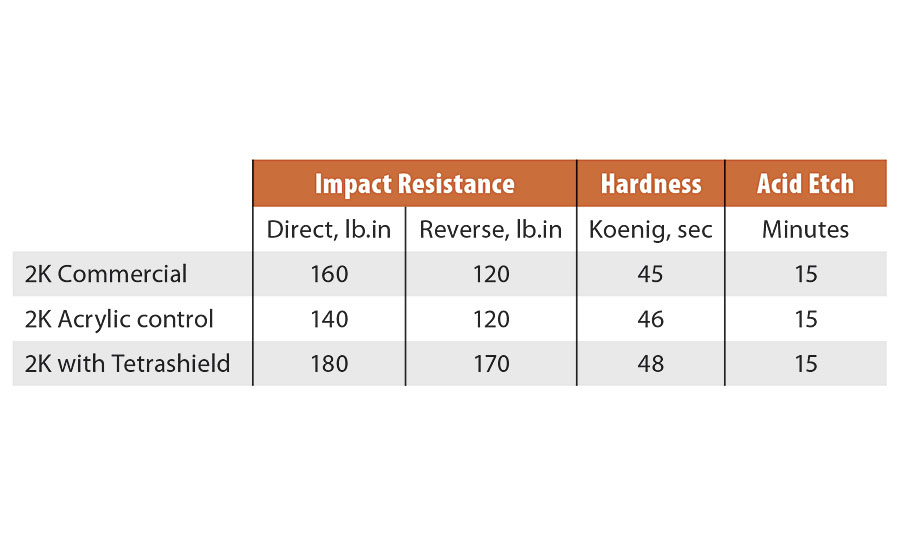
TABLE 6 » Performance summary of 2K clearcoat systems.
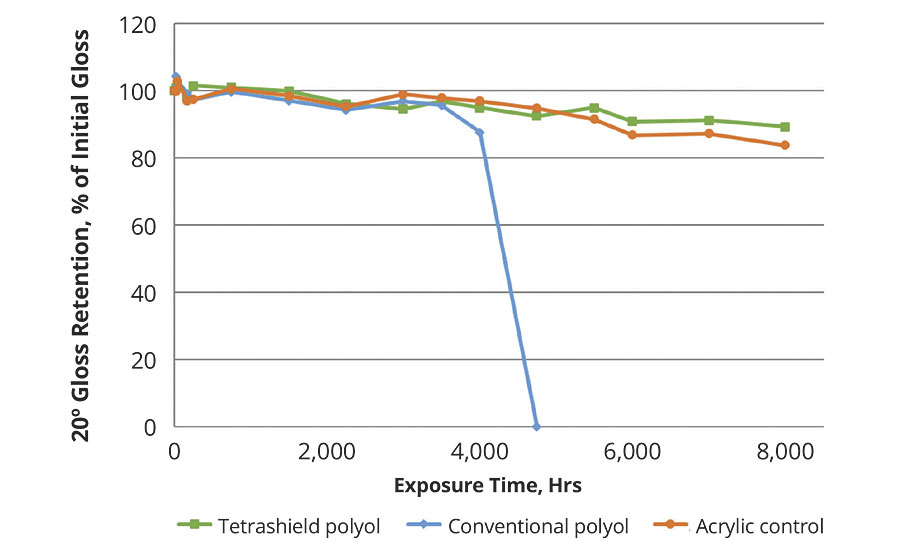
FIGURE 10 » OEM two-component clearcoat formulation Xenon weathering profile.
Summary
Tetrashield resins offer distinct advantages in white and high-chroma monocoat applications, one-component clearcoats, and two-component clearcoats. Incorporation of a unique monomer, TMCD, into the resin backbone gives a balance of performance properties unrivaled in commercial polyester solutions. These value-adding characteristics have been tested across several automotive and industrial market segments where improved protection is critical. The technology offers the paint producer unique formulation latitude to tailor performance properties depending on specific customer needs. The ability of a formulator to achieve higher-solids automotive coatings provides OEMs a durable, sustainable coatings solution to help capture productivity benefits without sacrificing performance relative to traditional automotive coatings systems. Consumer expectations such as chemical resistance, gloss retention of the coating, abrasion resistance, and scratch and mar resistance are preserved when using Tetrashield as a binder component in various coating systems.
References
1. ASTM G154-16 Standard Practice for Operating Fluorescent Ultraviolet (UV) Lamp Apparatus for Exposure of Nonmetallic Materials, ASTM International, West Conshohocken, PA, 2016, https://doi.org/10.1520/G0154-16.
2. https://www.nist.gov/laboratories/tools-instruments/integrating-sphere-based-weathering-device.
3. ASTM D5402-15 Standard Practice for Assessing the Solvent Resistance of Organic Coatings Using Solvent Rubs, ASTM International, West Conshohocken, PA, 2015, https://doi.org/10.1520/D5402-15.
4. ASTM G155-13 Standard Practice for Operating Xenon Arc Light Apparatus for Exposure of Non-Metallic Materials, ASTM International, West Conshohocken, PA, 2013, https://doi.org/10.1520/G0155.
For more information, visit www.eastman.com/Tetrashieldprotects.
Acknowledgements
The author wishes to thank the following individuals for their contributions to the technical work presented:
• Dr. Lin Feng, Senior Scientist
• Dr. Joe Zhou, Senior Research Associate
• Dr. Geoff Webster, Technical Associate
• Dr. Sunil Kulkarni, Senior Research Scientist
• Mr. Koustubh Kulkarni, Supervisor, Coatings Application Facilities
• Mr. Stacey Marsh, Principal Research Chemist
• Ms. Leslie Baker, Technical Service Representative
• Mr. Phil Geiger, Formulation Scientist Associate
• Dr. Li Piin Sung, Physicist (NIST)
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







