Mechanical Dispersion Technology Turns Thermoplastic Resin Into Sprayable Coating
For brand owners, can makers and consumers seeking alternatives to BPA and other materials of concern in metal food packaging

Beverage containers are a staple of daily life that the world consumes at an average rate of more than 9,000 cans per second. These, along with their food-containing counterparts, rely on interior coatings to protect the can from corrosion, and preserve the safety and flavor of the foods and beverages inside. For many years, epoxy-based coatings have dominated this market, but recent focus on the use of BPA and other materials of concern in food-contact coating applications is generating interest in alternatives. In response, Dow has developed and introduced a completely new can coating option using the same class of thermoplastic polyolefins that form plastic milk jugs and other plastic food containers. The technology is facilitated by a proprietary mechanical dispersion process that turns solid polyolefin pellets into a sprayable technology. Introduced commercially as CANVERA™ Polyolefin Dispersions, the technology is formulated without the use of epoxy and bisphenol A (BPA), as well as without the use of other materials of concern to some consumers, such as styrene or phenolic crosslinkers. Rigorous migration testing demonstrates that CANVERA Polyolefin Dispersion Technology is a very stable can lining technology with a clean residual profile, while long-term shelf testing demonstrates excellent corrosion resistance and flavor protection. Additional coating applications for polyolefin dispersions are in early-stage development. These include food-contact applications in paper coatings, as well as nonfood-contact applications such as in coil coatings, automotive coatings and maintenance metal coatings.
Introduction
Corrosion remains the constant enemy of canned goods: whether made from aluminum or steel, direct contact between the can and its contents can deteriorate the metal and contaminate the food or beverage inside. Can coatings, also known as can linings, play a key role in the preservation of food safety, flavor and quality by creating a physical barrier between the can and its contents. For more than 40 years, epoxy resins made with BPA have been the dominant coating option in this space, offering a cost-efficient combination of toughness, adhesion, formability and chemical resistance. In addition to protecting contents from spoilage, these coatings make it possible for food products to maintain their quality and taste, while extending shelf life.
In recent years and as shown in Figure 1, the use of BPA in food-contact applications has become a focus of concern among some agencies and consumers. In 2012, the FDA banned the use of BPA in baby bottles and toddler cups. In 2015, BPA was added to California’s Proposition 65 list of chemicals to cause reproductive toxicity. In Europe, BPA has been banned from use in all food containers in France; it is regulated in Belgium, the Netherlands and Nordic countries; and it is currently under additional scrutiny and consideration for REACH restrictions.
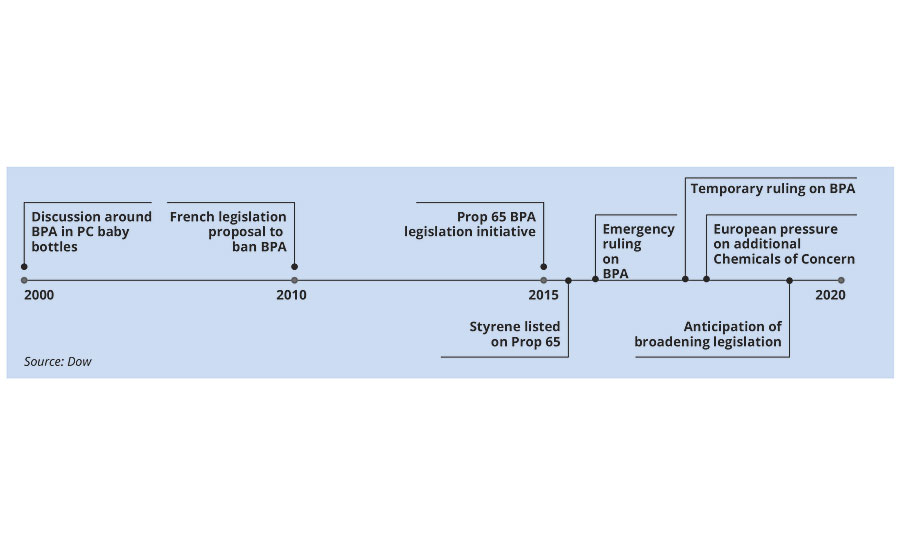
FIGURE 1 » Timeline of initiatives and legislation concerning BPA and other materials of concern in the U.S. and Europe.
Responding to keen interest in a BPA-free coating solution for food-contact applications, the coatings industry has developed and launched several alternatives, which we will refer to as Gen-1 and Gen-2 options for the purpose of discussion. Gen-1 offerings have specific focus on the removal of BPA from the formulation process and are largely based on styrene-acrylic and/or polyester resins. Gen-2 offerings are intended to improve on the Gen-1 systems. While these alternatives are produced without the intentional use of BPA, some solutions still use BPA-like monomers, or utilize crosslinkers or other monomers that introduce additional chemicals that are of concern to some consumers or regulatory bodies. For example, styrene found in some Gen-1 systems was recently added to California’s Proposition 65 list of chemicals known by the state to cause cancer.
Most Gen-1 and Gen-2 offerings also fall under the category of thermosets. They rely on low-molecular weight oligomers combined with crosslinkers for film formation inside the can. Curing happens after application via a chemical reaction during a baking step in the can manufacturing process. In food contact applications, this in-situ crosslinking can lead to the presence of residual oligomers within the lining of the metal container. This, in turn, creates the potential for extractable compounds such as BPA, or other bisphenols (bisphenol-S, bisphenol-F, etc.) and a broad cross section of other materials that may migrate from the can coating into the contents of the can.
Polyolefin dispersion technology developed by Dow takes several steps beyond Gen-1 and Gen-2 alternatives in several respects. This technology not only duplicates the excellent performance characteristics of incumbent epoxy technology, but it does so without the wide range of materials under scrutiny or potential scrutiny, including BPA, BPA-like monomers, styrene and phenolic crosslinkers. Additionally, this can coating technology avoids the chemical migration concerns associated with in-situ crosslinking.
To validate this, INSTITUT NEHRING conducted a comprehensive chemical migration analysis to evaluate Dow’s polyolefin dispersion technology migration risk profile. The migration testing was conducted on tinplate panels coated with a formulated polyolefin dispersion brought into contact with a food simulant (95% ethanol) for 4 hours plus 10 days at 60 °C. After the food contact simulation, the migration solution was concentrated and a blend of internal standards was added as a control marker for semi-quantitative detection. The analysis of the migration solution for the full range of detectable substances was conducted via gas chromatography/mass spectrometry. Substances with a concentration exceeding 10 ppb were identified using their mass spectra. As shown in Figure 2, there were no detectable materials of concern in the migrate, nor any traces of acceptable materials (with one exception). The one exception was a permitted additive for plastic food contact materials, and the level was well below the allowable specific migration limit of 6 mg/kg.
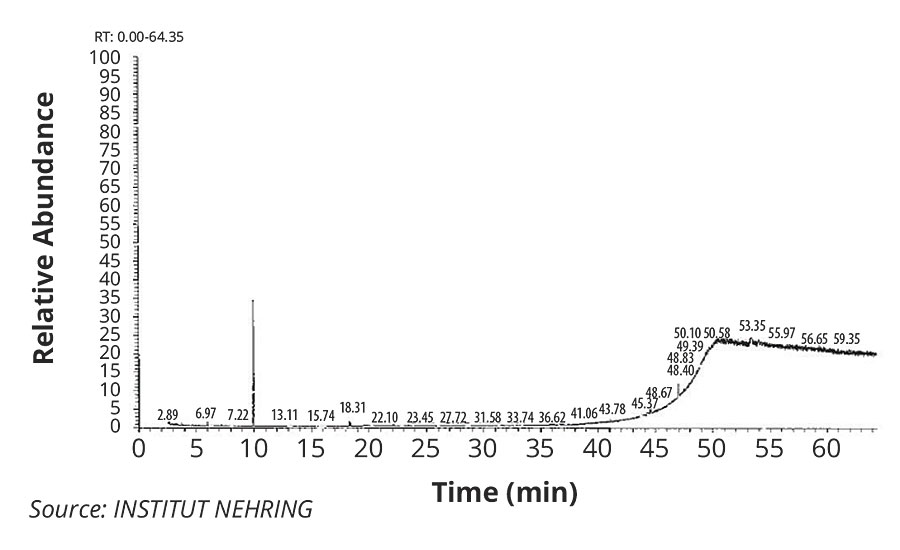
FIGURE 2 » Chemical migration analysis of polyolefin dispersions.
To meet brand owner, can coater and consumer demand for optimized coating performance with minimized migration risk, this new can coating technology employs polyolefins. This class of resins is well established in rigid and flexible plastic food packaging. Until now, however, they have been incompatible with any type of commercial spray coating equipment, including the established coating infrastructure used by aluminum and steel can makers. This Gen-3 can coating option is facilitated by proprietary Dow mechanical dispersion technology known as BLUEWAVE™ Technology. Through this technology, polymers well outside the traditional paint and coatings “tool box” can be mechanically dispersed and suspended in a low-viscosity, highly sprayable liquid water dispersion.
Why Polyolefins?
Polyolefins are an extremely stable class of resins produced from substances that are rich in carbon, such as natural gas. High-density polyethylene (HDPE) falls within this class and is one of the building blocks of Dow technology for can coatings. Offering a desirable combination of cost efficiency, durability, hydrophobicity and chemical resistance, HDPE is the most widely used resin in food and beverage packaging. It is typically supplied as solid pellets, then heated, melted and blown or injection molded into a wide array of rigid and semi-rigid plastic containers, from lightweight food wrap to semi-rigid water bottles and milk jugs.
As demonstrated in Figure 3, HDPE is made directly from ethylene in a gas-phase or liquid-phase reaction. Synthesis does not involve the isolation of intermediate oligomers, and the physical properties of ethylene make residual monomer concentration in the finished polymer low. Atom efficiency, especially in the olefin-to-polymer conversion, is very efficient, and yields are near 100%. By contrast, production of epoxy resins rests on a chlorine-based infrastructure and petrochemical production. Chlorine, propylene and benzene are all required raw materials. Chlorine chemistry, while versatile, does impose environmental burdens, particularly in terms of energy and water use.
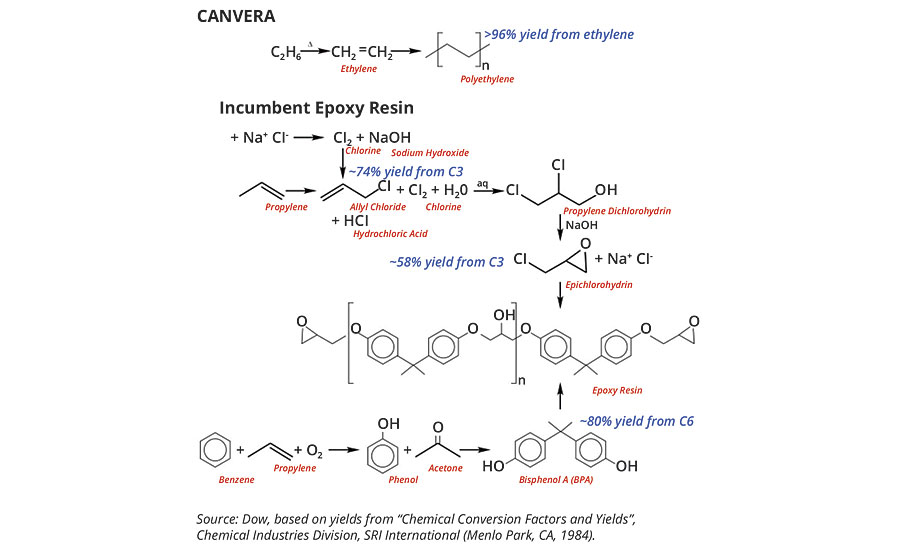
FIGURE 3 » A comparison of the underlying resin chemistry for CANVERA polyolefin dispersions and for incumbent epoxy resins showing the higher yield and simpler chemistry resulting from use of polyolefin resins.
From Solid to Spray
As shown in Figure 4, the mechanical dispersion technology developed by Dow processes large polyolefin pellets in tandem with a specially designed high-temperature polymer dispersant system. Water and neutralizer are added, resulting in a High Internal-Phase Emulsion (HIPE) that locks in the particle size needed for thin-film can coatings. The emulsion is then diluted with water to create a stable suspension of polymer particles that are approximately 1 micron in diameter. These particles remain suspended in water until applied to a metal container’s surface, where the water is removed in a bake step. This melts the particles into a defect-free continuous film coating inside the can (Figures 5 and 6). As noted, this process avoids the extensive chemical reactions that occur during the thermoset processes, resulting in a much lower risk of residual compound migration from the coating into the food. This compares favorably to Gen-1 and Gen-2 coating chemistries that rely on the use of low-molecular-weight prepolymers, which are later crosslinked during the can baking process.
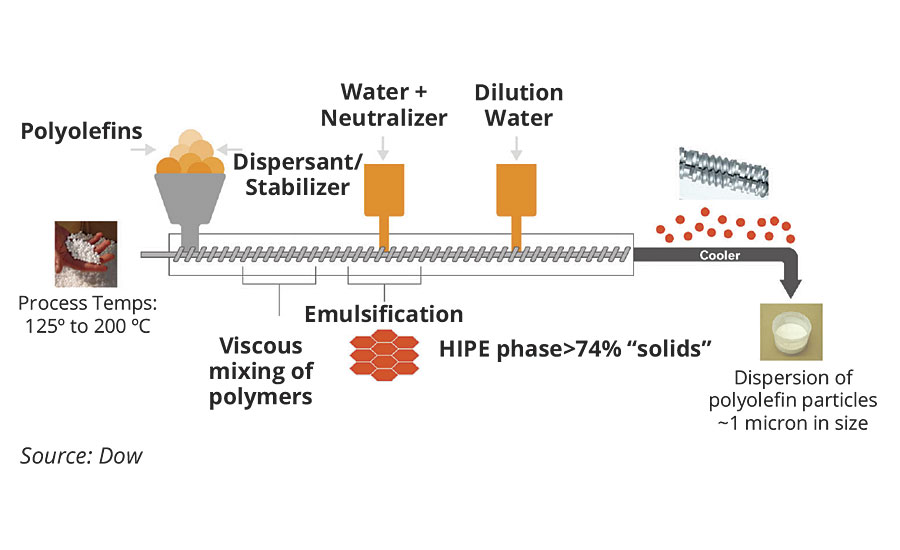
FIGURE 4 » Mechanical dispersion technology developed by Dow employs mechanical and thermal dispersion processes to produce sprayable liquid can coatings based on thermoplastic polyolefin resins.
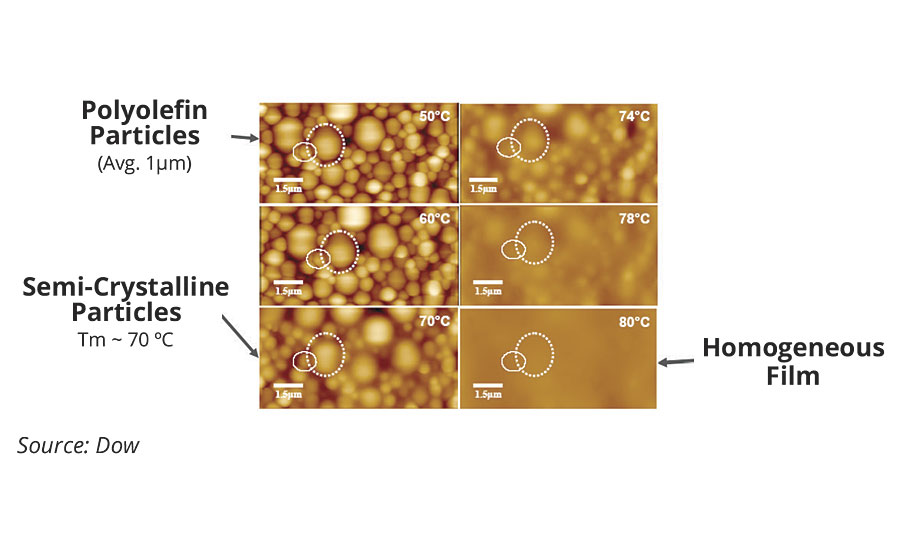
FIGURE 5 » From solid particles to homogenous film, SEM microscopy demonstrates film formation of polyolefin dispersion during the bake phase of can manufacturing.
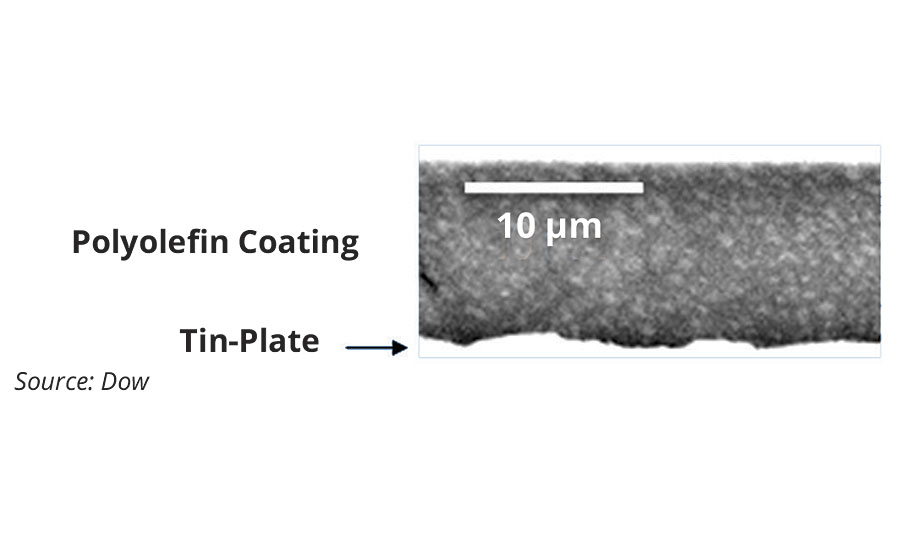
FIGURE 6 » SEM image of a polyolefin coating made from CANVERA polyolefin dispersions on a tin-plated steel food can.
Performance Data
From extremely acidic foods (such as tomato sauce) to high heat (for sterilization and/or cooking purposes), can coatings are subject to surprisingly harsh conditions. To protect the integrity of both the can and its contents in a manner that is compatible with commercial in-line production and meets per-can cost thresholds, the food packaging forum outlines seven key requirements of the can coating as follows: can coatings should withstand the can manufacturing process; be universally applicable to different food types and withstand aggressive food types; withstand the food sterilization process; minimize the release of their constituents into food; adhere to the metal, even after mechanical deformation of the can; prevent corrosion processes; and not change the flavor, smell or texture of the food or beverage.1
To evaluate the feasibility and ease of application of polyolefin dispersions via standard can coating equipment, Dow built a pilot can coating machine at its Midland, Michigan, R&D lab to mimic a real-world can manufacturing plant spray line. Multi-stage testing consisted of flat panel screening followed by spray application in the lab using the pilot can coating machine. Coated cans were subsequently subject to retort (heat sterilization and/or in-can cooking of food contents) as well as re-pack testing to document long-term shelf life.
As demonstrated in Table 1, cans sprayed with thin-film polyolefin dispersion technology and subject to harsh retort condition simulants exhibited excellent overall performance properties, including initial dry adhesion, blush, wet adhesion after retort and appearance. As shown in Figure 7, polyolefin technology also demonstrated excellent superior barrier properties versus the incumbent epoxy.
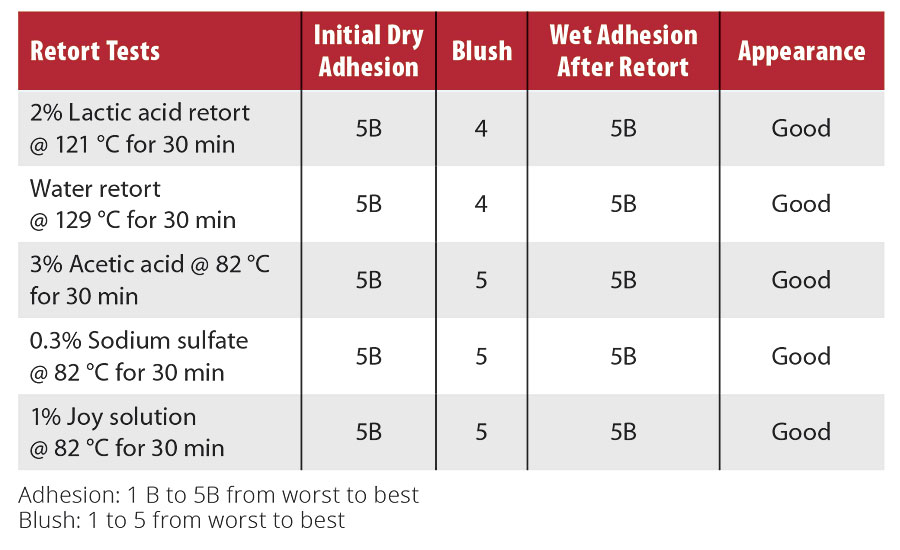
TABLE 1 » Performance property ratings of polyolefin dispersion technology in retort testing.
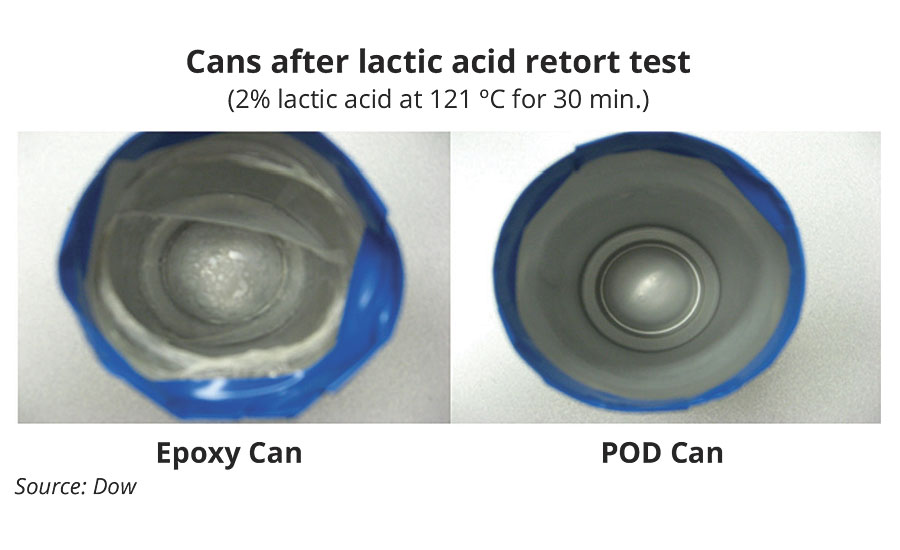
FIGURE 7 » Cans lined with polyolefin-based coating (right) demonstrate superior barrier properties under harsh retort testing conditions versus incumbent epoxy technology (left). A beverage can, subjected to a harsh acidic retort to simulate worst-case hard-to-hold beverage corrosion resistance. The epoxy coating delaminated, with failure of the coating. The POD coating was unaltered, showing strong performance under this harsh test.
Table 2 demonstrates results of polyolefin coating performance when applied to the ends of an aluminum can. Beverage can ends are coated to flat coil stock prior to being formed into the easy-open end. As a result, coating hardness and flexibility are key parameters to ensure the coating can withstand the mechanical forming step.
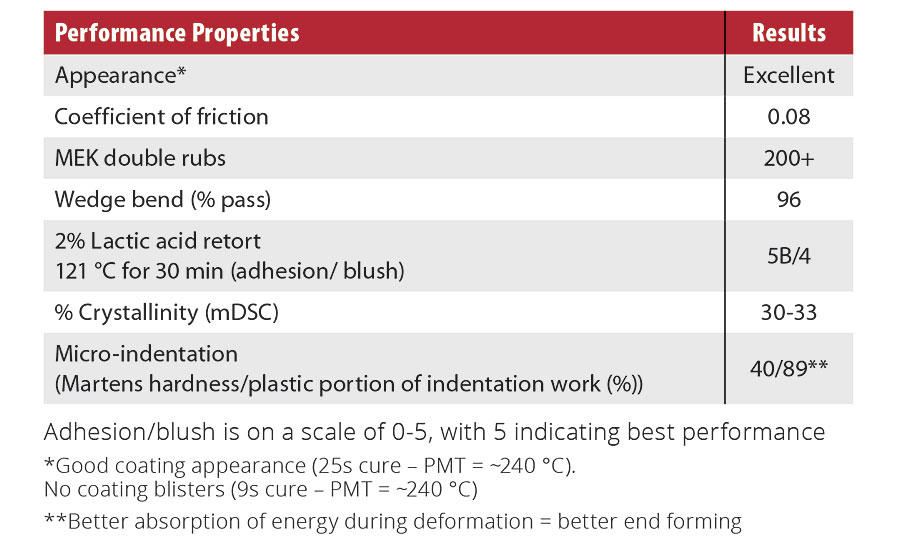
TABLE 2 » Polyolefin coating performance when applied to the ends of an aluminum can.
In can coating trials, pack testing serves several functions. The first is to evaluate corrosion resistance over time and contact with various can contents. Coatings must be able to withstand a cross-section of environments such as fats and proteins (soups, pet food) and/or acidic environments such as tomatoes. Pack testing followed by flavor testing also helps to determine what, if any, impact there is on the quality and flavor of the food or beverage over time. In pack testing conducted by Dow, coated cans were filled and subject to sterilization and/or retort as dictated by the can contents, then “shelved” for predetermined intervals before being cut open to evaluate the integrity of the lining. The results indicated excellent corrosion resistance and metal integrity.
In addition to a very clean residual profile, the use of polyolefin dispersion technology allows for tailoring the performance characteristics of polyolefin dispersion technology to meet specific needs as dictated by the contents of the food or beverage container. Tailoring can be accomplished through the choice of polyolefin (e.g. polyethylene versus polypropylene) along with adjustments to the proprietary dispersion process in order to arrive at the best product for that client.
Summary
The metal packaging industry demands a high-performing coating with a food safety profile desirable to consumers, which not only avoids BPA, but also other materials of concern such as epoxy, styrene or phenolic crosslinkers. As summarized in Figure 8, CANVERA polyolefin dispersions were designed to maintain top marks in can coating qualities - adhesion, corrosion resistance, flexibility, sturdiness and flavor preservation - while also introducing a more environmentally friendly profile than their epoxy-based counterparts and reducing those aforementioned materials of concern. They are facilitated by a proprietary Dow dispersion technology that offers the ability to transform even the most hydrophobic resins into high-performance coatings with cost-effective spray characteristics. This technology adds a new resin to the paint and coatings tool box, with applications under development that go beyond can coatings to include food-contact paper coatings, coil coatings, automotive coatings and maintenance metal coatings.
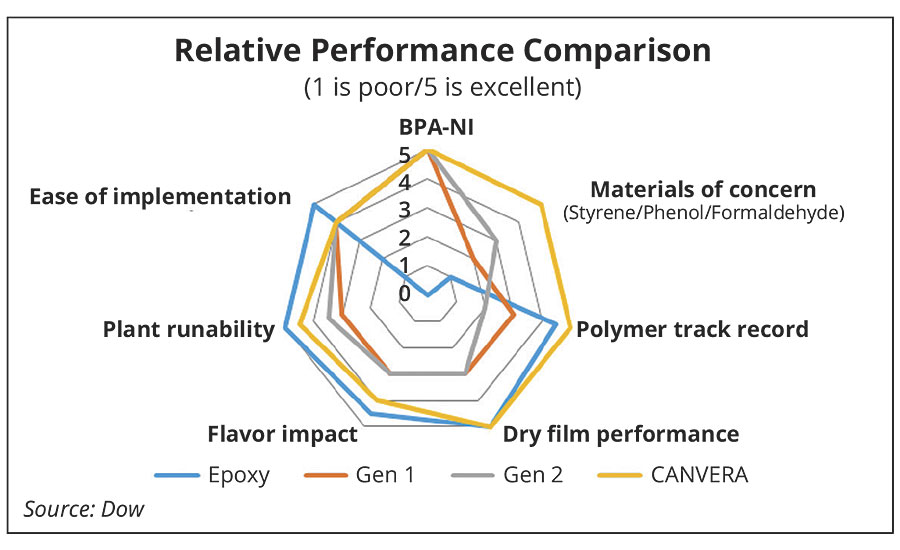
FIGURE 8 » Summary comparison of features and benefits offered via incumbent epoxy can coatings as well as Gen-1, Gen-2 and polyolefin-based alternatives.
™* Trademark of The Dow Chemical Company (“Dow”) or an affiliated company of Dow
Reference
1 http://www.foodpackagingforum.org/food-packaging-health/can-coatings
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



